
電弧噴涂法制備鋅鋁偽合金涂層及其性能研究
2013-06-20 09:48:55
作者:劉安強(qiáng) 肖葵 董超芳 邢士波 李曉剛 魏丹來源:


劉安強(qiáng)1,肖葵1,董超芳1 ,邢士波1,2,李曉剛1,魏丹3
1北京科技大學(xué)腐蝕與防護(hù)中心,北京,中國(guó),100083
2河北工程大學(xué)機(jī)電學(xué)院,邯鄲,中國(guó),056038
3中國(guó)科協(xié)學(xué)會(huì)服務(wù)中心,北京,中國(guó),100081
Email: liuaq509@yahoo.cn
作者簡(jiǎn)介:
劉安強(qiáng),男,漢族,1979年5月出生,甘肅省平?jīng)鍪腥耍本┛萍即髮W(xué)在讀博士研究生。
2004年畢業(yè)于昆明理工大學(xué)機(jī)械系,獲得學(xué)士學(xué)位,2007年畢業(yè)于昆明理工大學(xué)材料加工專業(yè),獲得碩士學(xué)位,2007.3 ~2009.8在攀枝花鋼鐵研究院工作,主要從事釩產(chǎn)品技術(shù)研發(fā)工作。
2009年9月考入北京科技大學(xué)材料科學(xué)與工程學(xué)院,攻讀博士學(xué)位,師從李曉剛教授。主要研究方向?yàn)椴牧细g與防護(hù)、材料腐蝕壽命評(píng)估及預(yù)測(cè)。

劉安強(qiáng)
摘 要:采用電弧噴涂技術(shù)在Q235鋼板表面制備出了純鋅及鋅鋁偽合金涂層,并對(duì)涂層的性能進(jìn)行了測(cè)試。考察了兩種涂層在鹽霧實(shí)驗(yàn)中的耐蝕性能,利用掃描電鏡和X射線衍射儀分析了涂層組織結(jié)構(gòu)及涂層表面腐蝕產(chǎn)物的相結(jié)構(gòu),測(cè)試了涂層在3.5%NaCl溶液中的電化學(xué)特性。結(jié)果表明:涂層均勻致密、孔隙率小,與基體結(jié)合良好。鹽霧實(shí)驗(yàn)768 h后,純鋅涂層表面腐蝕產(chǎn)物主要為羥基氯化鋅(Zn5(OH)8Cl2H2O),鋅鋁偽合金涂層表面腐蝕產(chǎn)物主要為羥基氯化鋅(Zn5(OH)8Cl2H2O)、堿式碳酸鹽化合物(Zn0.71Al0.29(OH)2(CO3)0.145?xH2O)及尖晶石結(jié)構(gòu)的氧化物 (ZnAl2O4);極化曲線測(cè)試結(jié)果表明:鋅鋁偽合金涂層的自腐蝕電流密度小于純鋅涂層,表現(xiàn)出更優(yōu)越的防腐性能。
關(guān)鍵詞:電弧噴涂;鋅鋁偽合金涂層;鹽霧實(shí)驗(yàn);耐蝕性
1 引言
對(duì)鋼鐵結(jié)構(gòu)件進(jìn)行長(zhǎng)期保護(hù),特別是對(duì)那些要求在服役期內(nèi)不維護(hù)或少維護(hù)的特大型、重要的鋼鐵構(gòu)件,熱噴涂技術(shù)是最有效和最經(jīng)濟(jì)的長(zhǎng)效防腐方法。近20年來,電弧噴涂因具有生產(chǎn)效率高、能耗少、成本低、操作靈活方便等特點(diǎn)[1],而獲得了迅速發(fā)展,目前國(guó)際上已部分取代火焰噴涂和等離子噴涂,成為最熱門的熱噴涂技術(shù)[2]。電弧噴涂技術(shù)應(yīng)用范圍十分廣泛,涵蓋了防腐、耐磨、高溫沖蝕及絕熱等領(lǐng)域[3,4]。
