
脲醛樹脂包覆聚硫密封劑微膠囊的制備和性能
2019-01-18 13:05:54
作者:王璇, 金濤, 王浩偉, 廖圣智, 楊懷玉 來源:中國科學院金屬研究所 ,中國特種飛行器研究所
分享至:


在航空航天飛行器、船舶和汽車的制造過程中,大量結構零部件的裝配需要螺接或鉚接。為了防止螺釘或鉚釘的松動以避免連接部位金屬的縫隙腐蝕,在裝配過程中通常在螺釘或鉚釘表面涂覆一層液體密封劑。密封在航空航天、船舶、汽車等工業領域有十分重要的作用,尤其是在航空航天飛行器的制造密封是一個重要的環節。密封(氣密、水密、油密)起減震、隔熱、防火和柔性支撐等作用,還影響飛行器的服役使用壽命和安全。據統計,在航空航天器的各類故障中40%~60%與密封材料相關,密封失效可能引發嚴重的飛行事故,甚至造成機毀人亡。
與其它工業領域使用的密封劑相比,航空用密封劑的技術標準高、要求嚴、使用環境苛刻,必須使用性能穩定的橡膠類密封劑。根據硫化溫度的不同,可將橡膠類密封材料分為高溫硫化橡膠(如氟橡膠、有機硅橡膠等)和常溫硫化橡膠(如液體聚硫橡膠、有機硅橡膠、聚氨酯橡膠)。其中聚硫密封劑,是以液態聚硫橡膠為骨架材料,配以適量補強劑、增韌劑、增粘劑和觸變劑等制備而成。固化后的橡膠彈性體具有優異的耐油、耐溶劑、耐疲勞和耐寒性能,以及優良的氣密性、水密性與油密性。液態聚硫橡膠特殊的分子結構使其具有較寬的使用溫度范圍,對多種材料表面具有可靠的粘結性能。因此,聚硫密封劑廣泛應用于飛機整體油箱、座艙、風擋、機身和機翼等典型連接件的結構密封、緊固和防腐。
聚硫密封劑的工程應用采用濕裝配過程,包括配膠、混膠、蘸膠、裝配和除膠五個工序。先按一定比例將雙組份密封劑稱重并用三輥研磨機研磨和均勻混合,然后人工涂覆到每個需要密封的螺釘或鉚釘上進行連接件的裝配。一架殲擊機需要400~500 kg密封劑,而一架大型民用客機至少需要使用1500 kg的密封劑,人工裝配的鉚釘和螺釘數目高達百萬級[8]。濕裝配工序過于繁瑣、裝配工作量大以及工人熟練程度的差異等因素,導致裝配工藝不穩定、成本高、裝配效率低以及裝配質量難以控制等問題。同時,雙組分聚硫密封劑混合后必須在規定的適用期內用完,否則將造成浪費,提高裝配成本。因此,減少裝配工序、降低生產成本進而提高裝配質量和裝配效率,一直是航空大國重點關注的技術熱點。
