
失效之腐蝕失效
2023-01-30 11:15:06
作者:每天學(xué)點熱處理 來源:每天學(xué)點熱處理
分享至:


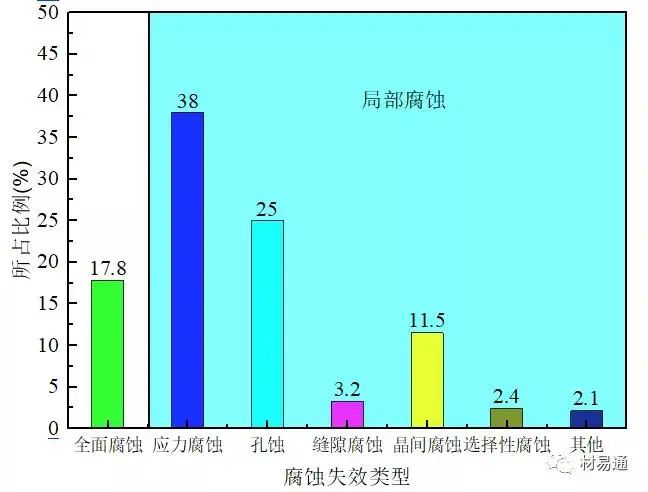
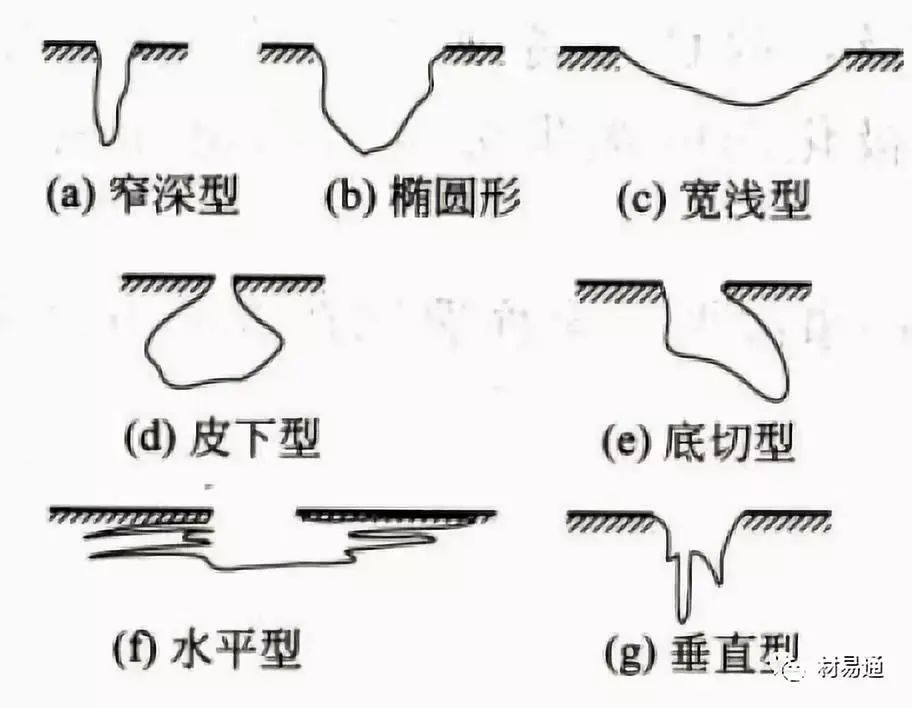
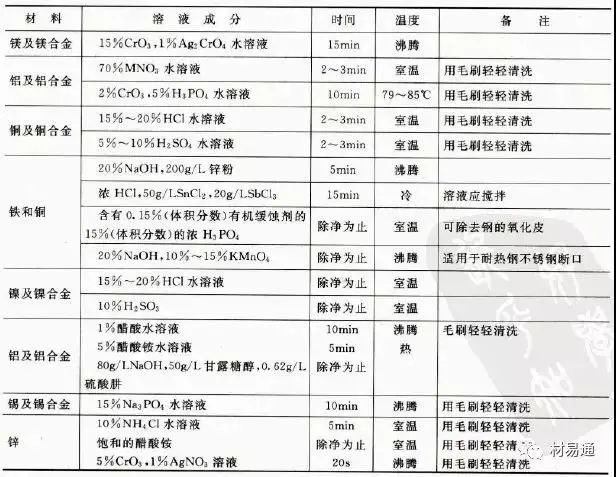
金屬材料常見失效形式及其判斷 金屬材料在各種工程應(yīng)用中的失效模式主要有斷裂、腐蝕、磨損和變形等。 腐蝕失效 腐蝕是材料表面與服役環(huán)境發(fā)生物理或化學(xué)的反應(yīng),使材料發(fā)生損壞或變質(zhì)的現(xiàn)象,構(gòu)件發(fā)生的腐蝕使其不能發(fā)揮正常的功能則稱為腐蝕失效。 腐蝕有多種形式,有均勻遍及構(gòu)件表面的均勻腐蝕和只在局部地方出現(xiàn)的局部腐蝕,局部腐蝕又分為點腐蝕、晶間腐蝕、縫隙腐蝕、應(yīng)力腐蝕開裂、腐蝕疲勞等。 全面腐蝕和局部腐蝕的主要區(qū)別 各類腐蝕失效在化工事故中所占比例 電偶腐蝕 電偶腐蝕特征:腐蝕主要發(fā)生在兩個不同金屬或金屬與非金屬導(dǎo)體接觸邊線附近,遠離邊緣區(qū)域,腐蝕程度較輕。 縫隙腐蝕 縫隙腐蝕的起因是氧濃度差電池的作用,而閉塞電池引起的酸化自催化作用是造成縫隙腐蝕加速腐蝕的根本原因。 工程上,造成縫隙腐蝕的條件很多,鉚接、法蘭盤連接面、螺栓連接、金屬表面沉積物、腐蝕產(chǎn)物等都會形成縫隙。 縫隙腐蝕的特征: 腐蝕發(fā)生在縫隙內(nèi),縫外金屬受到保護; 構(gòu)成縫隙腐蝕的縫隙寬度在0.025~0.1mm之間; 構(gòu)成縫隙的材料無特殊性,金屬或非金屬縫隙都對金屬產(chǎn)生縫隙腐蝕; 幾乎所有腐蝕介質(zhì)都會引起金屬縫隙腐蝕,以充氣含氯化物活性陰離子溶液最容易; 幾乎所有金屬或合金都會產(chǎn)生縫隙腐蝕,以鈍態(tài)金屬較為嚴重。 點蝕 點蝕是一種隱蔽性較強、危險性很大的局部腐蝕。點蝕主要集中在某些活性點上,不斷向金屬內(nèi)部深處發(fā)展,通常其腐蝕深度大于孔徑,嚴重時可使管道或設(shè)備穿孔。點蝕還可誘發(fā)其他形式的腐蝕,如應(yīng)力腐蝕破裂或腐蝕疲勞等。 點蝕的特征: 蝕孔小且深,在表面有一定分布; 孔口有腐蝕產(chǎn)物覆蓋; 蝕孔的出現(xiàn)有時間不一的誘導(dǎo)期; 蝕孔常沿重力方向或橫向發(fā)展。 孔蝕的剖面特征形貌 晶間腐蝕 在某些腐蝕介質(zhì)中,晶界可能先行被腐蝕。這種沿著金屬晶界發(fā)生腐蝕的局部破壞現(xiàn)象,稱為晶間腐蝕。 晶界是金屬中各種溶質(zhì)元素偏析或金屬化合物(如碳化物和σ相等)沉淀容易析出的區(qū)域。 