
全海深載人潛水器球殼選材及制造技術(shù)
2016-11-07 11:46:52
作者:本網(wǎng)整理 來源:網(wǎng)絡(luò)
分享至:


引言
海洋中蘊藏著豐富的人類賴以生存的寶貴資源,海洋資源的勘探與開發(fā)已成為當今世界各海洋強國爭奪資源權(quán)利的焦點,同時深淵科學(xué)為揭示生命起源、地質(zhì)變遷等提供了全新研究空間。
潛水器是深海勘探與開發(fā)利用必不可少的裝備,在一定程度上代表著一個國家深海勘察與開發(fā)利用的技術(shù)水平。載人潛水器因為可以使人親臨深海現(xiàn)場作業(yè), 具備了其他潛水器無可替代的優(yōu)勢。
但是,其設(shè)計、選材、建造等方面都面臨更大的技術(shù)挑戰(zhàn),因此,載人潛水器被視為海洋工程領(lǐng)域的技術(shù)制高點,各海洋強國皆非常重視發(fā)展載人潛水器。載人球殼是載人潛水器的核心部件,是科考人員生命安全的保障。其設(shè)計、選材與建造涉及多個學(xué)科,是研制的難點。美國“新阿爾文” 號設(shè)計單位WHOI的工程師Anthony Tarantino說載人球殼絕對是載人潛水器項目中最大的技術(shù)挑戰(zhàn)( “This sphere is definitely the biggest technicalchallenge for the project”)。本文將分析目前載人潛水器載人球殼在選材、建造方面的主要技術(shù)特點及發(fā)展趨勢,簡要介紹中國科學(xué)院金屬研究所負責的課題組在中國科學(xué)院戰(zhàn)略性先導(dǎo)科技專項支持下在全海深鈦合金載人球殼研制方面的初步工作,探討研制全海深鈦合金載人球殼的技術(shù)可行性。
1 大深度載人潛水器載人球殼的選材
載人潛水器的發(fā)展已經(jīng)有50多年的歷史,關(guān)于不同階段發(fā)展的載人潛水器情況可參閱文獻。目前,具有代表性的大深度載人潛水器有法國的“鸚鵡螺”(Nautile) 號、前蘇聯(lián)的“和平 I”(MIR I) 號和“和平 II” (MIR II)號以及后來發(fā)展的“俄羅斯”(RUS)號和“領(lǐng)事”(CONSUL)號、日本的“深海 6500”(Shinkai 6500)、美國的“阿爾文”(ALVIN)號和“新阿爾文” (NEW ALVIN)號以及中國的“蛟龍”號。以上潛水器的設(shè)計下潛深度為 4500~7000 米。當代代表性的大深度載人潛水器球殼的選材及建造方案列示于表 1。
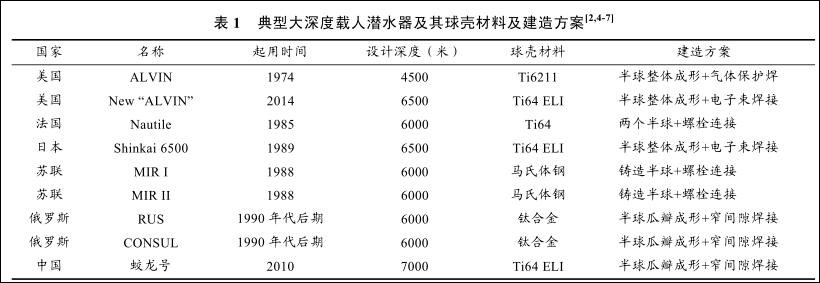
從表 1 可以看出,當代大潛深的載人球殼除蘇聯(lián)的 MIR I 和 MIR II 采用鋼外,其他均采用了鈦合金,而且,俄羅斯隨后研制的 6000 米級“俄羅斯”號和“領(lǐng)事”號也采用了鈦合金。雖然各國設(shè)計的大深度載人潛水器的技術(shù)特點各不相同,但載人球殼材料選用鈦合金是一致的。選用的鈦合金有 Ti64(Ti-6Al-4V)及 Ti6211(Ti-6Al-2Nb-1Ta-0.8Mo)兩種中強鈦合金。在美國后來放棄了 Ti6211 鈦合金而選用 Ti64 ELI (exra-low-interstitial)鈦合金之后, 目前大深度載人球殼的材料全部是 Ti64(ELI)。相比于鋼鐵材料,鈦合金具有優(yōu)異的抗海水腐蝕性能,包括抗靜態(tài)腐蝕及抗循環(huán)加載條件下的動態(tài)腐蝕,更加適合于海洋應(yīng)用環(huán)境。此外鈦合金還具有較高的比強度,作為球殼材料能大幅度降低球殼的重量,增加其有效載荷,因此鈦合金作為大深度載人球殼材料具有得天獨厚的優(yōu)勢。