為了解決飛機裝配過程中聚硫密封劑存在的問題,可使用微膠囊技術將聚硫密封劑的主組分包覆到惰性高分子材料中制備成微膠囊。按一定比例將微膠囊顆粒與硫化劑相混合,再加入適量膠黏劑制備成可預涂敷密封劑,涂覆到連接件的螺釘或鉚釘上形成干膜。在裝配過程中包覆有聚硫密封劑主劑的微膠囊顆粒在外力作用下囊壁開裂,釋放出來的囊芯物與硫化劑接觸并發生硫化反應,實現螺接或鉚接處的密封與防腐目的。這樣不僅簡化裝配工序、降低生產成本,而且大幅提高裝配質量和裝配效率,實現密封劑預涂覆的工業自動化。現在,微膠囊技術已在醫藥、農藥、食品和化妝品等領域得到了廣泛的應用[9,10,11,12],而在密封劑方面微膠囊技術僅在厭氧膠包覆方面有所涉及。本文基于原位聚合技術以脲醛樹脂為壁材、聚硫密封劑主劑為芯材制備聚硫密封劑微膠囊,表征其結構和形貌并系統檢測和分析包覆前后密封劑膠膜的力學性能。
1 實驗方法
1.1 實驗用材料和儀器
實驗用材料:商品聚硫密封膠;聚乙烯醇(PVA),分析純;尿素,分析純;甲醛溶液,分析純;鹽酸(HCl),分析純;甲苯(PhMe)、三乙醇胺,分析純。
實驗用儀器:JB90-S型電動攪拌機;AXS TENSOR 27型傅立葉變換紅外光譜儀;Stemi508型金相顯微鏡;Shimadzu AGX-20kN萬能拉伸機;FP 2031/11 inspect F型掃描電鏡SEM;SD-135-22型數顯扭矩扳手;TLS型數顯表盤扭矩扳手;LX-D型邵氏D型硬度計;UV-1100型紫外可見分光光度計。
1.2 聚硫密封劑微膠囊的制備
將尿素和甲醛溶液按質量比2:1的比例加入到三口瓶中,攪拌溶解后用三乙醇胺將溶液pH值調至8-9并置于水浴中,將水浴加熱至60℃后在連續攪拌條件下反應1 h,得到透明的脲醛預聚體[20,21,22]。
