
電阻點(diǎn)焊接頭鹽霧腐蝕后疲勞性能研究
2022-06-16 14:58:00
作者:毛星原,吳振華,郁志凱 來(lái)源:熱處理生態(tài)圈
分享至:


如果一輛鐵路客車外觀質(zhì)量很差,特別是外露結(jié)構(gòu)表面有明顯的波浪紋和凹凸不平感,甚至在光線作用下,存在時(shí)隱時(shí)現(xiàn)、雜亂的反光效果,那么即使客車內(nèi)的設(shè)施再完備、再先進(jìn)也將無(wú)法獲得用戶的青睞。為了避免以上問(wèn)題發(fā)生,電阻點(diǎn)焊作為一種重要的焊接應(yīng)用技術(shù),越來(lái)越受到鐵路車輛制造商的青睞,該焊接方法可以有效解決焊接變形,避免上述問(wèn)題發(fā)生。與此同時(shí),焊接自動(dòng)化為點(diǎn)焊技術(shù)的快速發(fā)展奠定了基礎(chǔ)。
國(guó)內(nèi)鐵路車輛常用的鋼板規(guī)格主要分為2mm、2.5mm、3mm三種,Q310NQL2+Q345NQR2材質(zhì) 搭配是其常見的設(shè)計(jì)組合,焊接方法基本采用變形量很小的電阻點(diǎn)焊。
電阻點(diǎn)焊屬于搭接結(jié)構(gòu),因?yàn)榇罱用鏌o(wú)法實(shí)現(xiàn)焊后的表面處理,所以焊前必須選擇合適的工藝進(jìn)行表面處理。噴砂工藝為單一工序,效率高、經(jīng)濟(jì)性好,不僅可以有效去除零件表面油污、焊接熔粒及焊接氧化層等,而且噴砂后鋼材表面得到清潔,材料表面力學(xué)性能還可得到改善,因此一般鐵路車輛制造商在電阻點(diǎn)焊前均對(duì)鋼材進(jìn)行噴砂處理。
由于車輛運(yùn)營(yíng)周期內(nèi)各種工況及環(huán)境較為復(fù)雜,電阻點(diǎn)焊特殊的搭接結(jié)構(gòu)又導(dǎo)致焊后無(wú)法對(duì)搭接位置進(jìn)行防腐處理,而腐蝕又對(duì)焊接接頭疲勞性能有一定影響,所以系統(tǒng)地開展經(jīng)噴砂處理后母材的電阻點(diǎn)焊接頭腐蝕對(duì)疲勞性能影響的研究顯得尤為重要。