2 載人潛水器載人球殼成形技術(shù)
目前以金屬為主體材料的大深度載人球殼是通過將兩個半球連接成一個整體球殼。半球成形有 3 種形式:鑄造、整體沖壓和瓜瓣拼焊。兩個半球連接形式有兩種方式:螺栓連接,焊接連接。
蘇聯(lián)的 MIR I 及 MIR II 號載人球殼建造是采用馬氏體鋼鑄造兩個半球而后螺栓連接的方式。據(jù)Jean-Pierre Lévêque 在 INMARTECH2008 會議上的報告,法國“鸚鵡螺”號載人球殼也是將兩個鈦合金半球采用螺栓連接而成。蘇聯(lián)在后來建造的“俄羅斯”號和“領(lǐng)事”號以及俄羅斯為我國“蛟龍”號建造的載人球殼采用鈦合金材料,鍛造成多個瓜瓣狀的坯料,將多個鍛造成形的瓜瓣采用窄間隙焊接技術(shù)拼焊成兩個半球,再將兩個半球焊接成整球。瓜瓣拼焊球殼建造工藝方案只有俄羅斯采用,而美國和日本均采用大厚度板材沖壓成整體半球,兩個半球的連接采用電子束焊接技術(shù)。后者工藝能夠避免鑄造缺陷,并最大限度地減少焊縫長度,減少球殼的變形和扭曲,提高球殼的安全性及可靠性。隨著大厚度板材制備水平的提高及電子束焊接技術(shù)的不斷發(fā)展,采用半球整體沖壓而后電子束焊接赤道環(huán)縫逐漸成為先進且穩(wěn)定可靠的成形方式。美國“新阿爾文”號載人球殼可以說是當今世界上最先進的載人球殼。下面以美國的“新阿爾文”號為例,簡要介紹球殼制造過程。
“新阿爾文”號鈦合金球殼由兩個半球通過電子束焊接而成,每個半球由一個重約 8 噸的 Ti64ELI 鑄錠制備得到。鑄錠經(jīng)多火次開坯鍛造,制備出兩個直徑 3.3m、 厚度 100mm 的餅材 (圖 1a) ,再分別將兩個餅材模鍛成兩個半球坯料(圖 1b) 。
將半球坯料精密加工成半球 (圖 1c) , 為嚴格控制半球尺寸,防止機加工過程中發(fā)生變形,半球加工需經(jīng)過退火消應(yīng)力處理。機加工好的兩個半球通過高能電子束技術(shù)焊接成球殼(圖 1d) 。
球殼焊接方面,美國和日本采用電子束焊接技術(shù),而俄羅斯采用窄間隙填絲焊接技術(shù)。添加焊絲的窄間隙焊接是除電子束焊接外另一種重要的焊接方式,可通過對焊絲成分的調(diào)整,實現(xiàn)對焊接接頭性能的調(diào)控。電子束焊接與窄間隙焊接各有優(yōu)勢,電子束焊接的自動化程度高、焊接速度快,具有工期短、工藝穩(wěn)定及效率高的特點,但焊縫熔合區(qū)冷卻速度較快,焊縫的韌性略低,有時受設(shè)備條件限制,復(fù)雜形狀構(gòu)件的焊縫不易實現(xiàn);而窄間隙焊接的周期長,不排除人為因素的影響,其工藝穩(wěn)定性較低,但可以通過對焊絲成分的調(diào)控來實現(xiàn)焊縫力學(xué)性能的優(yōu)化。總體而言,在可以實現(xiàn)的情況下,電子束焊接是鈦合金載人球殼焊接的首選工藝。
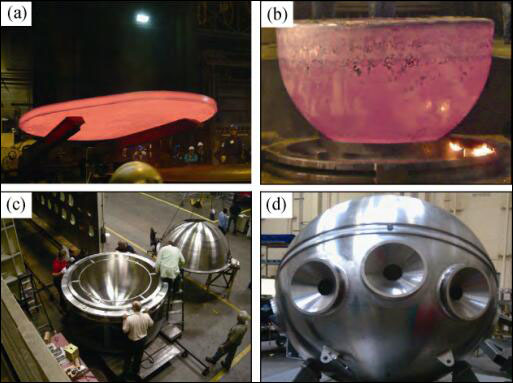
圖 1 “新阿爾文 ”號鈦合金球殼制造過程
(a) 圓形板坯料;(b) 沖壓后的半球;(c) 機加后的半球;(d)焊接后的整球
3 全海深載人球殼選材的思考
如果采用 Ti64 鈦合金制造全海深載人球殼將顯著增加球殼重量,加之全海深浮力材料比重的增大,導(dǎo)致潛水器太重,從而也降低潛水器可操縱性和作業(yè)能力。因此采用 Ti64 鈦合金載人球殼的“新阿爾文”潛水器下潛深度定為 6500 米,而不是全海深。俄羅斯為我國 “蛟龍”號制造的Ti64 ELI 鈦合金載人球殼設(shè)計下潛深度為 7000米。由此也可推斷,由于不同國家設(shè)計理念的不同,Ti64 鈦合金可以使用于 6500~7000 米級的下潛深度,而不能再勝任全海深(約 11000 米)載人球殼的需要。