將1.5 g PVA加入到98.5 g蒸餾水中,而后將混合物轉移至裝有冷凝管、溫度計和攪拌磁子的三口瓶中,將水浴升溫至90℃在持續攪拌條件下直至固體完全溶解,冷至室溫后得均勻透明的1.5%的PVA乳化劑溶液。用一定量的甲苯將聚硫密封劑主劑(20 g)攪拌稀釋均勻后加入到1.5% PVA溶液中,在600 r/min攪拌速度下乳化0.5 h后得到分散均勻的聚硫密封劑乳液。
將制備好的脲醛預聚體緩慢加入到聚硫密封劑乳化液中,在攪拌條件下用2% HCl稀溶液進行酸化,使pH值保持在2.5-3.5,而后在35℃、攪拌速度為300 r/min的條件下反應6-8 h,反應完成后將微膠囊產物經抽濾、去離子水洗滌和干燥,制備出白色微膠囊顆粒。
1.3 微膠囊中聚硫密封劑含量和密封劑包覆率的測定
基于囊芯密封劑所含TiO2組分,用強酸熱消解-紫外分光光度法測定微膠囊中聚硫密封劑的含量。先將精確稱量的密封劑微膠囊用強酸熱解法消解以溶解出包覆密封劑中的TiO2,待消解液冷卻至室溫后以中速定性濾紙過濾到100 mL容量瓶中,蒸餾水定容后備用。然后取消解液1.0 mL放入10 mL比色管中,分別加入2 mL濃硫酸和3 mL雙氧水進行顯色反應,冷卻至室溫后再用蒸餾水定容至10 mL,混合均勻。最后以不含消解液的空白液作為參比,使用厚度為10 mm的比色皿在403 nm處進行紫外吸光度檢測。用內插法結合先前繪制的標準工作曲線,計算微膠囊中聚硫密封劑含量。詳細的方法和步驟參見文獻[23]。根據微膠囊中聚硫密封劑含量測定結果并結合聚合包覆反應后所得微膠囊產物的質量,計算聚硫密封劑的包覆率。
1.4 微膠囊結構、形貌表征和力學性能的測定
使用紅外光譜和掃描電鏡(SEM)表征聚硫密封劑微膠囊的結構和形貌,基于金相顯微鏡并使用nano measurer 軟件確定聚硫密封劑微膠囊粒徑的分布。依據GB/T-18747.1-2002《厭氧膠粘劑扭矩強度和剪切強度的測定》和HB 5315-1993《航空用厭氧膠緊固扭矩試驗方法》標準,使用扭矩扳手測定聚硫密封劑的力矩。按照GB/T 531.1-2008《硫化橡膠或熱塑性橡膠壓入硬度試驗方法》標準,使用邵氏D型硬度計測定密封劑的硬度。按GB/T 528-2009《硫化橡膠或熱塑性橡膠拉伸性能應力應變性能的測定》標準使用拉力機檢測密封劑膠膜標準試片的拉伸強度與斷裂伸長率(溫度25℃,拉伸速度為500 mm/min)。
