
失效分析現場直擊——裝載機驅動橋大螺旋齒輪斷齒失效分析及改進措施
2018-11-15 11:39:43
作者:侯國清 來源:《理化檢驗—物理分冊》
分享至:


在某裝載機驅動橋大螺旋齒輪開發過程中的裝機試驗時發現,齒輪在工作200~1300h時出現斷齒失效的情況。
該大螺旋齒輪的內圓直徑為210mm,外圓直徑為380mm。失效大螺旋齒輪的宏觀形貌如圖1所示,齒輪材料為20CrMnTi鋼。齒輪的技術要求參照JB/T 6041-2013《輪式工程機械驅動橋 主減速器齒輪副 技術條件》:零件經淬火后表面硬度為58~64HRC,心部硬度為33~45HRC。齒輪熱處理按JB/T 5944-1991《工程機械 熱處理件通用技術條件》規定進行。

圖1 失效大螺旋齒輪的宏觀形貌
為查明該大螺旋齒輪斷齒失效原因,筆者對其進行了檢驗和分析,并給出了改進措施。
理化檢驗
1宏觀檢驗
對失效的大螺旋齒輪輪齒斷口形貌進行統計,如圖2所示,可以看到失效輪齒都是從齒根處產生折斷,且在齒輪大端均有殘留的一段未折斷,斷口均為凹型。
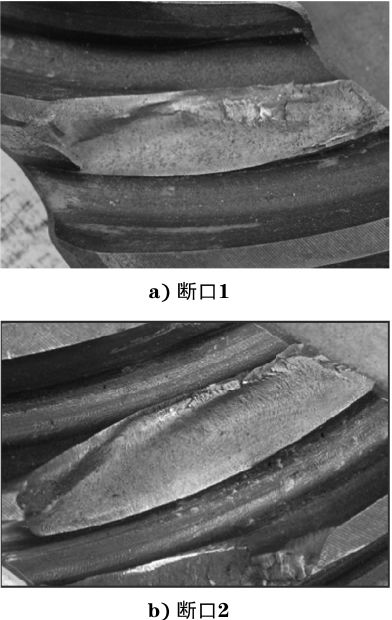
圖2 失效大螺旋齒輪斷口宏觀形貌
對失效大螺旋齒輪進行磁粉探傷,結果如圖3所示,可以看到在有些未崩斷的輪齒凸面根部存在平行于齒根的裂紋,并且裂紋的形態與圖2中折斷輪齒斷面中的斷裂線相同,均是在小端處略高,而在大端處偏低,這也再次表明裂紋起源于齒根處。
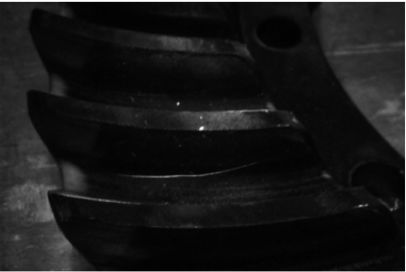
圖3 失效大螺旋齒輪未折斷輪齒齒根處裂紋形貌
為了獲得更加確切的裂紋起裂位置,在垂直于裂紋長度的方向將失效大螺旋齒輪剖開,經研磨、拋光后觀察可以看到,裂紋起源于齒根圓角與齒面的過渡位置處,如圖4所示。
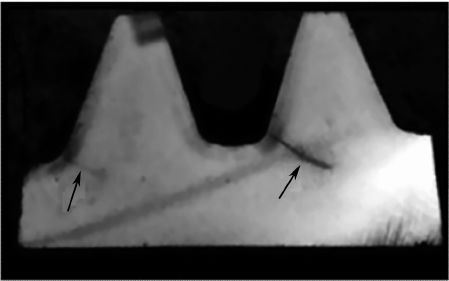
圖4 起源于齒根圓角與齒面過渡位置的裂紋形貌
從理化檢驗的結果可以看到,齒輪心部硬度偏低,低的心部硬度會降低輪齒的疲勞彎曲強度。
2斷口分析
從斷齒上切取試樣,利用掃描電鏡進行斷口微觀形貌觀察,結果如圖5所示。