Zn是熱噴涂防腐蝕施工中使用最早且最多的涂層材料,Zn涂層具有電化學(xué)活性的優(yōu)點(diǎn),對(duì)鋼鐵基體能夠提供有效的陰極保護(hù),又具有阻擋腐蝕介質(zhì)的隔離防護(hù)作用。但其腐蝕產(chǎn)物稍溶于水導(dǎo)致Zn涂層的腐蝕率較高,使涂層消耗較快[5]。Al涂層因在大氣中極易形成致密的Al2O3薄膜而具有很好的鈍化保護(hù)作用[6],且腐蝕產(chǎn)物不溶于水而使均勻腐蝕速度大大降低,但噴Al涂層組織是由許多保護(hù)性的氧化物薄層包覆的片狀物組成,它對(duì)點(diǎn)蝕和機(jī)械損傷比較敏感[7,8]。目前,Zn-Al合金涂層是研究較多、應(yīng)用廣泛的金屬復(fù)合涂層。但當(dāng)Al的質(zhì)量分?jǐn)?shù)大于15%時(shí),將導(dǎo)致合金材料的脆性增大,使合金絲的加工非常困難,影響其應(yīng)用。本文采用電弧噴涂技術(shù)制備了純Zn及Zn-Al偽合金涂層,通過鹽霧實(shí)驗(yàn)及電化學(xué)研究,并結(jié)合涂層腐蝕后表面形貌及腐蝕產(chǎn)物X-射線衍射分析,對(duì)Zn及Zn-Al偽合金涂層在含Cl-環(huán)境中的耐蝕性能進(jìn)行了評(píng)價(jià)。
2 實(shí)驗(yàn)材料及方法
2.1 實(shí)驗(yàn)材料
基體材料采用Q235鋼板,噴涂材料為Φ3mm的Zn絲材和Φ2mm的Al絲材。噴涂前,將基體表面用丙酮清洗,然后對(duì)基體表面進(jìn)行噴砂處理。
2.2涂層制備及表征
使用SFT-12A型電弧噴涂成套裝置制備涂層,噴涂工藝參數(shù)為:電壓30 V,電流160~220 A,噴涂距離160~200 mm,空氣壓力0.65 MPa;涂層厚度約為50 μm。采用FEI Quanta250環(huán)境掃描電鏡(ESEM)觀察涂層試樣橫截面的顯微組織形貌及鹽霧實(shí)驗(yàn)后涂層試樣的表面形貌,并結(jié)合EDS能譜儀定量分析腐蝕產(chǎn)物的化學(xué)成分;利用日本理學(xué)Dmax-RC旋轉(zhuǎn)陽極X射線衍射儀分析涂層鹽霧實(shí)驗(yàn)后腐蝕產(chǎn)物的相結(jié)構(gòu)。
2.3涂層性能測(cè)試方法
采用Nicon-300型立式金相顯微鏡和TCI金相圖像分析系統(tǒng)軟件,以灰度法測(cè)定孔隙率。涂層顯微硬度測(cè)量在Leica VMHT 30M型顯微硬度計(jì)上進(jìn)行,測(cè)量時(shí)施加的載荷為50 g,持續(xù)時(shí)間15秒。
鹽霧實(shí)驗(yàn)按照ASTM B117-97 標(biāo)準(zhǔn)進(jìn)行,試驗(yàn)設(shè)備為美國(guó)Q-Panel 公司的Q-Fog CCT1100 型循環(huán)腐蝕鹽霧箱,試驗(yàn)條件為:5%±0.5%中性NaCl 溶液連續(xù)鹽霧,pH 范圍為6.5~7.2,箱體溫度控制在(35±1)℃。取樣周期設(shè)定為48、96、192、384和768 h,鹽霧實(shí)驗(yàn)后的試樣用去離子水沖洗、干燥后進(jìn)行表面形貌觀察和電化學(xué)測(cè)試。