選擇性腐蝕 合金中的某一組織或某一成分優(yōu)先腐蝕,另一組織或成分不腐蝕或很少腐蝕,這種現(xiàn)象叫做選擇性腐蝕。 選擇性腐蝕結(jié)果輕則使合金損失強度,重則造成穿孔、破損,釀成嚴重事故。就介質(zhì)條件而言,選擇性腐蝕多發(fā)生在水溶液中,但某些材料在熔融鹽、高溫氣體介質(zhì)中也有選擇性腐蝕出現(xiàn)。 選擇性腐蝕破壞的形式則可大致分為兩種:層狀和栓式。 選擇性腐蝕較均勻地波及整個材料表面(如黃銅的層式脫鋅) ,稱為層狀選擇性腐蝕;或選擇性腐蝕沿表面發(fā)展,但不均勻,呈條狀,稱為帶狀選擇性腐蝕。 選擇性腐蝕集中發(fā)生在材料表面的局部區(qū)域,并不斷向內(nèi)深入(如黃銅的栓式脫鋅) ,稱為栓狀選擇性腐蝕。 應(yīng)力腐蝕開裂 金屬設(shè)備和部件在應(yīng)力和特定的腐蝕性環(huán)境的聯(lián)合作用下,出現(xiàn)低于材料強度極限的脆性開裂現(xiàn)象,稱為應(yīng)力腐蝕開裂,簡稱SCC(Stress Corrosion Cracking)。 產(chǎn)生SCC的基本條件:敏感的材料、固定拉應(yīng)力、特定腐蝕介質(zhì)。 應(yīng)力腐蝕按機理可分為陽極溶解型和氫致開裂型兩類。 如果應(yīng)力腐蝕體系中陽極溶解所對應(yīng)的陰極過程是吸氧反應(yīng),或者雖然陰極是析氫反應(yīng),但進入金屬的氫不足以引起氫致開裂,這時應(yīng)力腐蝕裂紋形核和擴展就由金屬的陽極溶解過程控制,稱為陽極溶解型應(yīng)力腐蝕。 如果陽極金屬溶解(腐蝕)所對應(yīng)的陰極過程是析氫反應(yīng),而且原子氫能擴散進入金屬并控制了裂紋的形核和擴展,這一類應(yīng)力腐蝕就稱為氫致開裂型應(yīng)力腐蝕。 應(yīng)力腐蝕開裂的特征包括: ① 裂紋出現(xiàn)在設(shè)備或構(gòu)件的局部區(qū)域,而不是發(fā)生在與腐蝕介質(zhì)相接觸的整個界面上。裂紋的數(shù)量不定,有時很多,有時較少,甚至只有一條裂紋。 ② 裂紋一般較深、較窄。裂紋的走向與設(shè)備及構(gòu)件所受應(yīng)力的方向有很大關(guān)系。一般說來, 裂紋基本上與所受主應(yīng)力的方向相垂直,但在某些情況下,也會呈現(xiàn)明顯的分叉裂紋。 ③ 設(shè)備及部件發(fā)生應(yīng)力腐蝕開裂時, 一般不產(chǎn)生明顯的塑性變形,屬于脆性斷裂。 ④ 應(yīng)力腐蝕開裂是在一定的介質(zhì)條件和拉應(yīng)力共同作用下引起的一種破壞形式。斷口宏觀形貌包括逐漸擴展區(qū)和瞬斷區(qū)兩部分。后者一般為延性破壞。應(yīng)力腐蝕開裂可能沿晶,也可能穿晶。其斷口上腐蝕產(chǎn)物呈泥狀花樣等。 