
碳氮共滲的金相組織
2023-03-13 16:04:21
作者: 每天學點熱處理 來源: 每天學點熱處理
分享至:


本期講述800~860℃溫度范圍內的碳氮共滲件的金相組織,以及熱處理工藝對組織和性能影響,不良組織和性能的成因,改善對策。
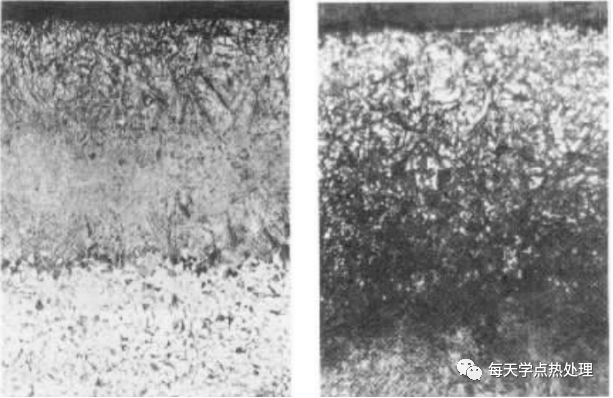
圖1 200X 圖2 400X
圖號:圖1、圖2
材料:CK15(15鋼)
工藝情況:860℃碳氮共滲后油淬,180℃回火
浸蝕方法:4%硝酸酒精溶液浸蝕
組織說明:
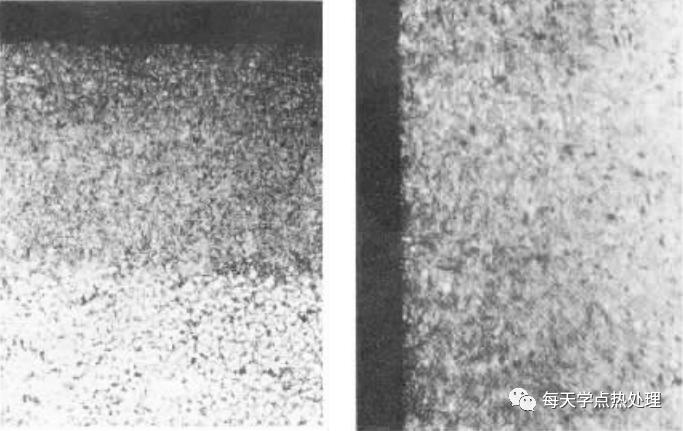
圖3,共滲層至心部組織全,貌。按金相法檢測,滲層深約0.25mm。
圖4,共滲層組織形貌。細針馬氏體及殘余奧氏體,組織級別評為2.5,級。表面硬度為792~798HV0.3。
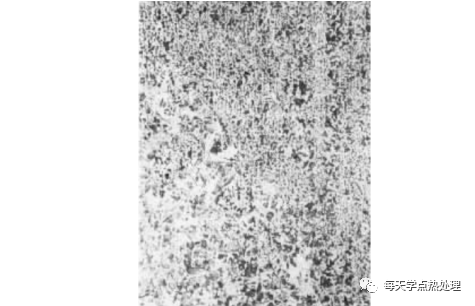
圖5 100X
圖5,心部組織形貌,鐵素體及少量低碳馬氏體,心部組織級別評為3~4級。晶粒大小不均勻是冷加工變形差異所形成的,非熱處理原因。
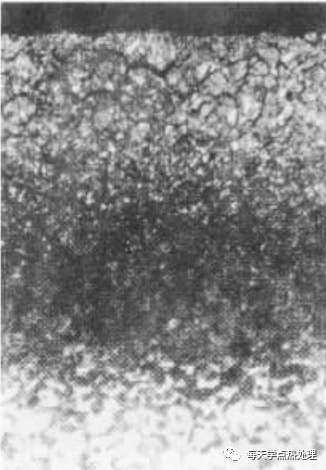
圖6 400X
圖號:圖6
材料:CK15(15鋼)
工藝情況:經碳氮共滲處理后淬火、回火
浸蝕方法:4%硝酸酒精溶液浸蝕。
組織說明:
表層滲層組織為馬氏體、殘留奧氏體;中間過渡區為馬氏體、托氏體:淺色區是心部組織,為鐵素體、少量低碳馬氏體。表層黑色網狀為黑色組織,其深度約 0.06mm。
黑色組織實際上是金屬氧化物、托氏體、貝氏體等組成的混合組織。在共滲時,表層晶界合金元素被氧化,在淬火冷卻時,晶界附近的奧氏體發生非馬氏體轉變。滲層中出現黑色組織將大大降低表面硬度、疲勞強度等綜合性能。
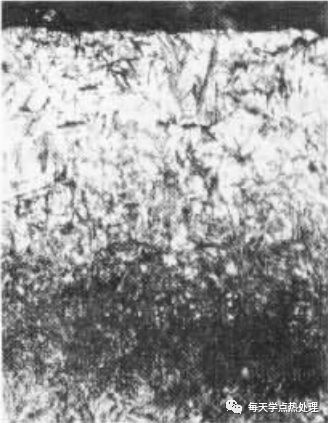
圖7 400X