2 結果和討論
2.1 聚硫密封劑微膠囊的表征
參考相關文獻采用脲醛原位聚合對密封劑進行包覆時,在酸性或堿性條件下尿素和甲醛均可發生加成反應生成一羥甲基脲和二羥甲基脲初聚物,而后在弱酸性條件下羥甲基基團和氨基基團發生縮聚反應得到脲醛聚合體。圖1給出了脲醛樹脂、液態聚硫橡膠和所制備的聚硫密封劑微膠囊紅外光譜圖。由圖1a可見,脲醛樹脂中的N-H和O-H伸縮振動吸收峰出現在3356 cm-1處;甲基上飽和C-H伸縮振動吸收峰出現在2967 cm-1處;酰胺類Ⅰ譜帶和Ⅱ譜帶中C=O的伸縮振動吸收峰出現在1640和1556 cm-1處;酰胺C-N伸縮振動吸收峰出現在1246 cm-1處;交聯形成的C-O-C的伸縮振動吸收峰出現在1036 cm-1處;N-CO-N彎曲振動吸收峰出現在646 cm-1處。對于液態聚硫橡膠(圖1b),橡膠中CH2-CH2-S-S基團的特征吸收峰出現在1154 cm-1, 1107 cm-1,1074 cm-1,1030 cm-1和940 cm-1處。而由密封劑微膠囊紅外光譜(圖1c)可以看出,與圖1a和1b相比,圖譜中除出現脲醛樹脂的特征吸收峰外還出現了聚硫橡膠的特征吸收峰。這些結果表明,聚硫密封劑已經成功地包覆在脲醛樹脂微膠囊中。
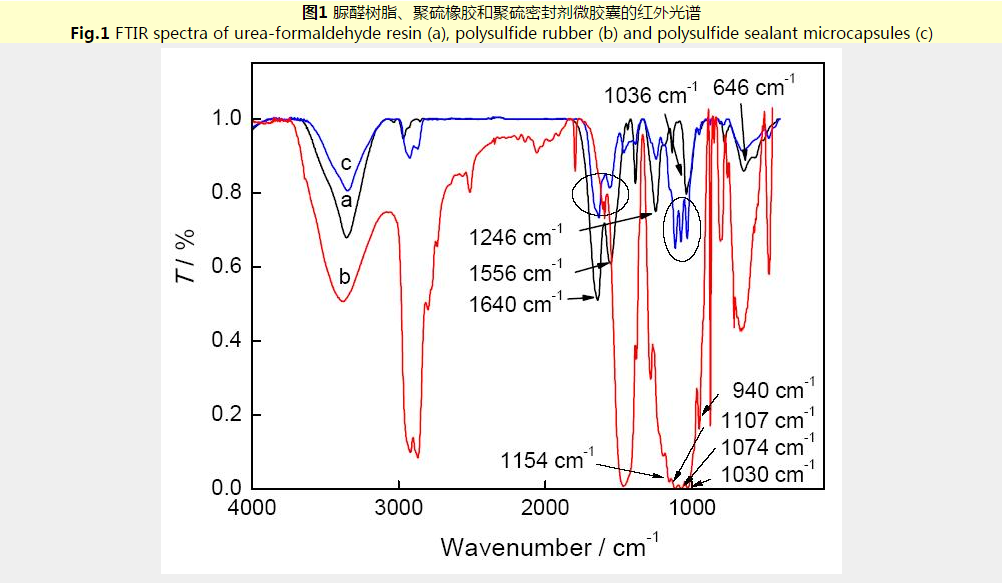
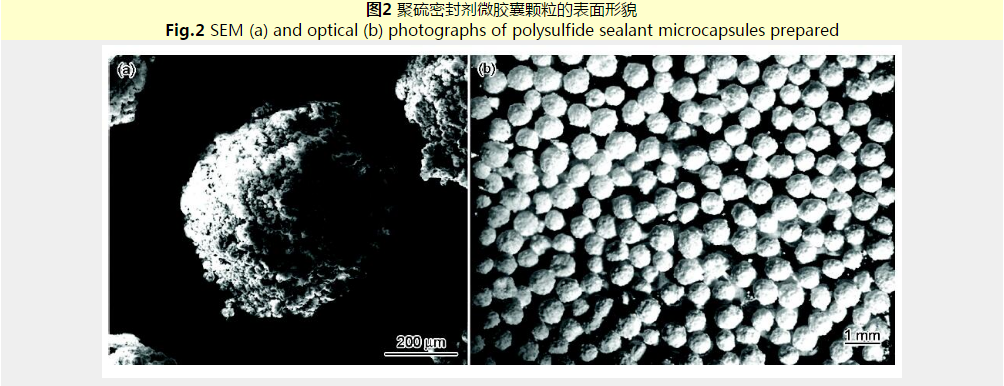
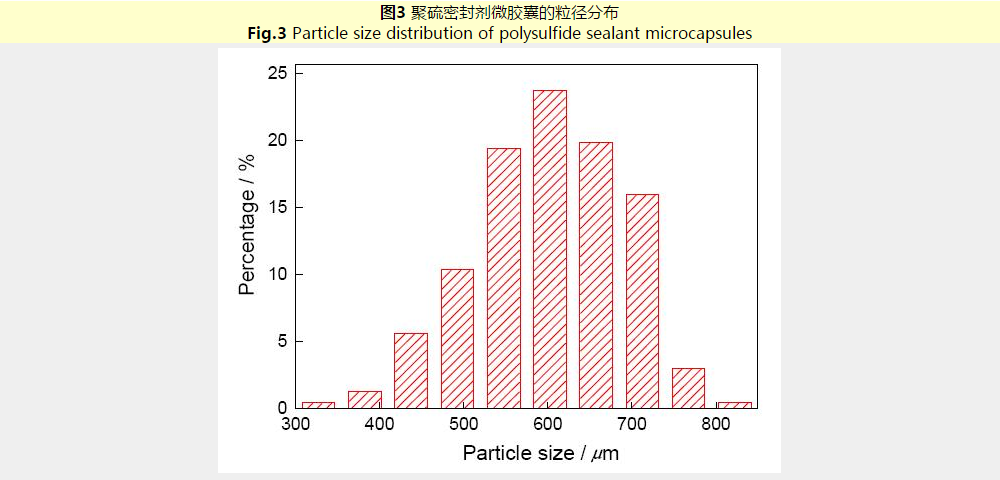
圖2給出了經洗滌、干燥后所制備的聚硫密封劑微膠囊掃描電鏡與光學顯微照片。由圖2可以看出,所制備的聚硫密封劑微膠囊顆粒呈較規則球形、表面比較粗燥,包覆膜致密且無明顯缺陷、顆粒大小均勻。圖3給出了聚硫密封劑微膠囊粒徑分布情況,可見所制備的密封劑微膠囊顆粒間無粘連,分散性好,且粒徑分布較窄,平均粒徑約602 μm。依據所制定的分析檢測方法,對在優化條件下制備的聚硫密封劑微膠囊的檢測結果表明,微膠囊中聚硫密封劑含量為65%,密封劑包覆率為73%,表明微膠囊囊芯的含量和密封劑包覆率比較高。