極化曲線測(cè)量在PrincetonVMP3電化學(xué)工作站上進(jìn)行,采用三電極體系,以涂層試樣為工作電極,有效面積為10 mm×10 mm,飽和甘汞電極(SCE)為參比電極,鉑電極為輔助電極。測(cè)試溫度為室溫,腐蝕介質(zhì)為3.5%NaCl溶液,測(cè)試前試樣在溶液中浸泡30 min,待電位穩(wěn)定后開始測(cè)量,電位掃描速度為0.6mV/s。
3結(jié)果與討論
3.1涂層組織觀察
圖1為電弧噴涂純鋅和鋅鋁偽合金涂層的橫截面SEM形貌。從圖中可以看出,涂層呈現(xiàn)出典型的層狀結(jié)構(gòu)特征,組織致密,無粗大孔隙或夾雜,變形顆粒之間咬合較好,相互交錯(cuò)成波浪式堆疊,涂層與基體結(jié)合良好。EDS分析表明:純鋅涂層由單一的純鋅相組成,鋅鋁偽合金涂層由深色區(qū)域的富Al相、淺色區(qū)域的富Zn相交替組成。由Zn-Al二元相圖可知,Zn-Al偽合金涂層組織為富Al的α相和富Zn的β相兩相組成,其中α為Al基固溶體,β相為Zn基固溶體。
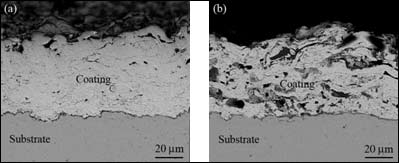
圖1. 涂層橫截面SEM形貌 (a) 純鋅涂層 (b) 鋅鋁偽合金涂層
3.2 涂層性能測(cè)試
3.2.1涂層孔隙率
涂層的孔隙率測(cè)試結(jié)果如表1所示。從表中可以看出,相比較于純鋅涂層,鋅鋁偽合金涂層的孔隙率較小。這是由于鋅鋁偽合金涂層在噴涂過程中Zn和Al的熔化溫度不同,鋅熔滴會(huì)填充到鋁顆粒熔滴撞擊時(shí)引起的缺陷中,降低了涂層的孔隙率。對(duì)于防腐蝕涂層來說,涂層孔隙率越小,意味著涂層越致密,其耐腐蝕性能越好。#p#副標(biāo)題#e#
表1. 涂層孔隙率測(cè)試結(jié)果
| 涂層 | 試樣1 | 試樣2 | 試樣3 | 平均值 |
| 純鋅 | 5.8% | 5.2% | 4.9% | 5.3% |
| 鋅鋁偽合金 | 4.5% | 3.9% | 4.8% | 4.4% |
3.2.2涂層顯微硬度測(cè)試
表2為純鋅及鋅鋁偽合金涂層顯微硬度測(cè)試結(jié)果。從表中可以看出,純Zn涂層平均顯微硬度為17.8 HV,鋅鋁偽合金涂層平均顯微硬度為44.2HV,前者明顯低于后者。這主要?dú)w因于鋅鋁偽合金涂層中存在大量富Al相,從而強(qiáng)化了整個(gè)涂層,使得涂層的整體硬度提高。因此其硬度要高于純Zn涂層。
表2. 涂層顯微硬度測(cè)試結(jié)果
| 涂層 | 顯微硬度/HV | 平均值/HV | ||||
| 純鋅 | 18.1 | 18.5 | 15.4 | 20.2 | 17.0 | 17.8 |
| 鋅鋁偽合金 | 42.8 | 44.9 | 41.7 | 39.1 | 52.4 | 44.2 |
3.3涂層在鹽霧環(huán)境中腐蝕行為
鹽霧實(shí)驗(yàn)加速腐蝕過程中,純鋅和鋅鋁偽合金涂層樣品的腐蝕結(jié)果見表3.結(jié)果表明:純鋅涂層樣品暴露96 h時(shí),涂層表面出現(xiàn)了少量的白銹;暴露192 h時(shí),表面被白銹覆蓋;暴露768 h時(shí),樣品表面上生成了疏松、多孔的胞狀腐蝕產(chǎn)物,同時(shí)局部出現(xiàn)了紅色銹點(diǎn)。鋅鋁偽合金涂層樣品暴露48 h時(shí),表面無明顯變化;暴露192 h時(shí),表面出現(xiàn)了少許白色腐蝕產(chǎn)物;當(dāng)暴露時(shí)間延長(zhǎng)到768 h后,涂層表面形成了致密的白色腐蝕產(chǎn)物層,沒有觀察到紅色的銹點(diǎn)。