圖號:圖7
材料:CK15(15鋼)
工藝情況:碳氮共滲淬火、回火
浸蝕方法:4%硝酸酒精溶液浸蝕
組織說明:
圖左側灰白色區主要為含氮馬氏體及殘余奧氏體。圖中間黑色區為馬氏體及托氏體的過渡層。圖右白色鐵素體及灰色低碳馬氏體為心部組織。
按照GB/T 9540《鋼件滲碳有效硬化層的測定和校核》標準規定,用作圖法和校核法分別進行測定和計算有效硬化層深度。下表為顯微硬度梯度:

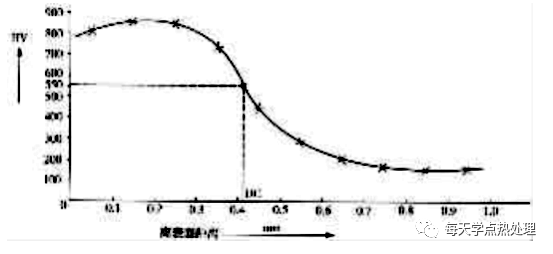
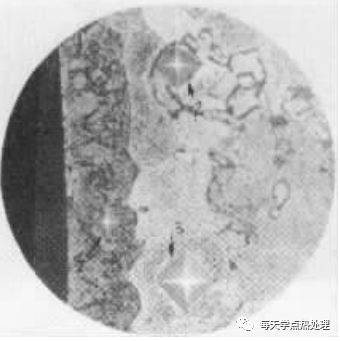
圖10 500X
圖號:圖10
材料:08鋼
工藝情況:碳氮共滲后直接淬火
浸蝕方法:4%硝酸酒精溶液浸蝕
組織說明:
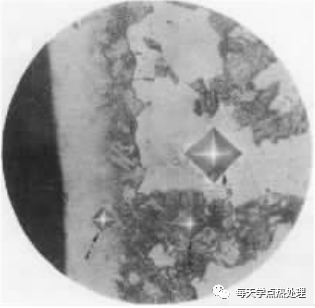
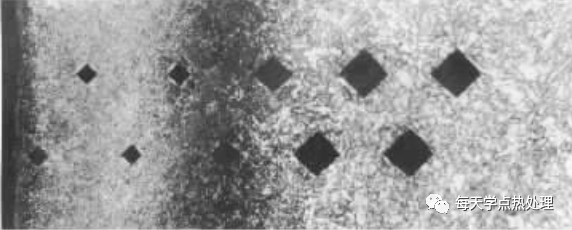
表面薄層碳氮共滲層深度為0.035mm,即圖左側灰白色帶區。共滲層組織主要為含氮馬氏體,其顯微硬度為713HV(約58HBC),壓痕最小,見箭頭 1。里層為低碳馬氏體(灰色)及白色鐵素體,低碳馬氏體區顯微硬度為321HV(約33HRC),壓痕中等,見箭頭2。基體為白色鐵素體,其顯微硬度為112HV(約112HB),壓痕最大,見箭頭3。
液體碳氡共滲對這種極薄層的零件比較容易操作。

圖12 500X 圖13 500X
圖號:圖12~圖14
材料:20鋼
圖12,860℃碳氮共滲2h 后降至650℃出爐空冷
圖13,將圖12試樣加熱到820℃后淬水
圖14,將圖12試樣加熱到860℃后淬水
浸蝕方法:4%硝酸酒精溶液浸蝕
圖12,最表層有白色不規則大,塊碳氮化合物,并伴隨著類似反常的組織。次層為珠光體及鐵素體的亞共析過渡層。
圖13,較細馬氏體及少量殘奧氏體,但在最表面仍殘留著少量塊狀碳氮化合物(白色)。