該研究對(duì)指導(dǎo)實(shí)際生產(chǎn)、改進(jìn)鐵路車輛焊接結(jié)構(gòu)及工藝設(shè)計(jì)、提升電阻點(diǎn)焊整體技術(shù)水平具有很重要的現(xiàn)實(shí)意義。
2試驗(yàn)材料及試驗(yàn)方法
2.1 試驗(yàn)材料
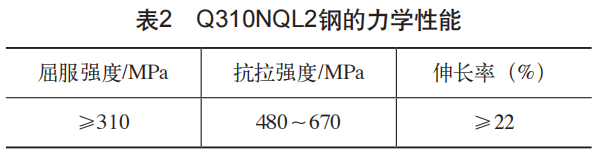
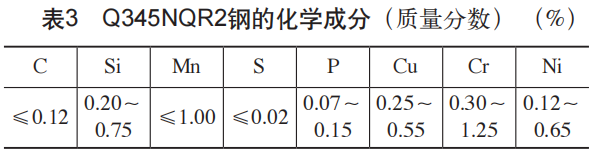
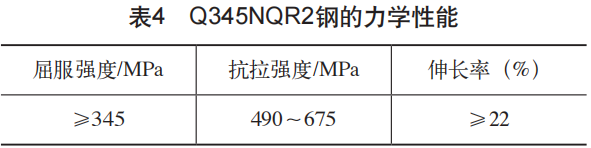
試驗(yàn)材料為板厚2.5mm的Q310NQL2鋼及板厚3mm的Q345NQR2鋼,對(duì)試驗(yàn)材料表面進(jìn)行噴砂處理后進(jìn)行電阻點(diǎn)焊試驗(yàn)。試驗(yàn)材料的化學(xué)成分及力學(xué)性能分別見表1~表4。

2.2 試驗(yàn)方法
對(duì)經(jīng)過(guò)表面噴砂處理的Q310NQL2+Q345NQR2鋼板進(jìn)行電阻點(diǎn)焊工藝試驗(yàn),與工廠現(xiàn)車制造工藝相同,其焊接參數(shù)見表5

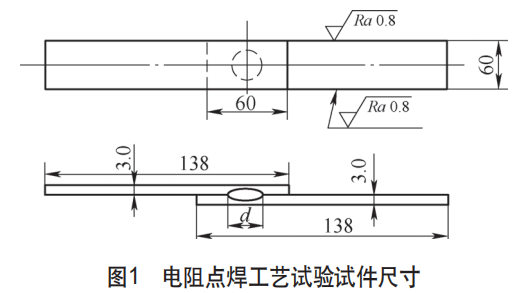
試件尺寸如圖1所示。
焊后試件按照中車唐山機(jī)車車輛有限公司內(nèi)部企業(yè)標(biāo)準(zhǔn)進(jìn)行外觀、平滑度及斷面檢測(cè)。焊后對(duì)接頭進(jìn)行鹽霧腐蝕和脈動(dòng)拉伸疲勞試驗(yàn)。
(1)鹽霧腐蝕試驗(yàn)選用乙酸鹽霧(ASS)對(duì)電阻點(diǎn)焊接頭進(jìn)行鹽霧腐蝕試驗(yàn),試驗(yàn)周期為48h、1000h。鹽霧腐蝕試驗(yàn)中所使用試樣的尺寸為138mm×60mm(見圖1)。
(2)脈動(dòng)拉伸疲勞試驗(yàn)對(duì)未經(jīng)鹽霧腐蝕的電阻點(diǎn)焊接頭和經(jīng)48h、1000h鹽霧腐蝕的電阻點(diǎn)焊接頭分別進(jìn)行脈動(dòng)拉伸疲勞試驗(yàn)。