易產(chǎn)生應(yīng)力腐蝕開裂的金屬材料與環(huán)境的組合 氫損傷 氫損傷指的是金屬材料在含有氫或與氫相互作用而導(dǎo)致力學(xué)性能變壞的現(xiàn)象,按照氫損傷發(fā)生的溫度條件可以分為氫脆與氫腐蝕;按照氫損傷是否可以通過消氫處理恢復(fù)材料原來的力學(xué)性能分為可逆與不可逆氫損傷。 (1)氫脆:包括氫壓裂紋(鋼中白點、H2S誘發(fā)裂紋、焊接冷裂紋和充氫或酸洗裂紋)和氫致相變導(dǎo)致的氫脆。很多金屬能形成穩(wěn)定的氫化物,氫化物是一種脆性中間相, 一旦有氫化物析出,材料的塑性和韌性就會下降,即氫化物析出導(dǎo)致材料變脆。氫致馬氏體相變是一種氫致相變引起的氫脆。 (2)氫致滯后斷裂:在恒載荷(或恒位移)條件下,原子氫通過應(yīng)力誘導(dǎo)擴散富集到臨界值后就引起氫致裂紋的形核、擴展,從而導(dǎo)致低應(yīng)力斷裂的現(xiàn)象稱為氫致滯后斷裂。所謂滯后是指氫擴散富集到臨界值需要經(jīng)過一段時間,故加載后要經(jīng)過一定時間后氫致裂紋才會形核和擴展。如把原子氫除去后,就不會發(fā)生滯后斷裂,故它也是可逆的。 (3)氫腐蝕:實質(zhì)上是氫致化學(xué)變化導(dǎo)致的氫脆。在高溫高壓下氫進入鋼中后與碳化物反應(yīng)生成的CH4不能從鋼中擴散出來,就在晶界夾雜物處形成氣泡,并有很大壓力。隨著CH4的不斷形成,氣泡不斷長大,當氣泡中CH4的壓力大于材料在該溫度下的強度時就會使氣泡轉(zhuǎn)化成裂紋,環(huán)境中H2的壓力越高、溫度越高,則CH4氣泡中的壓力就越大,當CH4氣泡中的壓力等于材料的斷裂強度時就會導(dǎo)致微裂紋形核。與此同時,生成CH4的反應(yīng)使鋼形成脫碳,降低了鋼的強度。 腐蝕疲勞 在交變應(yīng)力和腐蝕介質(zhì)同時作用下,金屬的疲勞強度或疲勞壽命比無腐蝕作用時有所降低,這種現(xiàn)象叫做腐蝕疲勞。這里所謂"無腐蝕作用",一般是指在空氣中金屬的疲勞行為。 沖刷腐蝕 沖刷腐蝕又稱磨損腐蝕和磨耗腐蝕,是指溶液與材料以較高速度作相對運動時,沖刷和腐蝕共同引起的材料表面損傷現(xiàn)象。這種損傷要比沖刷或腐蝕單獨存在時所造成的損傷的加和大得多,這是因為沖刷與腐蝕互相促進的緣故。 廣義的沖刷腐蝕包括湍流腐蝕(又名沖擊腐蝕)、空蝕、摩振腐蝕(又稱微動磨損和微動腐蝕)等。 在沖刷腐蝕中,特別把主要由于金屬構(gòu)件幾何形狀變化而使較高流速溶液產(chǎn)生湍流造成的金屬表面破壞叫做湍流腐蝕,又叫做沖擊腐蝕。例如溶液流經(jīng)管道彎頭或渦輪機渦殼和葉片時,都能產(chǎn)生湍流腐蝕。 空泡腐蝕即空蝕,空蝕破壞在金屬表面下產(chǎn)生了加工硬化層,空蝕點附近可產(chǎn)生裂紋。在空蝕破壞的性質(zhì)方面,機械沖擊作用比電化學(xué)作用要大。