
【干貨】碳纖維復合材料常用連接技術
2020-09-15 17:00:37
作者:本網整理 來源:汽車材料網
分享至:


對于傳統金屬材料結構而言,零件之間通常采用焊接的連接方式,其工藝成熟,傳遞載荷性能優異。
相對金屬結構而言,碳纖維復合材料由于其材料、工藝等方面的限制,無法采用傳統的連接方式,為保證各部件制件載荷的有效傳遞,必須采用合理的連接方式來解決。因此,連接設計是保證在復合材料結構性能的關鍵環節之一。

復合材料連接技術分類
1機械連接
優點:
便于檢查,可靠性高;
可重復裝配,維修性好;
無殘余應力;
受環境影響小。
缺點:
制孔后孔周部位局部應力集中,降低了連接效率;
打孔后層壓板局部強度下降,需局部加厚;
制孔要求較高;
電化學腐蝕。

2膠接
優點:
無鉆孔引起的應力集中,層壓板強度不受影響;
抗疲勞、密封減震、絕緣性好;
組織裂紋擴展,安全性好;
不同材料無電化學腐蝕。
缺點:
強度分散性大,剝離強度低,難以傳遞大載荷;
受環境影響大,易老化;
膠接面需特殊處理,工藝要求嚴格;
永久性連接,膠接后不可拆卸,修補困難。

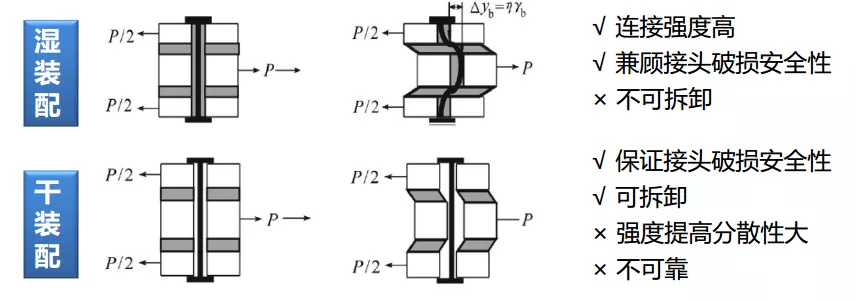
3混合連接
對于復合材料,單純的機械連接及膠接都無法滿足裝配需求,更適合用混合連接,混合連接具備機械連接與膠接的優點。
可以阻止或延緩膠層損傷的擴展,提高抗剝離、抗沖擊、抗疲勞和抗蠕變等性能;
具備密封、減震、絕緣的情況下進一步增大連接強度,提高載荷傳遞能力;
隔離金屬緊固件與復合材料,無電化學腐蝕。
混合連接注意事項:
應選用韌性膠黏劑,盡量使膠接的變形與機械連接的變形相協調;
需要提高緊固件與孔的配合精度,否則易引起膠層剪切破壞,降低連接強度。
各連接技術應用選取
復合材料連接方法的選取應充分利用各自的優點,遵循原則如下:
機械連接:
主要用于傳遞集中載荷或強調可靠性的部位;
其中螺栓連接比鉚釘連接可承受更大的載荷,一般用于主承力結構的連接。
膠接:
一般適用于傳遞均布載荷或承受剪切載荷的部位;
可用于非主要承力結構上,在輕型飛機、汽車行業等應用較多;
有密封、減震、絕緣等要求的部位。
混合連接:
適用于要求安全余度較大的連接部位,一般適用于中等厚度板的連接。
焊接:
主要適用于熱塑性復合材料。
碳纖維復材膠接工藝
▲ 自動膠接工藝

