
警惕高溫下的鋯合金腐蝕性能變化和焊接注意要點(diǎn)
2018-06-11 12:40:32
作者:本網(wǎng)整理 來源:特鋼100秒
分享至:


出差幾天了,之前準(zhǔn)備的一些素材發(fā)布的差不多了。
翻閱了下后臺,關(guān)注讀者數(shù)增加了不少,特別是5月20日以來,可能由于部分粉絲的轉(zhuǎn)發(fā)原因,后臺數(shù)字增長喜人。在此,“特鋼100秒”感謝各位讀者的無聲支持。
今天,趁著周末,就今年以來火熱的化工、醋酸等行業(yè)用材:鋯,“特鋼100秒”講講它的之性能和焊接技術(shù)要點(diǎn)。
鋯是一種昂貴的耐蝕金屬材料,具有優(yōu)良的抗酸、堿等腐蝕的能力,在某些介質(zhì)中,甚至超過了鈮、鈦等防腐蝕性能很好的金屬,能在鈦所不能勝任的腐蝕介質(zhì)下工作,所以鋯合金以其良好的抗腐蝕性能近年來逐漸被用作抗腐蝕性較強(qiáng)的化工行業(yè)的設(shè)備和管道等結(jié)構(gòu)材料。
常用牌號有Zr702(UNSR60702)、Zr704(UNSR60704)、和Zr705(UNSR60705)三種。在化工項(xiàng)目中,Zr702(UNSR60702)應(yīng)用非常廣泛。
(一)鋯合金焊接易出現(xiàn)的問題
高溫是鋯合金腐蝕性能巨變的“天敵”。
在鋯焊接時(shí),焊縫和熱影響區(qū)易被空氣中的氧、氫、氮等元素污染,生成硬而脆的化合物,并產(chǎn)生脆性的針狀組織,使焊接接頭的硬度、強(qiáng)度升高,塑性下降,耐蝕性能也大幅下降。因此鋯焊接時(shí)應(yīng)對熔池、焊縫和熱影響區(qū)進(jìn)行充分的保護(hù)以完全隔絕空氣。
鋯合金的焊接一般用鎢極惰性氣體保護(hù)電弧的焊接方法進(jìn)行焊接居多,其他的焊接方法包括:電子束焊、等離子弧焊和電阻焊等。它的焊接性能和鈦金屬焊接比較接近,由于鋯的熱膨脹系數(shù)和彈性模量小,因而焊接變形和焊縫殘余應(yīng)力比較小,建議在1100°F(594℃)下焊縫的消除應(yīng)力時(shí)間為1小時(shí)/英寸厚度。
在不受污染的情況下,焊縫不易出現(xiàn)結(jié)晶裂紋和冷裂紋。
鋯在高溫下一般容易與大氣發(fā)生反應(yīng),在200℃就開始吸收氧,300℃吸收氫,400℃吸收氮,溫度越高反應(yīng)的強(qiáng)度越劇烈。由于鋯對氧、氮和氫具活性,施焊時(shí)必須使用高純度的惰性氣體保護(hù)或在良好的真空室里進(jìn)行焊接。
鋯焊接的另一個(gè)主要問題就是焊縫中容易過于軟化而導(dǎo)致焊件錯動,根部焊道容易燒穿,因此焊接鋯時(shí),應(yīng)合適地固定焊件并盡量采用雙面焊。除鈦、鈮、銀、釩之外,鋯不能和其它金屬直接焊接。
所以,在鋯合金焊接過程中,選擇潔凈的操作環(huán)境,加強(qiáng)焊縫及熱影響區(qū)部位的隔離保護(hù)是保證焊接質(zhì)量的關(guān)鍵。
(二)鋯合金的基本特性
鋯合金焊接性能較好,在常溫下的化學(xué)性能比較穩(wěn)定,耐腐蝕性能突出,但其高溫化學(xué)性能非常活潑,對環(huán)境氣體中的氧、氮、氫以及操作環(huán)境中的粉塵、濕度等污染都有很強(qiáng)的親和力。隨著溫度的升高,其化學(xué)活性急劇增強(qiáng),與氫在200℃下生成ZrH2;與氧在300℃下,可以生成ZrO3;在550℃以上,與空氣中的氧反應(yīng)生成多孔的脆性氧化膜;在600℃下,鋯吸收氮生成ZrN;在700℃以上,吸收氧而使材料嚴(yán)重脆化,隨著溫度的增加,其吸收能力和反應(yīng)速度隨之增強(qiáng)。故焊接產(chǎn)生的高溫環(huán)境和焊縫是制約化工設(shè)備的關(guān)鍵。