空泡腐蝕屬于沖擊腐蝕的特殊形式。 失效分析的基本方法 失效材料的檢測 化學(xué)成分分析 化學(xué)成分分析包括對失效構(gòu)件金屬材料化學(xué)成分、環(huán)境介質(zhì)及反應(yīng)物、生成物、痕跡物等的化學(xué)成分的分析。 性能測試 力學(xué)性能包括包括構(gòu)件金屬材料的強度指標、塑性指標和韌性指標σb、σs、σn、σD、δ、ψ、Akv、KIC、δC及硬度等; 無損檢測 采用物理的方法,在不改變材料或構(gòu)件的性能和形狀的條件,迅速而可靠地確定構(gòu)件表面或內(nèi)部裂紋和其他缺陷的大小、數(shù)量和位置。金屬構(gòu)件表面裂紋及缺陷常用滲透法及電磁法檢測;內(nèi)部缺陷則多用射線檢測和超聲檢測,如探測裂紋等情況。 組織結(jié)構(gòu)分析 組織結(jié)構(gòu)分析包括金屬材料表面和心部的金相組織或缺陷。常用金相法分析金屬的顯微組織是否正常,是否存在晶粒粗大、脫碳、過熱、偏析等缺陷;夾雜物的類型、大小、數(shù)量及分布;晶界上有無析出物,裂紋的數(shù)量、分布及其附近組織有無異常,是否存在氧化或腐蝕產(chǎn)物等。 應(yīng)力測試及計算 構(gòu)件殘余應(yīng)力的測定是在無外加載荷的作用下進行測定,目前多用X射線應(yīng)力測定法。 失效件的取樣及處理 失效件的保護 斷口保護主要是防止機械損傷或化學(xué)損傷。 對于機械損傷的防止,應(yīng)當在斷裂事故發(fā)生后馬上把斷口保護起來。在搬運時將斷口保護好,在有些情況下還用襯墊材料,盡量使斷口表面不要相互摩擦和碰撞。有時斷口上可能沾上一些油污或臟物,千萬不可用硬刷干刷斷口,并避免用手指直接接觸斷口。 對于化學(xué)損傷的防止,主要是防止來自空氣和水或其他化學(xué)藥品對斷口的腐蝕。一般可采用涂層的方法,即在斷口上涂防腐物質(zhì),原則是涂層物質(zhì)不使斷口受腐蝕及易于被完全清洗掉。 失效件的取樣 失效件的清洗 清洗的目的是為了除去保護用的涂層和斷口上的腐蝕產(chǎn)物及外來沾污物如灰塵等。常用以下幾種方法: ① 用干燥壓縮空氣吹斷口,這可以清除粘附在上面的灰塵以及其他外來贓物,用柔軟的毛刷輕輕擦斷口,有利于把灰塵清除干凈。 ② 對斷口上的油污或有機涂層,可以用汽油、石油醚、苯、丙酮等有機溶劑進行清除,清除干凈后用無水酒精清洗后吹干。 ③ 超聲波清洗能相當有效地清除斷口表面的沉淀物,且不損壞斷口。 ④ 應(yīng)用乙酸纖維膜復(fù)型剝離。通常對于粘在斷口上的灰塵和和疏松的氧化腐蝕產(chǎn)物可采用這種方法,就是用乙酸纖維脂反復(fù)覆在斷口上2~5次,可以剝離斷口上的臟物。該方法操作簡單,既可去掉斷口上的油污,對斷口又無損傷,故對一般斷口建議用此法清洗。 ⑤ 使用化學(xué)或電化學(xué)方法清洗。這種方法主要用于清洗斷口表面的腐蝕產(chǎn)物或氧化層,但可能破壞斷口上的一些細節(jié),所以使用時必須十分小心。一般只有在其他方法不能清洗掉的情況下經(jīng)備用試樣試用后才使用。 常見清洗腐蝕產(chǎn)物的化學(xué)方法 失效分析的基本技能 01 斷口分析 斷口分析重要性 斷口分析的依據(jù) 斷口的觀察 宏觀觀察:是指用肉眼、放大鏡、低倍率的光學(xué)顯微鏡或掃描電子顯微鏡來觀察斷口的表面形貌。通過宏觀觀察收集斷口上的宏觀信息,則可初步確定斷裂的性質(zhì),可以分析裂源的位置和裂紋擴展方向,可以判斷冶金質(zhì)量和熱處理質(zhì)量等。 微觀觀察:是用顯微鏡對斷口進行高放大倍率的觀察,用金相顯微鏡及掃描電鏡的為多。斷口微觀觀察包括斷口表面的直接觀察及斷口剖面的觀察。通過微觀觀察進一步核實宏觀觀察收集的信息,確定斷裂的性質(zhì)、裂源的位置及裂紋走向、擴展速度,找出斷裂原因及機理等。 剖面觀察:裁取剖面要求有一定的方向,通常是用與斷口表面垂直的平面來截取,垂直于斷口表面有兩種切法:平行裂紋擴展方向截取,則可研究斷裂過程;垂直于裂紋擴展方向截取,在一定位置的斷口剖面上,可研究某一特定位置的區(qū)域。 02 裂紋分析 裂紋分析的目的是確定裂紋的位置及裂紋產(chǎn)生的原因。裂紋形成的原因往往很復(fù)雜,如選材不當、材質(zhì)不良、制造工藝不當以及維護和使用不當?shù)染锌赡軐?dǎo)致裂紋的產(chǎn)生。 裂紋分析往往需要從原材料的冶金質(zhì)量、材料的力學(xué)性能、構(gòu)件成型的工藝流程和工序工藝參數(shù)、構(gòu)件的形狀及其工作條件以及裂紋宏觀和微觀的特征等方向做綜合的分析。其中牽涉到多種技術(shù)方法和專門知識,如無損探傷、化學(xué)成分分析、力學(xué)性能試驗、金相分析、X射線微區(qū)分析等。 金屬裂紋的基本形貌特征 裂紋兩側(cè)凹凸不平,耦合自然。其耦合特征是與主應(yīng)力性質(zhì)相關(guān);若主應(yīng)力屬于切應(yīng)力則裂紋一般呈平滑的大耦合;若主應(yīng)力屬拉應(yīng)力則裂紋一般呈鋸齒狀的小耦合。 除某些沿晶裂紋外,絕大多數(shù)裂紋的尾端是尖銳的。 裂紋具有一定的深度,深度與寬度不等,深度大于寬度,是連續(xù)性的缺陷。 裂紋有各種形狀,直線狀、分枝狀、龜裂狀、輻射狀、環(huán)形狀、弧形狀,各種形狀往往與形成的原因密切相關(guān)。 金屬裂紋的檢查 裂紋的宏觀檢查的主要目的是確定檢查對象是否存在裂紋。裂紋的宏觀檢查,除通過肉眼進行直接外觀檢查和采取建議的敲擊測音法外,通常采用無損探傷法,如X射線、磁力滲透著色、超聲波、熒光等物理探傷法檢測裂紋。 