脈動(dòng)拉伸疲勞試驗(yàn)按照ISO14324:2003《電阻點(diǎn)焊焊縫的有損檢驗(yàn)點(diǎn)焊焊縫的疲勞試驗(yàn)法》的要求進(jìn)行試件加工,并按照該標(biāo)準(zhǔn)規(guī)定進(jìn)行試驗(yàn),應(yīng)力比R=0.1,指定循環(huán)壽命取1×107次。在試驗(yàn)過(guò)程中,當(dāng)疲勞裂紋尺寸足夠大而導(dǎo)致載荷加不上去時(shí),可自動(dòng)卸載停振,并記錄循環(huán)次數(shù)。墊板厚度與相應(yīng)母材厚度一致。采用JSM-6360LV型掃描電鏡對(duì)疲勞斷口進(jìn)行微觀形貌分析。
3 試驗(yàn)結(jié)果及分析
3.1 接頭疲勞性能對(duì)比
電阻點(diǎn)焊接頭F-N曲線對(duì)比如圖2所示。

按常規(guī)方法確定F-N曲線和由升降法確定的1×107次循環(huán)下的疲勞極限,最終確定的未經(jīng)鹽霧腐蝕及經(jīng)48h、1000h鹽霧腐蝕的Q310NQL2+Q345NQR2電阻點(diǎn)焊接頭疲勞極限F0.1分別為4.55kN、3.71kN、3.87kN。由此可看出,未經(jīng)鹽霧腐蝕的接頭疲勞極限較高,經(jīng)鹽霧腐蝕的接頭疲勞極限較低;經(jīng)48h與1000h鹽霧腐蝕接頭的疲勞極限相差不大。
3.2 斷口分析
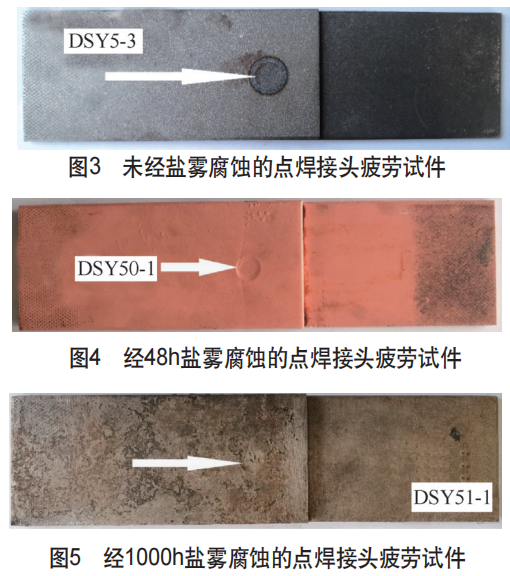
未經(jīng)鹽霧腐蝕及經(jīng)48h、1000h鹽霧腐蝕的Q310NQL2+Q345NQR2電阻點(diǎn)焊接頭疲勞試件的疲勞斷口宏觀形貌如圖3~圖5所示。
微觀形貌如圖6~圖8所示。
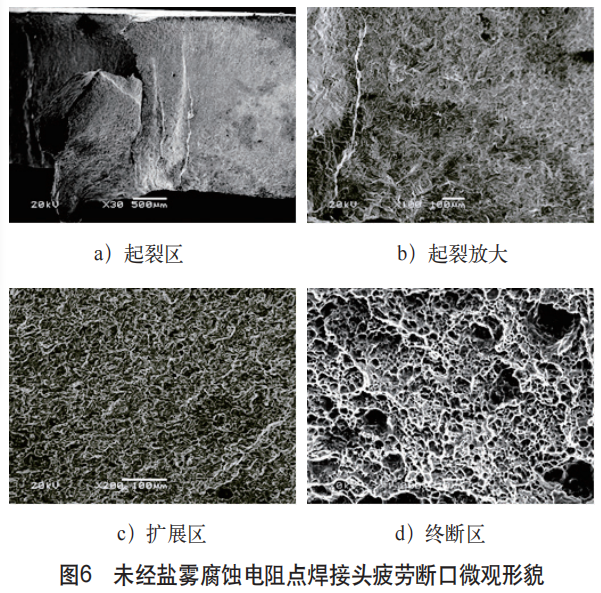
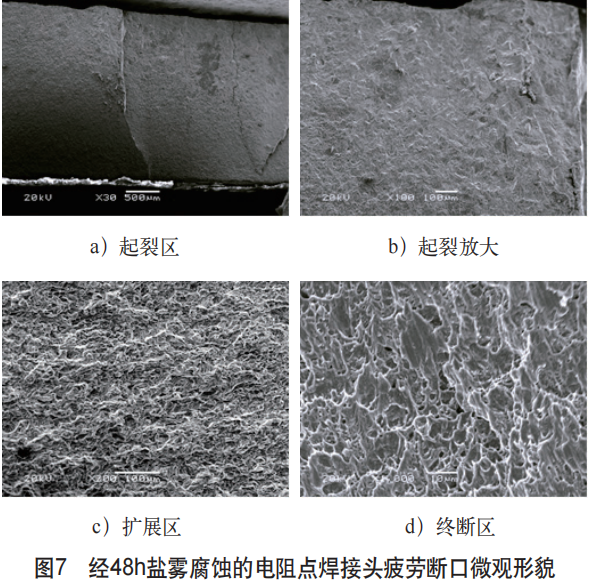
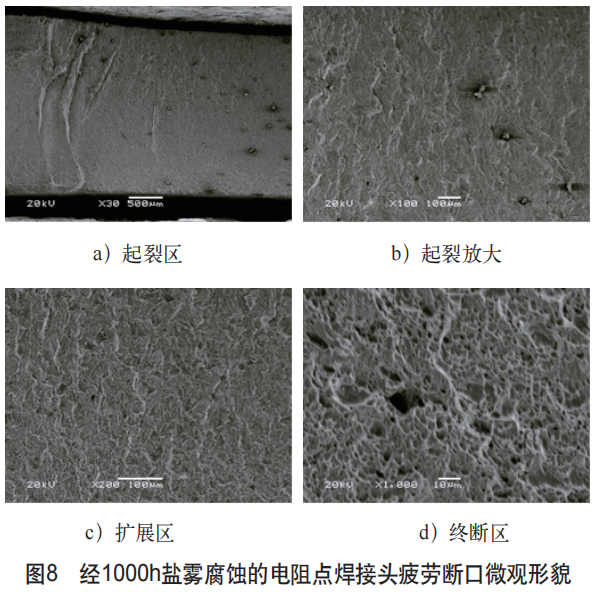