圖5 失效大螺旋齒輪斷口SEM形貌
由圖5可知:大螺旋齒輪的失效模式為彎曲疲勞斷裂,疲勞裂紋在齒根處是沿齒寬方向擴展的,在輪齒內部則是沿齒厚方向擴展的。
3化學成分分析
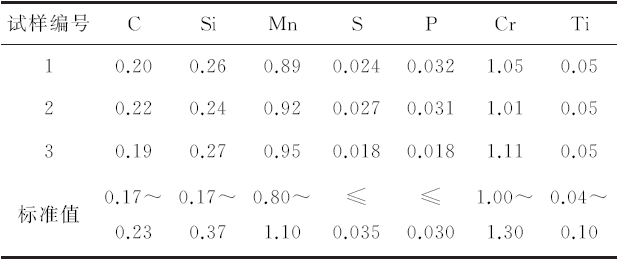
隨機選取3個失效大螺旋齒輪對其取樣進行化學成分分析,結果如表1所示,各個失效齒輪的化學成分均符合GB/T 3077-1999《合金結構鋼》對20CrMnTi鋼成分的技術要求。
表1 失效大螺旋齒輪的化學成分(質量分數)
4硬度及金相檢驗
對上述隨機選取的3個失效大螺旋齒輪的表面硬度和心部硬度進行測試,結果如表2所示。
表2 失效大螺旋齒輪硬度及金相檢驗結果
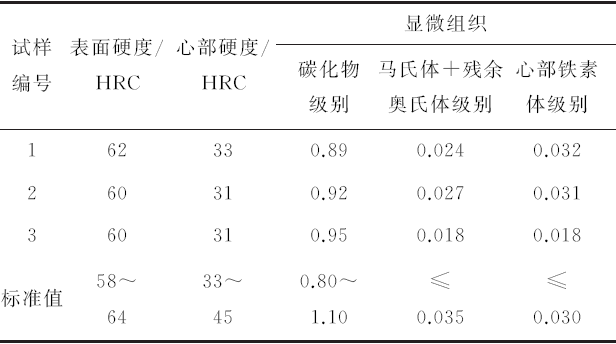
可以看到失效大螺旋齒輪的表面硬度,顯微組織中的碳化物級別、馬氏體+殘余奧氏體級別以及心部鐵素體級別均符合技術要求,但心部硬度偏低或剛剛滿足標準要求的下限,因此需要采用控制淬透性的材料或改變熱處理工藝以提高齒輪的心部硬度。
綜合分析
根據齒輪的工作特點進行受力分析可知:在齒輪其他參數不變的情況下,齒根圓角曲率半徑是影響齒根彎曲應力的主要因素,即輪齒的彎曲疲勞強度主要決定于齒根圓角曲率半徑。
根據裂紋的起始位置可知導致該大螺旋齒輪輪齒疲勞壽命較低的主要原因為齒根圓角曲率半徑太小。過小的齒根圓角曲率半徑增大了大螺旋齒輪在工作過程中齒根處的應力集中,導致其彎曲疲勞壽命明顯降低。齒輪心部的顯微組織和硬度也會明顯地影響齒輪的疲勞性能。隨著心部硬度的增加,其對齒輪硬化層的支撐作用也會增加,從而提高齒輪的疲勞強度。
對大螺旋齒輪工作過程中的嚙合斑點尺寸進行測定,結果如圖6所示。
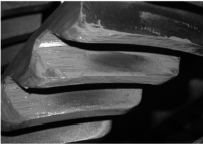
圖6 失效大螺旋齒輪工作時的嚙合斑點
根據GB/T 13924-2008《漸開線圓柱齒輪精度 檢驗細則》和GB/Z 18620.4-2008《圓柱齒輪檢驗實施規范 第4部分:表面結構和輪齒接觸斑點的檢驗》的規定可知:圖6中大螺旋齒輪實際的嚙合斑點尺寸在齒寬方向明顯小于標準技術要求。
由上述分析可以得出大螺旋齒輪的斷裂過程如下:大螺旋齒輪在工作過程中的彎曲應力作用下,由于齒輪的齒根圓角曲率半徑和嚙合斑點尺寸較小,造成了齒根處的應力集中,并且由于輪齒心部硬度偏低,對表面硬化層的支撐作用弱,最終導致裂紋在輪齒凸面中部偏小端齒根附近萌生。隨著彎曲應力的持續作用,萌生后的裂紋以裂紋源為中心向輪齒的兩端及輪齒心部擴展。裂紋在向小端擴展時,會向齒頂方向翹起,導致其擴展過程的阻力逐漸減小,使得裂紋迅速擴展到小端端部。裂紋在向大端擴展時,擴展阻力相對較大,擴展速度小于小端的,這就導致向小端擴展的裂紋已經擴展至端部時,而向大端擴展的裂紋還未擴展至端部,這也就使得齒輪折斷時剩余了大端瞬斷區內來不及擴展的一段。
改進措施
(1)更換齒頂圓角更大的齒輪加工刀具,以增大齒根圓角曲率半徑,降低齒根處的應力集中程度。
(2)對齒輪進行檢驗,保證大螺旋齒輪以及與其配合的錐齒輪加工合格,并且嚙合斑點尺寸符合相關標準技術要求。
(3)建議采用淬透性良好的20CrMnTiH鋼制造大螺旋齒輪,以獲得穩定且合格的心部硬度,進而提高齒輪心部對表層的支撐作用。
(4)在齒輪生產過程中增加強力噴丸工藝以提高齒輪的彎曲疲勞強度。
應用效果
將大螺旋齒輪的齒根圓角曲率半徑增大到3.5mm,并將齒輪材料由原來的20CrMnTi鋼換為淬透性良好的20CrMnTiH鋼,適當調整齒輪輪齒齒形并增加強力噴丸工藝。改進后,經過裝機試驗跟蹤,大螺旋齒輪的使用壽命已超過規定的壽命(2000h),未再發生早期斷齒失效情況。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:韓鑫
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763