1設計原則:
優秀的膠接連接設計應使其膠接強度不低于被膠件本身的強度,否則膠接將成為薄弱環節,使膠接結構過早破壞;
膠接連接設計應根據最大載荷的作用方向,使所設計的膠接連接以剪切的方式傳遞最大載荷,而其它方向載荷很小,盡量避免膠層受拉力和剝離力;
應特別注意被膠接件熱膨脹系數要匹配。
2膠粘劑選擇:
膠粘劑按應力-應變特性分為韌性及脆性兩種,如圖所示。
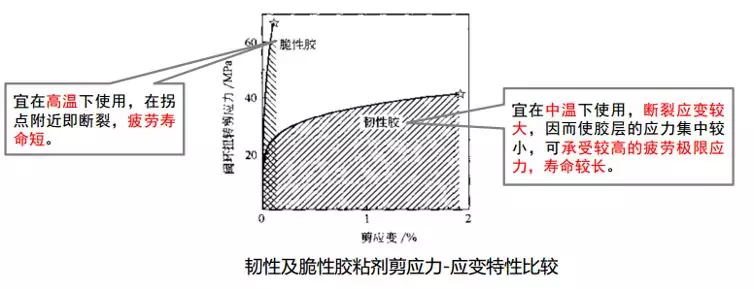
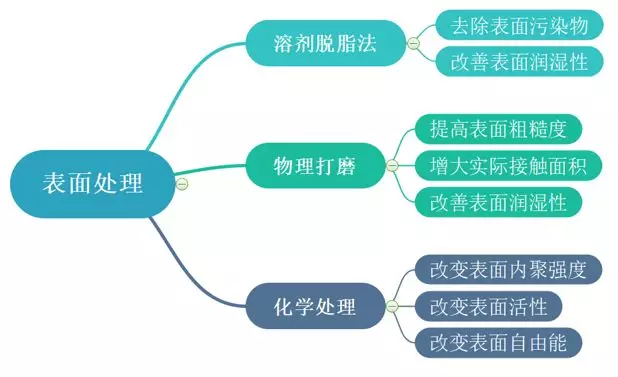
脆性膠粘劑的剪切強度高于韌性膠粘劑,韌性膠粘劑的連接靜強度較高。因此,環境溫度低于100℃時盡量選用韌性膠粘劑,高溫環境時最好選用脆性膠粘劑。目前碳纖維復合材常用的膠粘劑有:環氧樹脂類、聚胺酯類、丙烯酸類。復合材料膠接表面處理:粘接物體表面的清潔度、粗糙度和表面化學結構這三個因素直接影響最終的粘接強度,表面處理工藝主要是改善材料表面提高粘接強度。常用的表面處理方式有以下三種:
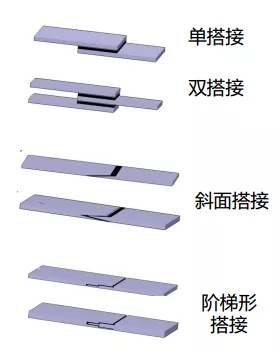
3搭接方式:
從強度角度考慮:當膠接構件較薄時,宜采用簡單的單面搭接或雙面搭接形式。當膠接構件較厚時,由于偏心載荷產生的偏心力矩較大,宜采用階梯型搭接或斜面搭接形式:
當被膠件厚度t<1.8mm時,可采用單搭接,搭接長度L/t=50 ~ 100;
對中等厚度板1.8mm≤ t ≤ 4mm時,采用雙搭接比較適宜,搭接長度L/t≈30;
當被膠件很厚t>4mm時,宜選用斜面搭接,搭接角度6° ~ 8°,若斜面加工在工藝上不易實現,采用階梯形搭接
Tips:
1、復合材料層壓板膠接表面纖維方向最好與載荷方向一致,不得與載荷方向垂直,以免被膠接件過早產生層間剝離破壞。
2、設計復合材料膠接結構應使膠層在剪切狀態下工作,盡量避免膠層受拉力和剝離力;
3、膠接連接形式選擇 膠接連接設計的目標應使制造工藝盡可能簡單、成本盡可能低;
4、膠接連接處應采取降低膠接接頭應力集中和剝離應力的措施。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741