
飛機復合材料和關鍵零部件100%國產化?
2018-07-20 18:17:40
作者:本網整理 來源:材料十
分享至:


C919成功首飛說明大飛機國產化不是夢,飛機復合材料和關鍵零部件100%國產化也是遲早的事情,但是目前仍然存在一些技術難題,今天讓我們一起來探討一下飛機結構件的工藝特點與加工難點,以及實際加工中遇到的問題與解決辦法。

飛機整體結構件
飛機整體結構件是構成飛機機體骨架和氣動外形的重要組成部分,它們品種繁多、形狀復雜、材料各異。為了減輕重量,進行的強度設計,往往在結構件上形成各種復雜型腔。
與一般機械零件相比具有的特點:加工難度大,制造水平高,行位精度要求高,嚴格的重量控制、嚴格的壽命使用要求。
飛機整體結構件的主要類型:
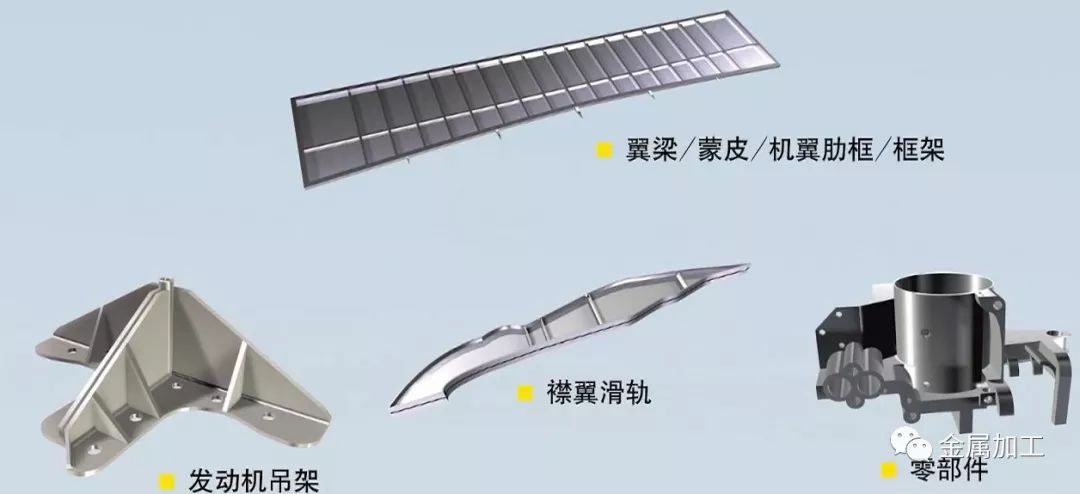
(1)整體壁板。
(2)整體梁類零件。
(3)整體框、肋類零件。
(4)整體骨架類、接頭類零件。
(5)擠壓型材和變截面桁條類零件。
過去飛機機體主要部分都由鈑金零件裝配而成,而后來隨著飛機性能的不斷提高,整體結構日益增多。由于整體框、梁、肋的出現及整體壁板結構的廣泛應用,機械加工零件的類型和品種日益增加,在某些類型飛機的生產中,機械加工零件所占勞動量比重已超過鈑金成形零件件,而且飛機工廠設備和廠房布局也由此相應有所改變。例如如有些客機的整體結構件占機身重量的65%,因此整體結構件在航空航天領域發揮越來越重要的作用。
整體結構件與舊式鉚接結構相比有如下優點:
(1)氣動性能方面:外形準確,對稱性好;
(2)強度方面:剛性好,比強度高,可減輕重量(約15%~20%),氣密性好;
(3)工藝和經濟效益方面:大大減少零件和連接件數量,裝配后變形小,可使部件成本降低50%左右。
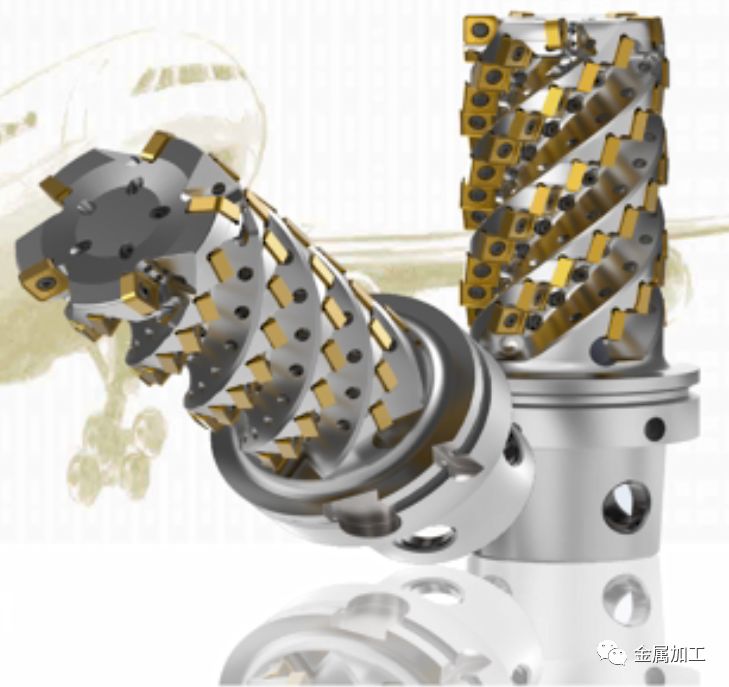
飛機整體結構件主要工藝

Harvi Ultra 8X 銑刀的金屬移除率達
1003 cm3/min
創下
鈦合金金屬移除率的世界紀錄
1.飛機整體結構件的外形多數與飛機外形有關,有復雜的裝配協調關系,精度要求較高。
當骨架和蒙皮均為大厚度的整體結構時:若蒙皮和貼合的骨架有較大的裝配間隙,就會發生很大的裝配應力,會導致飛機強度和壽命的降低。如在組裝時加相應尺寸的調整墊片作為補償,裝配工時增多,周期延長,加墊過多也會影響結構強度和飛機壽命。