2.2 力學性能
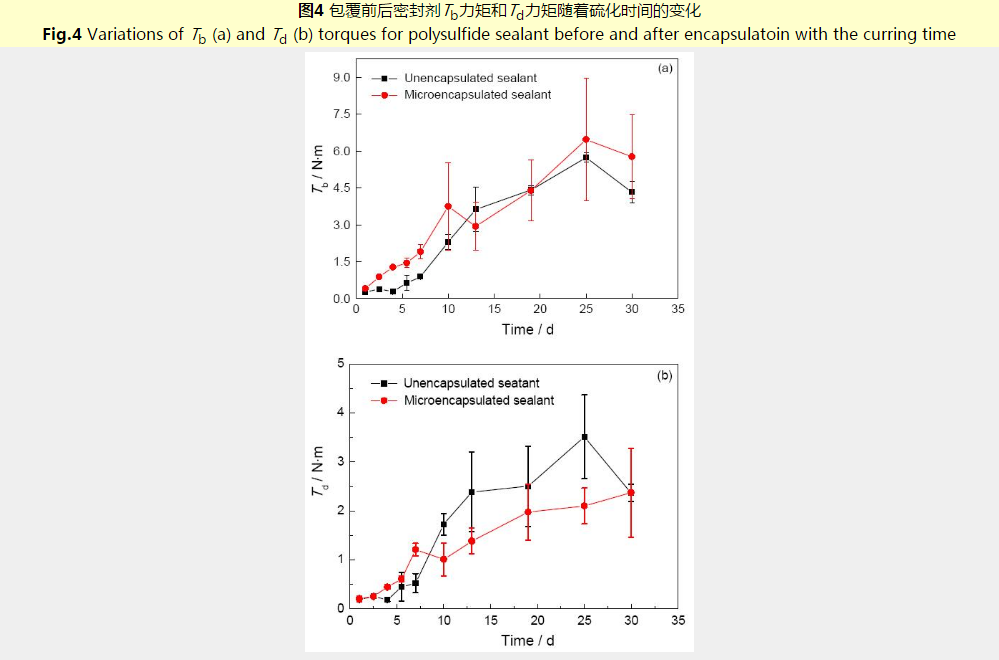
根據相關標準,將未包覆的雙組份聚硫密封劑按規定比例混合均勻后均勻地涂覆在螺栓表面,而后將螺母反復擰進擰出,使密封劑與螺紋、螺母充分接觸。完成裝配后將標準螺栓螺母試件放置在35℃的烘箱中硫化不同時間,然后依照GB/T-18747.1-2002和HB 5315-1993標準測定力矩性能。根據微膠囊中密封劑含量的測定結果將烘干的聚硫橡膠微膠囊與固化劑按一定比例混合并加入適量聚乙烯醇縮甲醛膠黏劑,混合均勻后以多次少量的方式涂覆在標準螺栓表面,然后在35℃烘干24 h,再把配套螺母擰進螺栓。將裝配好的螺栓螺母試件放在35℃的烘箱中,測定記錄密封劑力矩隨硫化時間的變化。圖4給出了包覆前后聚硫密封劑破壞力矩(Tb)和拆卸力矩(Td)檢測結果。由圖4可以看出,硫化初期密封劑Tb和Td力矩值變化不大,但是硫化反應進行到5 d后密封劑的Tb和Td力矩快速增大,而后隨著硫化時間的進一步延長力矩的增速減小。在硫化反應進行到25 d時密封劑力矩達到最大值,其最大Tb和Td力矩分別為5.88 Nm和4.61 Nm,而后隨硫化反應時間的繼續延長力矩開始減小。由圖4可見,與未包覆密封劑相比,隨著硫化時間的延長包覆后密封劑Tb和Td力矩近乎穩定的速率逐漸增大,當硫化反應進行到25 d時力矩出現最大值,最大Tb和Td力矩值分別為8.50 Nm和3.35 Nm,而后隨著硫化時間的進一步延長力矩有所下降并趨穩。對比包覆前后聚硫密封劑的Tb力矩和Td力矩結果可見,隨著硫化時間的不斷增加包覆前后密封劑力矩的變化規律與趨勢基本一致。所不同的是,在硫化初期包覆密封劑力矩隨著固化時間的延長逐漸增大,而未包覆密封劑的力矩卻相當穩定。但是隨著硫化時間的繼續延長未包覆密封劑力矩開始快速增大,且在相同硫化時間的條件下力矩值高于包覆后的密封劑值。還可看出,在力矩相對穩定時微膠囊密封劑的最大Tb力矩和Td力矩分別為未包覆密封劑的145%和73%,表明聚硫密封劑經微膠囊化后力矩性能與未包覆密封劑基本相當。