鋯合金的優(yōu)良的抗腐蝕性能來源于其表面形成的氧化膜,并取決于氧化膜的完整性和牢固性,當(dāng)鋯合金在吸收了一定數(shù)量的氧、氮、氫等氣體雜質(zhì)后,其力學(xué)性能及抗腐蝕性能將急劇下降。反應(yīng)生成多孔的脆性氧化膜,所以,對環(huán)境粉塵、濕度及熱影響區(qū)表面、焊縫背面加強(qiáng)保護(hù)則是焊接過程中質(zhì)量管控的關(guān)鍵要素。
(三)影響鋯合金焊接質(zhì)量的因素和注意事項(xiàng)
3.1在大量焊口焊接預(yù)制階段,需要設(shè)置專門的封閉式潔凈場地,并嚴(yán)格控制環(huán)境的粉塵污染和空氣濕度,例如進(jìn)入施工場地須換穿干凈的勞保鞋等措施,以確保焊接環(huán)境的潔凈。在室外安裝環(huán)境下,制作臨時(shí)操作室,達(dá)到潔凈條件。

3.2加強(qiáng)對焊接接頭坡口、坡口兩側(cè)70mm范圍內(nèi)及焊絲表面清潔度的要求,是保證焊接質(zhì)量的重要因素。
3.3鋯合金焊接過程中,氣孔是最容易產(chǎn)生的缺陷。氣孔多集中在融合線、焊縫中心線附近。防止焊接氣孔缺陷產(chǎn)生最關(guān)鍵的環(huán)節(jié)就是加強(qiáng)對焊接環(huán)境潔凈度、濕度的控制及加強(qiáng)坡口、焊材表面的清理,提高焊縫區(qū)高純氬的內(nèi)外保護(hù)質(zhì)量。
3.4焊接裂紋傾向由于鋯合金熱膨脹系數(shù)低,熱變形量以及相變時(shí)產(chǎn)生的體積變化均很小,本身硫、磷、碳等雜質(zhì)含量很低,焊接過程中沒有形成裂紋的明顯趨勢。但當(dāng)焊接過程焊縫吸收一定數(shù)量的氧、氮、氫氣體雜質(zhì)時(shí),焊縫及熱影響區(qū)的性能將變脆,如果焊縫在組對等環(huán)節(jié)有應(yīng)力存在,將會產(chǎn)生焊接冷裂紋。同時(shí),氫原子具有向較低溫度的熱影響區(qū)內(nèi)的高應(yīng)力部位擴(kuò)散及聚集的性能,促使這些部位形成較為薄弱的環(huán)節(jié),因此可能導(dǎo)致焊接延遲裂紋的產(chǎn)生。
3.5在焊接試驗(yàn)中,應(yīng)選用了焊接線能量低,便于進(jìn)行焊縫氣體保護(hù)的手工鎢極氬弧焊;利用較大口徑的焊槍噴嘴和焊縫外表面保護(hù)托罩及管道內(nèi)部充氬的方式進(jìn)行空氣隔離,以達(dá)到焊縫不被氧化和吸收有害氣體的目的。
3.6焊接材料的選擇鋯合金焊接采用的填充焊絲應(yīng)依據(jù)與母材成分相匹配的原則來選擇。焊絲表面不得有重皮、裂紋、氧化現(xiàn)象及金屬或非金屬夾雜物等缺陷存在。焊絲在使用前應(yīng)進(jìn)行清洗,并干燥。
常用鋯合金母材對應(yīng)焊絲牌號(AWS)
UNS R60702 ERZr2
UNS R60704 ERZr3
UNS R60705 ERZr4
3.7保護(hù)氣體的選擇鋯合金鎢極氬弧焊采用純度不得小于99.999%的高純氬,其雜質(zhì)含量符合GB/T4842現(xiàn)行標(biāo)準(zhǔn)的要求。由于對焊接保護(hù)氣體純度的極高要求,所以焊接過程需要連續(xù)充氣,中途不能中斷,否則需重新置換充氬。因而,使用普通的單瓶氬氣直接供氣的方法不能滿足保護(hù)要求,需要將多瓶氬氣串聯(lián)增加供氣能力,通過分氣缸滿足多個(gè)焊工同時(shí)作業(yè)。