裂紋的微觀檢查是指檢查裂紋形態(tài)特征,確定裂紋的分布是穿晶的,還是沿晶的,主裂紋附近有無微裂紋和分支。裂紋處及附近的晶粒度有無顯著粗大或細化或大小極不均勻的現(xiàn)象,晶粒是否變形,裂紋與晶粒變形的方向相平行或相垂直。 裂紋附近是否存在碳化物或非金屬夾雜物,其形態(tài)、大小數(shù)量及分布情況,裂紋源是否產(chǎn)生于碳化物或非金屬夾雜物周圍,裂紋擴展與夾雜物之間有無聯(lián)系。 裂紋兩側(cè)是否存在氧化和脫碳現(xiàn)象,有無氧化物或脫碳組織;產(chǎn)生裂紋的表面是否存在加工硬化層或回火層;裂紋萌生處及擴展路徑周圍是否有過熱組織、魏氏組織、帶狀組織以及其他形式的組織缺陷。 裂紋產(chǎn)生部位分析 主裂紋的判別方法 (1)T型法:將散落的碎片按相匹配的斷口合并在一起,其裂紋形成T形。在一般情況下橫貫裂紋首先開裂。主裂紋一般阻止二次裂紋擴展。 (2)分枝法:將散落碎片按相匹配斷口合并,其裂紋形成樹枝形:在斷裂失效中,往往出現(xiàn)一個裂紋后,產(chǎn)生很多分叉或分枝裂紋。裂紋的分叉或分枝方向通常為裂紋的局部擴展方向,其相反方向指向裂源,即分枝裂紋為二次裂紋,匯合裂紋為主裂紋。 (3)變形法:將散落碎片按相匹配斷口合并起來,構(gòu)成原來構(gòu)件的幾何外形,測量其幾何形狀的變化情況,變形量較大的部位為主裂紋,其他部位為二次裂紋。 (4)氧化法:在受環(huán)境因素影響較大的斷裂失效中,檢驗斷口各個部位的氧化程度,其中氧化程度最嚴重為最先斷裂者即主裂紋所形成的斷口,因為氧化嚴重者說明斷裂的時間較長。 金屬的裂紋走向分析 (1)應(yīng)力原則 在金屬脆性斷裂、疲勞斷裂、應(yīng)力腐蝕斷裂時,裂紋的擴展方向一般都垂直于主應(yīng)力的方向,當韌性金屬承受扭轉(zhuǎn)載荷或金屬在平面應(yīng)力的情況下,其裂紋的擴展方向一般平行于切應(yīng)力的方向,如韌性材料切斷斷口。 (2)強度原則 強度原則即指裂紋總是傾向沿著最小阻力路線,即材料的薄弱環(huán)節(jié)或缺陷處擴展的情況。有時按應(yīng)力原則擴展的裂紋,途中突然發(fā)生轉(zhuǎn)折,顯然這種轉(zhuǎn)折的原因是由于材料內(nèi)部的缺陷。在這種情況下, 在轉(zhuǎn)折處常常能夠找到缺陷的痕跡或者證據(jù)。 一般情況下, 當材質(zhì)比較均勻時,應(yīng)力原則起主導(dǎo)作用,裂紋按應(yīng)力原則進行擴展,而當材質(zhì)存在著明顯不均勻時,強度原則將起主導(dǎo)作用,裂紋將按強度原則進行擴展。裂紋擴展方向到底是沿晶的還是穿晶的,取決于在某種具體條件下, 晶內(nèi)強度和晶界強度的相對比值。 