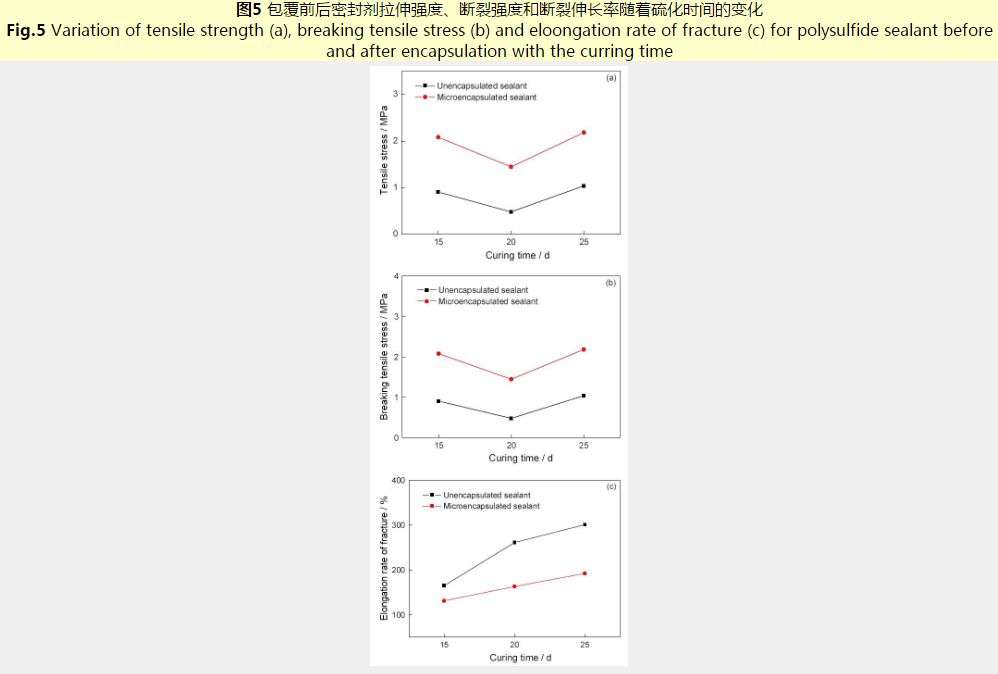
分別將包覆前后聚硫橡膠按一定比例與硫化劑混合后進行室溫硫化,其中微膠囊化的聚硫密封劑需預先研磨以使囊壁材料破裂。按GB/T 528-2009標準制備標準聚硫橡膠試片,而后在相同條件下測定拉伸性能和硬度。圖5給出了不同硫化時間包覆前后密封劑拉伸性能的測定結果。對比不同硫化時間條件下下的拉伸性能結果可見,在硫化15 d、20 d和25 d 條件下微膠囊密封劑的拉伸強度分別為未包覆密封劑的231%、302%和209%;而斷裂拉伸強度分別為未包覆密封劑的231%、279%和200%;斷后伸長率分別為未包覆密封劑的80%、74%和64%。這表明,聚硫密封劑經微膠囊化包覆后無論是硫化后膠膜的拉伸強度還是斷裂強度都大幅提高,但是密封劑膠膜的斷裂伸長率卻有所下降。
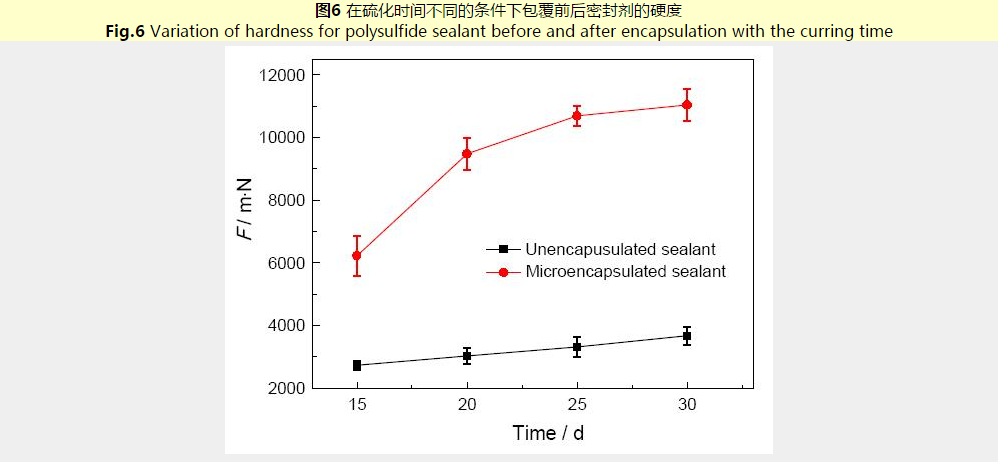
對于不同的硫化時間,按GB/T 531.1-2008標準測定包覆前后聚硫密封劑膠片硬度。基于硬度計的讀數,使用邵氏D型硬度計算公式F=445HD計算包覆前后密封劑的硬度測試力。圖6給出了不同硫化條件下包覆前后密封劑的硬度變化,可以看出,在硫化時間相同的條件下,微膠囊化后密封劑的硬度遠比未包覆密封劑的值高;在硫化時間不同的條件下微膠囊密封劑硫化膜的硬度測試力分別為未包覆密封劑時的227%、312%、322%和300%,表明微膠囊化后密封劑硫化膠膜的硬度大幅度提高。
綜合包覆前后密封劑力學性能測定結果,聚硫密封劑經脲醛樹脂微膠囊包覆后盡管其硫化膠膜的斷裂伸長率有所下降,但是拉伸強度與硬度大幅度提高,是由微膠囊化后密封劑中引入的脲醛樹脂所致。
3 結論
以聚硫密封劑為芯材、脲醛樹脂為壁材,可制備出形狀規則、分散性好、包覆層致密、平均粒徑約602 μm的密封劑膠囊。脲醛樹脂微膠囊化可大幅度提高聚硫密封劑硫化膠膜的拉伸強度和硬度,但是膠膜的斷裂伸長率降低。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763