表3. 涂層鹽霧實(shí)驗(yàn)不同時(shí)間后表面腐蝕狀況測(cè)試結(jié)果
| 時(shí)間/h | 純鋅涂層 | 鋅鋁偽合金涂層 |
| 48 | 稍有變色 | 無變化 |
| 96 | 表面出現(xiàn)了少量白銹 | 表面變暗、涂層變模糊 |
| 192 | 表面出現(xiàn)100%白銹 | 表面出現(xiàn)了少量白銹 |
| 384 | 表面白銹層逐漸變厚 | 表面出現(xiàn)50%~60%白銹 |
| 768 | 局部出現(xiàn)了紅色銹點(diǎn),銹層疏松多孔 | 無紅銹,表面形成較致密的白色銹層 |
圖2和圖3分別為純鋅和鋅鋁偽合金涂層樣品鹽霧實(shí)驗(yàn)768 h后的表面形貌與EDS分析。從圖2(a)中可以看出,純鋅涂層表面形成了一層厚厚的胞狀腐蝕產(chǎn)物,腐蝕產(chǎn)物層疏松多孔。EDS分析表明:純鋅涂層表面腐蝕產(chǎn)物由Zn、O、Cl 和Fe元素組成(圖2(b)),表明明基體已經(jīng)開始腐蝕,純鋅涂層作為單獨(dú)的防護(hù)層在鹽霧環(huán)境中的防腐蝕能力是有限的。從圖3(a)中可以看出,鋅鋁偽合金涂層表面生成了較致密的白色腐蝕產(chǎn)物層。EDS分析表明:鋅鋁偽合金涂層表面腐蝕產(chǎn)物由Al、Zn、O 和 Cl元素組成(圖3(b))。由于鋅鋁偽合金涂層中存在大量富Zn的β相和富Al的α相,而這種組織特征在一定程度上對(duì)Zn-Al偽合金涂層的耐蝕性能產(chǎn)生有利的影響,α相和β相交替存在,協(xié)同發(fā)揮了Al的鈍化保護(hù)作用和Zn的犧牲保護(hù)作用,提高了涂層的防腐蝕性能。
圖4為純鋅和鋅鋁偽合金涂層鹽霧實(shí)驗(yàn)768 h后腐蝕產(chǎn)物的XRD圖譜。從圖中可以看出,純鋅涂層表面生成的腐蝕產(chǎn)物主要為羥基氯化鋅(Zn5(OH)8Cl2H2O)、氧化鋅(ZnO)及堿式碳酸鹽(Zn5(CO3)2(OH)6),這些腐蝕產(chǎn)物微溶于水,使得涂層的耐蝕性能降低;鋅鋁偽合金涂層表面除生成羥基氯化鋅外,還有堿式碳酸鹽化合物(Zn0.71Al0.29(OH)2(CO3)0.145?xH2O)及尖晶石結(jié)構(gòu)的氧化物(ZnAl2O4),在涂層表面形成致密的保護(hù)層,有效地封閉涂層中的孔隙,切斷腐蝕介質(zhì)滲透到基體,進(jìn)一步提高涂層的耐蝕性。
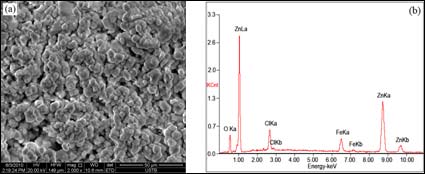
圖2. 純鋅涂層鹽霧實(shí)驗(yàn)768 h后的SEM圖片及EDS分析結(jié)果
(a) SEM圖片 (b) EDS分析譜線
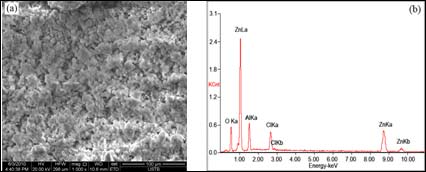
圖3. 鋅鋁偽合金涂層鹽霧實(shí)驗(yàn)768 h后的SEM圖片及EDS分析結(jié)果
(a) SEM圖片 (b) EDS分析譜線
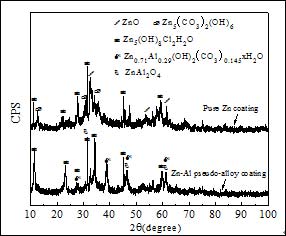
圖4. 涂層鹽霧實(shí)驗(yàn)768 h后的XRD圖譜
3.4極化曲線測(cè)試結(jié)果