2.多數整體結構件尺寸大,形狀復雜,加工技術難度大。
尺寸大:大型的整體壁板有的長達30m左右,毛坯重3~4t,大型機身整體框約6×3m,毛坯重約2t,小型機身框約2×2m,毛坯重1t,必須配置大型機加機床和相應的裝卸、搬運等設備。
形狀復雜:整體結構件多數為板塊狀,其輪廊外形部位一般均與飛機機體復雜的外形有關,如梁、框、肋等平面零件周邊外形角度變化較大,因此,加工的開敞性差,工作量大,加工技術難度大。
一個中等復雜的整體結構件的加工工序約需要100道以上按40架一批,每批的制造工時達10萬小時,制造周期需10~12個月。
3.整體結構件的材料大部分采用航空用的鋁合金,高強度合金鋼、鈦合金和復合材料。
鋁合金整體結構件的毛坯有模鍛和預拉伸厚板材兩種。平面類整體壁板、框、肋、梁的鋁合金零件大部分采用拉伸的厚板材,在板材厚度允許的情況下,盡量不采用模鍛毛坯。
其主要原因是:
(1)模鍛毛坯需要較高的模具費用。
(2)模鍛毛坯成形過程中殘留的內應力大,工序和工時都增多,周期也延長。
(3)模鍛毛坯,經切削加工后與預拉伸板材切削加工后的強度性能相比提高并不顯著。
實際加工中遇到的問題與解答
問: 我們在加工航空鋁板,大約400*1500*8mm,平面0.05很難達到,有什么好的刀具或解決方案?
答:這種零件保證平面度的關鍵在于夾緊方式,不能用鉗口夾緊方式,在外力去除后,零件在內應力作用下肯定會發生變形。國外流行一種真空吸附的夾 具進行夾持,留0.2-0.3mm余量精加工,可控制變形,面銑刀進給放慢,減小切削力。
問:加工槽型件,車1.29的R,厚度最小值為0.8。如何能保證4.4加減0.02的槽寬,在切斷后槽寬不變 ?
答:厚度R0.8的屬于超薄的壁厚,正常切削產生變形的風險很高,在航空發動機零件加工當中,需要采取一些輔助手段提高剛性,例如人工加厚,加墊板,或者灌低溫合金。
問:在加工高溫合金方面有沒有獨特的設計?還是斷續加工,AP1.5,車削加工,現在給客戶用的是加工不銹鋼的材質與槽型有解決方案么?
答:高溫合金斷續切削關鍵在于刀片的槽型,Ap1.5的話可以選用負角刀片,使用肯納的MS槽型或者UP槽型(詳見肯納刀具樣本)。
問:老師什么方法可以更好的解決切削熱,降低刀具負荷,獲得更好的表面質量?