應(yīng)力腐蝕裂紋、氫脆裂紋、回火脆性、磨削裂紋、焊接熱裂紋、冷熱疲勞裂紋、過燒引起的鍛造裂紋、鑄造熱裂紋、蠕變裂紋、熱脆等晶界是薄弱環(huán)節(jié),因此它們的裂紋是沿晶界擴展的;而疲勞裂紋、解理斷裂裂紋、淬火裂紋,焊接裂紋及其他韌性斷裂的情況下,晶界強度一般大于晶內(nèi)強度,因此它們的裂紋為穿晶型,這時裂紋遇到亞晶界、晶界、硬質(zhì)點或其他組織和性能的不均勻區(qū)時,往往會改變擴展方向。因此認為晶界能夠阻礙疲勞裂紋的擴展, 這就是常常用細化晶粒的方法來提高金屬材料的疲勞壽命的原因之一。 03 痕跡分析 痕跡分類 (1)機械接觸痕跡:構(gòu)件之間接觸的痕跡,包括壓入、撞擊、滑動、滾壓、微動等單獨作用或聯(lián)合作用,這種痕跡稱為機械接觸痕跡,其特點是塑性變形或材料轉(zhuǎn)移、斷裂等,集中發(fā)生于接觸部位,并且塑性變形極不均勻。 (2)腐蝕痕跡:由于構(gòu)件材料與周圍的環(huán)境介質(zhì)發(fā)生化學(xué)或電化學(xué)作用而在構(gòu)件表面留下的腐蝕產(chǎn)物及構(gòu)件材料表面損傷的標記,稱為腐蝕痕跡。 (3)電侵蝕痕跡:由于電能的作用,在與電接觸或放電的構(gòu)件部位留下的痕跡稱為電侵蝕痕跡。電侵蝕痕跡分為兩類。電接觸痕跡是由于電接觸現(xiàn)象而在電接觸部位留下的電侵蝕痕跡。靜電放電痕跡是由于靜電放電現(xiàn)象而在放電部位留下的電侵蝕痕跡。 (4)熱損傷痕跡:由于接觸部位在熱能作用下發(fā)生局部不均勻的溫度變化而留下的痕跡。金屬表面層局部過熱、過燒、熔化、直至燒穿、表面保護層的燒焦都會留下熱損傷痕跡。不同的溫度有不同的熱損傷顏色,且構(gòu)件材料表面層成分、結(jié)構(gòu)會發(fā)生變化,表面性能有所改變。 (5)加工痕跡:對失效分析有幫助的主要是非正常加工痕跡,即留在構(gòu)件表面的各種加工缺陷,如刀痕、劃痕、燒傷、變形約束等。 (6)污染痕跡:各種外來污染物附著在構(gòu)件表面而留下的痕跡是污染痕跡。 痕跡分析主要內(nèi)容 痕跡的形貌,特別是塑性變形、反應(yīng)產(chǎn)物、變色區(qū)、分離物和污染物的具體形狀、尺寸、數(shù)量及分布; 痕跡區(qū)以及污染物、反應(yīng)產(chǎn)物的化學(xué)成分; 痕跡顏色的種類、色度和分布、反光性等; 痕跡區(qū)材料的組織和結(jié)構(gòu); 痕跡區(qū)的表面性能(耐磨性、耐蝕性、顯微硬度、表面電阻、涂鍍層的結(jié)合力等); 痕跡區(qū)的殘余應(yīng)力分布; 從痕跡區(qū)散發(fā)出來的各種氣味; 痕跡區(qū)的電荷分布和磁性等。



免責聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):8257

腐蝕與“海上絲綢之路”
點擊數(shù):6632