由此可看出,未經(jīng)鹽霧腐蝕及經(jīng)48h、1000h鹽霧腐蝕后的電阻點(diǎn)焊接頭試件起裂區(qū)無(wú)缺陷,沒(méi)有明顯起裂源。因?yàn)樵嚰芗羟泻屠靸煞N應(yīng)力,根據(jù)試件的受力狀態(tài),熔核處沿試件長(zhǎng)度方向存在應(yīng)力集中,且熔核為圓形,熔合區(qū)組織分布不均,所以最初在熔合區(qū)因應(yīng)力集中而起裂;從圖6a可看出,熔合區(qū)起裂處有明顯的起伏,這是因?yàn)榱鸭y從初始位置啟裂后沿著熔合線擴(kuò)展,并在擴(kuò)展一定長(zhǎng)度后,由于應(yīng)力集中、缺口等因素形成新的裂紋源向著母材擴(kuò)展,因此最終斷裂。由于疲勞斷口擴(kuò)展時(shí)中斷較少,所以疲勞裂紋擴(kuò)展區(qū)沒(méi)有明顯的疲勞輝紋;擴(kuò)展區(qū)的大小隨疲勞循環(huán)次數(shù)的增加而增大;終斷區(qū)呈剪切韌窩+解理形態(tài),韌窩較大。試件斷裂處無(wú)缺陷,因此可知應(yīng)力集中是斷裂的主要原因。
4 結(jié)束語(yǔ)
1)對(duì)經(jīng)過(guò)表面噴砂處理的Q310NQL2+Q345NQR2鋼進(jìn)行電阻點(diǎn)焊工藝試驗(yàn),未經(jīng)鹽霧腐蝕及經(jīng)48h、1000h鹽霧腐蝕的電阻點(diǎn)焊接頭指定壽命為1×107次的疲勞極限F0.1分別為4.55kN、 3.71kN、3.87kN。由此可知,未經(jīng)鹽霧腐蝕的點(diǎn)焊接頭疲勞極限較高,經(jīng)鹽霧腐蝕的點(diǎn)焊接頭疲勞極限較低;經(jīng)過(guò)48h與1000h鹽霧腐蝕的點(diǎn)焊接頭疲勞極限相差不大。
2)所有疲勞斷裂試件均起裂于熔合區(qū),擴(kuò)展區(qū)隨著循環(huán)次數(shù)增加而增大,終斷區(qū)呈現(xiàn)剪切韌窩形 態(tài)。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 鐵路客車, 外露結(jié)構(gòu), 電阻點(diǎn)焊
相關(guān)文章

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8148

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6486