隨著科學(xué)家對深淵研究的不斷深入,制造全海深載人潛水器覆蓋 100%海域已被各海洋強國提上日程。美國 DOER Marine 公司、Triton 公司、Hawkes Ocean Technologies 公司以及日本正在加緊全海深載人潛水器的研制。從目前能夠獲得的全海深載人潛水器設(shè)計構(gòu)想資料來看,如美國Triton 公司的 Triton36000/3(圖 2a)和日本Shinkai12000(圖 2b)等,雖然他們設(shè)計的外形和尺寸各不相同,但載人艙都有一個共同特點,即設(shè)想部分或全部采用類似玻璃的透明材料。與鈦合金材料相比,該類材料具有超高的強度,但塑韌性及延展性很差。目前看來,國內(nèi)滿足全海深載人艙的類玻璃的透明材料尚無成熟的制造工藝。此外,陶瓷罐在 Kermadec 海溝近萬米深海中崩潰可能是造成 2014 年 5 月美國“海神”號潛水器失事原因的猜測,更增加了人們對使用超高強度但塑韌性很差的非金屬材料制造全海深載人球殼的擔心。如果有合適的高強高韌鈦合金材料,使用鈦合金建造全海深載人球殼不失為一種務(wù)實可靠的選擇。
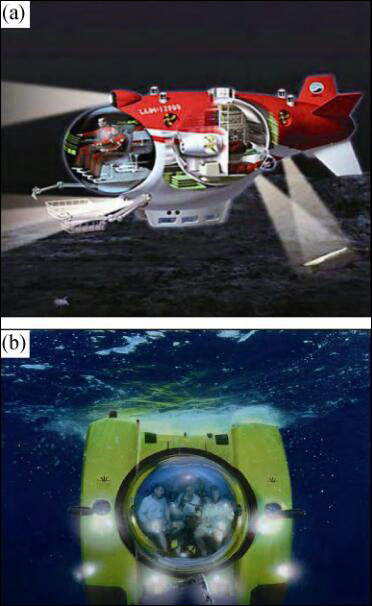
圖 2 兩個全海深載人潛水器結(jié)構(gòu)示意圖
(a)美國Triton36000/3; (b)日本深海12000
從 7000 米到 11000 米全海深, 壓力陡增 60%以上,對球殼的承壓能力絕對是嚴酷的考驗,也是選材的最大難點。因此,從承壓要求考慮,全海深球殼的選材一定需要更高強度的鈦合金材料。
從載人球殼結(jié)構(gòu)安全性考慮,要求鈦合金材料具有足夠強度的同時,還要有適當塑韌性。拉伸延伸率、平面應(yīng)變斷裂韌性等是反映金屬材料塑韌性的重要參數(shù)。為了提高安全可靠性,航空、船舶結(jié)構(gòu)件選材時,規(guī)定材料的平面應(yīng)變斷裂韌性與屈服強度的比值(K IC /σ s )應(yīng)大于一定值,反映了對材料具有足夠塑韌性的要求。 (K IC /σ s )代表著材料的臨界塑性區(qū)尺寸(a c ), 公式(1)為材料的臨界塑性區(qū)尺寸的表達式。較大的塑性區(qū)范圍將提高材料吸收外界做功的能力,并避免塑性區(qū)范圍較小導(dǎo)致的脆性斷裂。此外較大的塑性區(qū)范圍還能夠提高裂紋閉合程度,從而提高材料的抗疲勞裂紋擴展能力。因此對于載人球殼材料的選擇除應(yīng)考慮其強度外,塑韌性特別是斷裂韌性也是重要的參考值。對于海水中使用的材料,還要考慮材料在海水介質(zhì)中的應(yīng)力腐蝕界限強度因子(K ISCC ) 。
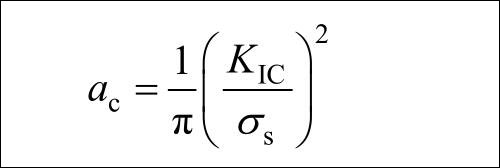
公式(1)
從載人球殼建造工藝考慮,還需要鈦合金材料具有良好的沖壓成形性能和焊接性能等。
總之,全海深載人球殼選用鈦合金需要高強、高韌、良好沖壓成形及焊接性能等綜合性能。
4 全海深鈦合金載人球殼研制的探索