圖5是純鋅和鋅鋁偽合金涂層樣品在3.5% NaCl溶液中的極化曲線。從圖中可以看出(圖5(a)),二者極化曲線的形狀相似,鋅鋁偽合金涂層的自腐蝕電位為-1.03V(vs SCE),純鋅涂層的自腐蝕電位為-0.988V(vs SCE),根據(jù)腐蝕熱力學(xué)可知在相同條件下前者具有更活潑的腐蝕傾向,能提供更好的陰極保護(hù);鋅鋁偽合金涂層的腐蝕電流密度(1.85×10-2 mA?cm-2)小于純鋅涂層(5.43×10-2 mA?cm-2),說明其具有良好的耐腐蝕性能。鹽霧實(shí)驗(yàn)768 h后樣品的極化曲線可以看出(圖5(b)),兩種涂層自腐蝕電位明顯正移,鋅鋁偽合金涂層自腐蝕電位達(dá)到-0.61 V(vs SCE),純鋅涂層自腐蝕電位達(dá)到-0.6695V(vs SCE)。鋅鋁偽合金涂層腐蝕電流密度為1.2×10-2mA?cm-2,小于純鋅涂層(2.57×10-2mA?cm-2),說明前者生成的腐蝕產(chǎn)物層較致密,減緩了涂層的腐蝕速率,起到了更有效的保護(hù)作用。
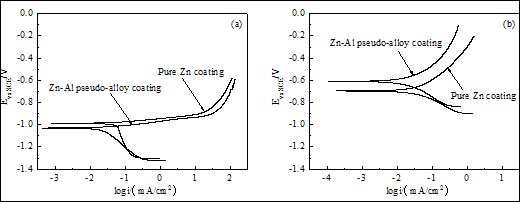
圖5. 涂層在3.5% NaCl溶液中的極化曲線 (a) 原始涂層 (b) 鹽霧實(shí)驗(yàn)768 h后的涂層
4結(jié)論
(1)采用電弧噴涂技術(shù)制備出純鋅及鋅鋁偽合金涂層,涂層均勻致密、孔隙率小,與基體結(jié)合良好,涂層厚度約為50 μm。
(2)鹽霧實(shí)驗(yàn)768 h后,純鋅涂層表面生成的腐蝕產(chǎn)物主要為羥基氯化鋅(Zn5(OH)8Cl2H2O);鋅鋁偽合金涂層表面腐蝕產(chǎn)物主要為羥基氯化鋅(Zn5(OH)8Cl2H2O)、堿式碳酸鹽化合物(Zn0.71Al0.29(OH)2(CO3)0.145?xH2O)及尖晶石結(jié)構(gòu)的氧化物(ZnAl2O4)。與純鋅涂層相比,鋅鋁偽合金涂層腐蝕產(chǎn)物層更加致密。
(3)動(dòng)電位極化測(cè)試結(jié)果說明,鋅鋁偽合金涂層可以為基體提供良好的陰極保護(hù),其腐蝕電流密度小于純鋅涂層,表現(xiàn)出更優(yōu)越的防腐蝕性能。
References(參考文獻(xiàn))
[1]Dongxing Fu, Binshi Xu, Qingfen Li, et al. Research Status of High Velocity Arc Spraying Technology in Anti-corrosion Engineering Field[J]. Materials Review, 2007, 21(3): 94-96 (Ch)。
付東興,徐濱士,李慶芬,等。 高速電弧噴涂技術(shù)在防腐工程領(lǐng)域的研究現(xiàn)狀[J]. 材料導(dǎo)報(bào),2007,21(3):94-96.
[2]Qi Zhu, Zhenping Lu, Quan Liu, et al. The Research on the Properties of High Corrosion-resistant Alloy Coating Prepared by Electric Arc Spraying Technique[J]. China Surface Engineering, 2008, 21(3): 22-25 (Ch)。
朱琦,陸振平,柳泉,等。 電弧噴涂法制備高耐蝕合金涂層及其性能研究[J]. 中國(guó)表面工程,2008,21(3):22-25.