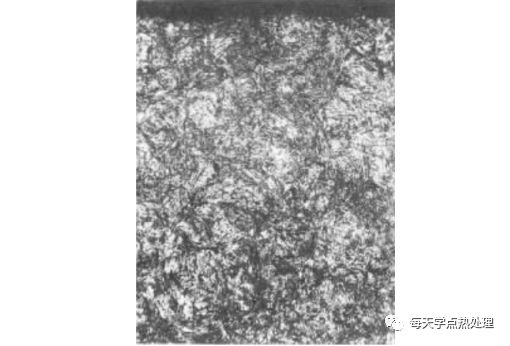
圖14 500X
圖14,基體為針狀馬氏體及部分殘余奧氏體,但表層無碳氮化合物出現。這說明碳氮共滲后表層的大塊狀碳氮化合物隨著一次淬火的溫度提高而溶解于奧氏體中,然而馬氏體亦隨之而變粗,亦可證明適宜的共滲溫度是 860℃。碳氮共滲后直接淬火,可得到中等針狀的馬氏體組織,且無明顯的碳氮化合物出現。
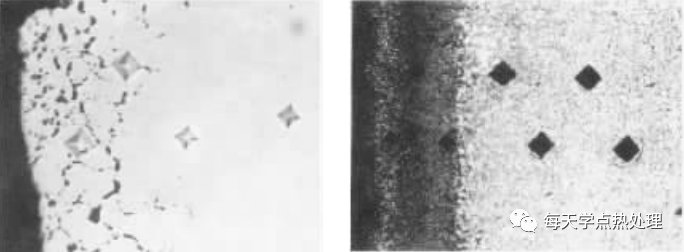
圖15 500X 圖16 500X
圖號:圖15~圖18
材料:20鋼
工藝情況:820℃氣體碳氮共滲后淬火
浸蝕方法:
共滲層表面出現嚴重的黑色孔洞,易于剝落。
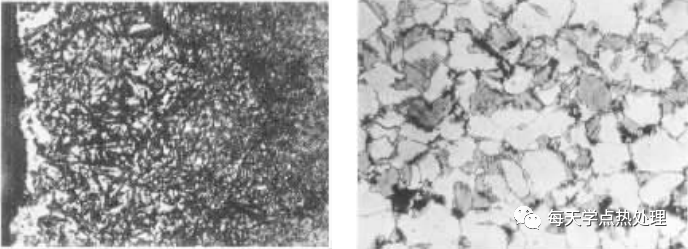
圖17 500X 圖18 500X
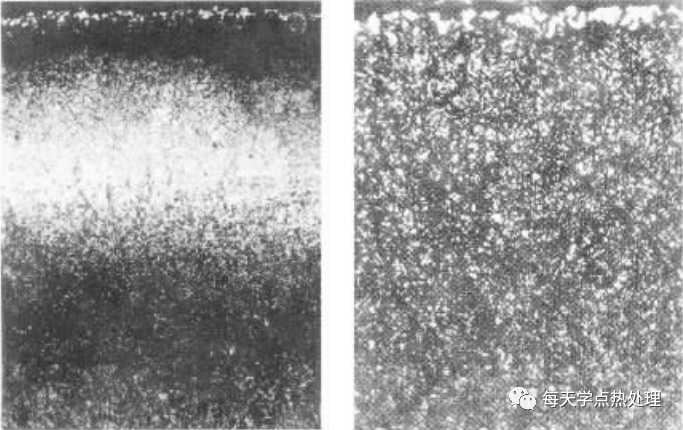
圖19 200X 圖20 500X
圖號:圖19~圖21
材 料:20CrMo
工藝情況:
組織說明:
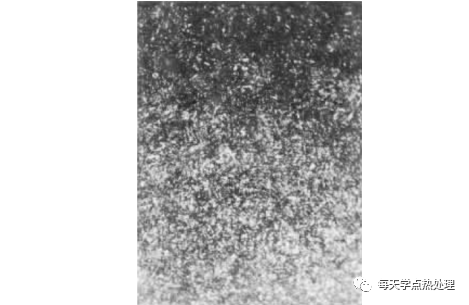
圖21 500X,
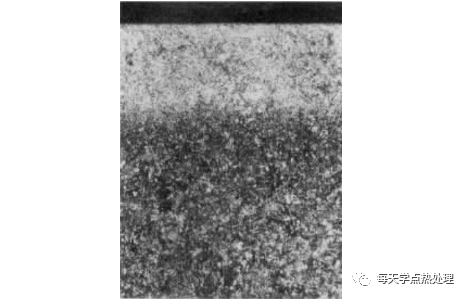
圖22 100X
圖號:圖22~圖24
材料:20CrMo
工藝情況:碳氮共滲后淬火、回火處理
浸蝕方法:4%硝酸酒精溶液浸蝕
組織說明:
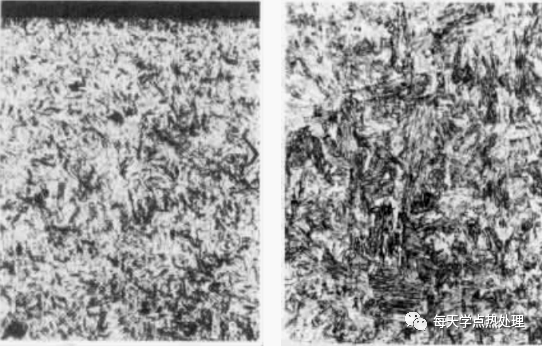
圖23 400X 圖24 400X
如同滲碳試樣,碳氮共滲組織中馬氏體、殘余奧氏體及碳氮化合物也可分級評定。常用評定標準是QC/T29018《汽車碳氮共滲齒輪金相檢驗》。
點擊閱讀全文
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8297

腐蝕與“海上絲綢之路”
點擊數:6666