全海深載人球殼的研制關(guān)鍵點有材料、設(shè)計及制造工藝。如前文所述,美、日等國的載人球殼采用半球整體沖壓成形,而后電子束焊接兩個半球?qū)拥某嗟拉h(huán)縫。俄羅斯的“俄羅斯”號和“領(lǐng)事”號載人球殼以及俄羅斯為我國制造的“蛟龍”號載人球殼采用了瓜瓣拼焊方式制造成半球,而后兩個半球?qū)赋汕驓ぁ?梢姡m然我國“蛟龍”號保持著國際上同類作業(yè)型載人潛水器下潛深度最大的記錄,但是,我國載人球殼的制造技術(shù)尚屬空白。在我國科學(xué)家的努力和政府的大力支持下, 4500 米載人潛水器載人球殼研制項目立項。項目在載人球殼加工與焊接技術(shù)等方面獲得重大突破,全部實現(xiàn)國產(chǎn)化,為全海深載人球殼研制打通了工藝路線。事實上,中國科學(xué)院部署的全海深載人球殼的研制工作正是以該項目的工藝路線為基礎(chǔ)開展的。
載人球殼制備工藝路線打通后, 滿足全海深壓力的鈦合金球殼材料就成為全海深載人球殼研制的關(guān)鍵。眾所周知,金屬的強度與塑韌性通常是一對矛盾因素。強度的提升通常伴隨著塑韌性降低,甚至成形性能和焊接性能也相應(yīng)降低。 這對全海深載人球殼用鈦合金材料研究提出了嚴苛的挑戰(zhàn)。
在中國科學(xué)院戰(zhàn)略性先導(dǎo)科技專項的支持下, 《全海深載人球殼材料、設(shè)計與制造工藝關(guān)鍵技術(shù)》攻關(guān)課題組在前期工作基礎(chǔ)上,經(jīng)過近兩年的努力,在全厚度板材制備、半球沖壓成形、電子束焊接等方面開展了大量的研究工作。試驗數(shù)據(jù)表明,所研制的鈦合金材料具有高強、高韌、良好沖壓成形和焊接性能。
課題組根據(jù)縮比球殼設(shè)計結(jié)果,利用自主研發(fā)的鈦合金材料、半球整體沖壓成形以及電子束焊接技術(shù)制備了全海深 (11000 米) 的載人艙縮比球殼。按照中國船舶重工集團公司第 702 研究所主編的《全海深載人潛水器載人艙球殼縮比模型試驗大綱》 , 在中國科學(xué)院深海工程與技術(shù)研究所新建的 200MPa 壓力筒內(nèi)進行了靜水外壓試驗 (圖 3) ,通過了全海深壓力的考核,表明了該材料球殼可滿足全海深壓力條件。

圖 3 靜水外壓試驗完成后全海深縮比球殼出筒
對于全海深載人球殼而言,縮比球殼的水壓試驗成功僅僅是個開端,后面的路還很長,更大的挑戰(zhàn)還有很多。盡管這些難關(guān)仍需攻克,縮比球殼的水壓試驗結(jié)果表明我們已經(jīng)在全海深載人球殼研制道路上邁出了堅實而重要的一步。
5 結(jié)束語
作為大深度載人潛水器的核心部件,載人球殼的設(shè)計、選材和制造代表著一個國家載人潛水器的技術(shù)水平。全海深載人球殼制造更是一項涵蓋材料設(shè)計、超大厚度板材制備、球殼整體沖壓、大厚度鈦合金電子束焊接等跨領(lǐng)域的系統(tǒng)性工程,具有很大的技術(shù)挑戰(zhàn)性。我國 4500 米載人潛水器項目突破了載人球殼半球整體沖壓成形、窄間隙焊接和電子束焊接等關(guān)鍵技術(shù),為全海深載人球殼研制打通了工藝技術(shù)路線。中國科學(xué)院戰(zhàn)略性先導(dǎo)科技專項在全海深載人球殼材料研究方面取得了重要進展,在國家的大力支持下,我們有理由有信心期待全海深載人潛水器研制成功,助力深淵科學(xué)研究,鞏固我國載人深潛的領(lǐng)先地位。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護網(wǎng)http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護網(wǎng)官方 QQ群:140808414
免責聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):8135

腐蝕與“海上絲綢之路”
點擊數(shù):6475