[3]T Nakayama, H Wake, K Ozawa, et al. Electrochemical prevention of marine biofouling on a novel titanium-nitride-coated plate formed by radio-frequency arc spraying[J]. Appl Microbiol Biotechnol, 1998, 50(4): 502-508.
[4]Liuho Chiu, Chunchin Chen, Chihfu Yang. Improement of corrosion properties in an aluminum-sprayed AZ31 magnesium alloy by a post-hot pressing and anodizing treatment[J]. Surface and Coatings Technology, 2005, 191(2-3): 181-187.
[5]Irving Bob. Thermal-sprayed zinc coatings defend steel and concrete bridges[J]. Welding Journal, 1993, 22(9): 119-124.
[6]Yongxiong Chen, Binshi Xu, Yi Xu, et al. The Development of Thermal Spraying Zn-Al Alloy Anticorrosive Coating[J]. Materials Review, 2006, 20(4): 70-73 (Ch)。
陳永雄,徐濱士,許一,等。 熱噴涂Zn-Al合金防腐涂層技術(shù)的研究進(jìn)展[J]. 材料導(dǎo)報(bào),2006,20(4):70-73.
[7]T Lester, D J Kingerley, S J Harris, et al. Thermally sprayed composite coatings for enhanced corrosion protection of steel structures[C]. Proceedings of the 15th Thermal Spray Conference. France, May. 1998: 49-55.
[8]Qinghua Ma, Jianping Yin, Zuojing Dong. Anticorrosion Mechanism of Thermal Spraying Aluminum Composite Coating in Marine Environment[J]. Materiais Protection, 2006, 35(6): 14-15 (Ch)。
馬青華,尹建平,董作敬。 海洋環(huán)境熱噴涂鋁復(fù)合涂層保護(hù)機(jī)理分析[J]. 材料保護(hù),2002,35(6):14-15.
-
標(biāo)簽: 電弧噴涂, 鋅鋁偽合金涂層, 鹽霧實(shí)驗(yàn), 耐蝕性
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞
鋁合金LDH自修復(fù)自抗菌膜層構(gòu)建
點(diǎn)擊數(shù):466
碳鋼及合金鋼應(yīng)用與區(qū)別
點(diǎn)擊數(shù):393