3.8坡口形式的選擇及坡口的加工清理3.8.1坡口形式:鋯合金管道的焊縫坡口形式如圖1所示。
圖1坡口的形式
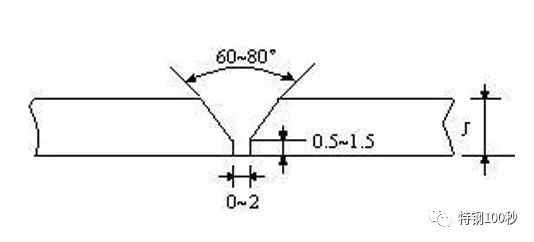
3.8.2坡口的加工及清理
1)坡口的加工:坡口表面應(yīng)光滑,組對尺寸控制要好,易清理。安裝現(xiàn)場焊口,可以采用專用砂輪機(jī)加工。
2)坡口清理。管道組對施焊前,須采用不銹鋼絲刷或不銹鋼銼刀等,對焊接坡口及兩側(cè)不小于70mm范圍內(nèi)的切削物、氧化膜、毛刺等進(jìn)行清理。清理工具應(yīng)專用并保持清潔,防止交叉污染,影響焊縫質(zhì)量。油脂等污染物采用丙酮清洗,并用棉布進(jìn)行擦拭,施焊前確認(rèn)干燥(空氣濕度相對較大的環(huán)境下需用烘干機(jī)烘干)情況。
3.9 焊絲的清理
鋯合金管道焊接前,應(yīng)采用機(jī)械或化學(xué)的方法對使用的焊絲進(jìn)行徹底的清理,鋯合金焊絲的清理方法和要求與坡口清理方法完全相同。
3.10焊縫的組對和點(diǎn)固焊
3.10.1焊縫組對應(yīng)嚴(yán)格控制組對間隙及錯邊量,對于不同厚度的兩個(gè)組對件,需要采用加工內(nèi)坡口的形式,保證內(nèi)部錯邊量符合要求。焊縫須無應(yīng)力組對。
3.10.2焊縫的點(diǎn)固焊
鋯合金管口組對點(diǎn)焊間距一般為100~150mm,點(diǎn)焊的長度以10~15mm為宜。
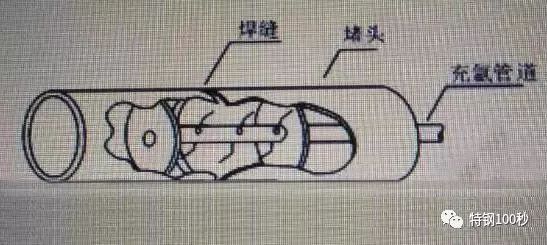
3.11焊接管口內(nèi)、外部氣體的置換和保護(hù)3.11.1焊接管口內(nèi)部氣體的置換和保護(hù)管口組對完成后,應(yīng)先對管口內(nèi)部的氣體進(jìn)行置換。為保證管內(nèi)氣體置換質(zhì)量,節(jié)省氬氣,提高效率,對預(yù)制階段的管口或便于在管口內(nèi)部進(jìn)行隔離的情況下,采用在管道內(nèi)部設(shè)置堵頭,局部充氬的方式如圖2。
圖2 局部充氬示意圖
對于現(xiàn)場焊口或不易于在管口內(nèi)部進(jìn)行堵頭式隔離的情況下,焊口組對前,在焊縫兩側(cè)分別設(shè)置易溶紙,組對后從焊縫組對縫隙適當(dāng)?shù)奈恢贸淙霘鍤膺M(jìn)行置換,或者根據(jù)現(xiàn)場具體情況,利用焊縫兩側(cè)的法蘭或可拆卸位置拆開后,安裝堵頭,進(jìn)行充氬置換。
3.11.2焊接管口外部氣體的置換和保護(hù)
由于鋯合金高溫化學(xué)性能非常活潑,在焊接過程中僅依賴氬弧焊焊槍噴嘴供應(yīng)的氬氣對熔池和高溫焊道及熱影響區(qū)進(jìn)行保護(hù)是無法保證焊接質(zhì)量的。為了確保滿足高溫區(qū)氣體隔離、延長氬氣保護(hù)時(shí)間的要求,必須增加特制的管道外部氣體保護(hù)裝置,對在高溫狀態(tài)下的焊接熔池、高溫焊道及熱影響區(qū)進(jìn)行高純氬隔離保護(hù)。
采用氣體保護(hù)托罩,托罩的規(guī)格隨管道的規(guī)格變化。氣體托罩由外殼、不銹鋼或銅絲網(wǎng)、輸氬管嘴配合焊炬等構(gòu)成。使用時(shí),配備相應(yīng)的輸氬軟管,隨焊炬的拖動隨之移動。
(四)焊接技術(shù)要點(diǎn)
4.1嚴(yán)格控制焊接線能量,以減少焊接熱輸入,減少每層焊接厚度,有利于控制區(qū)域的溫度及冷卻速度,接層間溫度不得大于100℃。