答:如果你說的解決鈦合金的加工的切削熱的話,首先冷卻是必不可少的,冷卻壓力盡量高于 30bar,另外刀片的材質選用抗熱沖擊性能好的材質,如果表面質量要求比較高的話,可以采用肯納的KCSM40材質,PVD涂層TiALN/TIN。
問:薄壁加工怎樣更好的保證尺寸的精確性?
答:薄壁件加工主要注意的因素很多,對于銑削來說,刀具選擇,夾持方式,走刀路徑都需要注意。
問:老師講的這種刀柄剛性很好!不過適合什么類型的機床主軸?
答:KM4X的原理與HSK主軸類似,都是通過過盈量和端面接觸提高主軸連接剛性,而KM4x的過盈量更大,抗彎性能更好替換HSK主軸的設備的情況比較多。
問:老設備能用嗎?
答:老設備指的是怎樣的設備,需要數據與信息定義。
問:在加工的過程中采用哪種夾具更有優勢?
答:不同的夾具有不同的適用場合,不能一概而論。
問:最大轉速能達到多少?
答:最大轉速取決于機床,而不是刀具,KM4x動平衡等級是G2.5/15000RPM。
問:這種柄的動態剛性怎樣?
答:KM4X柄的動平衡等級是G2.5/15000rpm,本身抗彎能力很強,強于HSK刀柄,所謂動態剛性指的是切削時機床抵抗振動的能力,除了與刀具相關外還與機床各部件的機械性能有關。
問:有碳纖維加工刀具介紹嗎?
答:肯納擁有加工碳纖維材料的刀具產品,請聯系肯納當地工程師或授權經銷商。根據您的具體需求介紹相應的刀具。
問:刀片的實際工作前角是多大?
答:不同種刀片的工作前角不同,取決于選擇何種刀片。
問:銑鈦合金的壽命怎樣?
答:銑削鈦合金的具體壽命在視頻當中有,切寬切深不同,壽命也不同。
問:冷卻壓力及流量多少?
答:冷卻壓力至少30bar以上,越大越好。
問:如果玉米銑有一片破損是不是要全部更換刀片?
答:刀片磨損有先后是正常的,因為公差的原因,徑向直徑會有高有低,不會影響正常切削,但是磨損與崩裂是不一樣的。
問:怎么沒有中噴呢?
答:玉米銑刀主要用于銑槽或者側銑,冷卻液都針對每個刀片的刃口,中心不需要噴。
問:刀片什么材質呢?
答:刀片材質是肯納的KCSM40,PVD TiALN/TiN 涂層,具有良好的抗熱沖擊性。
問:Harvi Ultra 8X這刀有幾個刃?
答:刀片有8個刃,刀體的刃數由直徑決定。
問:加工鈦合金材料是涂層需要有什么注意嗎?
答:加工鈦合金的涂層需要有良好的抗熱沖擊性。
問:鋸片銑刀的鎖緊螺母,在換掉的情況下,怎么取下?
答:無法確定你說的是哪種鋸片銑刀,肯納的鋸片銑刀是通過刀體的彈性變形裝卸刀片,不需要鎖緊螺母,只需要一個扳手。
問:這種刀具精加工時用cam軟件分析受力與變形情況怎樣?
答:精加工的效果可以通過檢驗工件來印證,HavillII 5倍徑刃長的銑刀精銑鈦合金側面的直線度是0.03mm。
問:壁面加工精度度怎樣? 粗糙度怎樣?Harvi Ultra 8X玉米銑刀?
答:玉米銑刀加工粗糙度Ra6.3,玉米銑刀加工后的表面粗糙度往往不是最關鍵的。
問:鋁合金材料加工完后零件表面的平面度及壁厚尺寸一致性怎樣?
答:精加工鋁合金的平面度一般在0.05mm,平面度是形狀公差,面積越大越難保證刀片式的銑刀一般用來挖鋁合金型腔,屬于粗加工與半精加工。
問:轉速這么高,對鋁合金來說不會糊刀么?
答:刀片與刃口都經過拋光處理過,加上高壓冷卻,高速加工鋁合金排屑效果很好。
問:加工中的不確定性問題通過什么控制技術與算法來解決呢?
答:加工中出現的問題有些體現在刀具上,有些體現在工件上,都會有相對應的方式解決所有問題都會有一個體現方式,需要具體分析。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:殷鵬飛
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763