4.2焊接過程中必須確認(rèn)內(nèi)部充氬置換徹底,制作并正確使用焊道外保護(hù)罩,確保保護(hù)氬氣純度不低于99.999%,同時(shí)選擇焊炬噴嘴直徑在20~25mm之間,并檢查噴嘴溢出的氬氣流量保持穩(wěn)定,從而使焊接的熔池、焊縫、熱影響區(qū)得到良好的保護(hù),從隔離方面保證焊接質(zhì)量。
4.3起弧時(shí),焊槍必須先送氣,以使焊絲熔化之前就處在氬氣保護(hù)之中,并采用高頻引弧;熄弧時(shí),應(yīng)使用電流衰減裝置,焊接弧坑必須填滿。
4.4焊接過程中,粘貼在坡口處高溫膠帶應(yīng)隨著焊接進(jìn)程而揭開。焊接過程中,填充焊絲的熔化端須始終處在高純氬的保護(hù)之中,熄弧后應(yīng)待熔化端冷卻后,才可從保護(hù)中取出,焊絲頭如被污染或氧化,其污染或氧化部分須予以徹底切除。
4.5施工過程中,應(yīng)嚴(yán)格控制打磨量和表面溫度,防止坡口表面氧化。安裝焊口現(xiàn)場作業(yè)時(shí),針對大氣環(huán)境及灰塵等實(shí)際情況,采取必要的防風(fēng)防污染措施。現(xiàn)場采用制作帆布蓬,以將焊接區(qū)域與外部環(huán)境臨時(shí)隔離開來,產(chǎn)生一個(gè)有利于焊接操作的空間,保證焊縫焊接質(zhì)量。
4.6焊縫返修對焊縫表面氧化現(xiàn)象或無損檢測發(fā)現(xiàn)的不合格部位,必須進(jìn)行返修。返修前,應(yīng)根據(jù)具體情況,分析缺陷產(chǎn)生的原因,并制定針對性的返修方案。“特鋼100秒”提醒:焊縫同一部位的返修不得超過兩次。
4.7由于鋯合金焊接時(shí)液態(tài)金屬流動性特別好,管子坡口組對裝配時(shí)鈍邊、間隙應(yīng)嚴(yán)格按工藝指導(dǎo)書規(guī)定,以免焊接時(shí)燒穿。管子管件定位焊的工藝措施及焊接材料應(yīng)與正式焊接一致,點(diǎn)焊高度不得超過管壁厚的2/3,定位焊的焊縫不得有裂紋、氣孔或不允許存在的氧化變色等缺陷,否則應(yīng)打磨。
(五)焊接質(zhì)量的檢查
所有焊接完成了,對鋯材焊接部位進(jìn)行質(zhì)量檢驗(yàn)依然重要環(huán)節(jié),只有進(jìn)行完以下嚴(yán)格檢驗(yàn)的焊接部位才是最終成品。“特鋼100秒”匯總?cè)缦拢?/span>
1、鋯焊縫可采用液體滲透探傷、X射線進(jìn)行檢驗(yàn),應(yīng)沒有裂紋、咬邊、未焊透和超標(biāo)的氣孔存在。
2、暴露在空氣中的鋯,在不同的溫度下,表面將形成ZrO或Zr2O3或ZrO2等氧化膜,從而呈現(xiàn)不同的表面顏色,如表面形成氧化膜很薄,用不銹鋼絲刷清除即可,對性能影響不大。從深藍(lán)色到灰白或白粉末狀則表明焊縫金屬受到嚴(yán)重的污染,必須全部鏟掉焊縫金屬和臨近的母材。對于焊縫表面的顏色,比如銀白色僅僅是拖尾保護(hù)有效性的一種顯示,而不能保證焊矩保護(hù)是適當(dāng)?shù)摹5S到淡藍(lán)色通常表示焊縫保護(hù)溫度低于約1000℉,這種顏色在繼續(xù)進(jìn)行焊接之前必須用鋼絲刷刷去。
下表中的顏色表示污染程度增加。
淡黃色
深黃色 表面氧化皮:用鋼絲刷刷去
淡藍(lán)色
深藍(lán)色 金屬污染
灰藍(lán)色 采用打磨除去并補(bǔ)焊
灰 色
白 色 (松散的附著物)
一般說,一直到淡藍(lán)色的顏色可以用鋼絲刷來除去。深藍(lán)色的顏色一般表示污染程度發(fā)叉嚴(yán)重。如果想要使焊縫獲得一個(gè)有效的延展性,必須打磨掉焊縫污染的表面及金屬相鄰的區(qū)域并補(bǔ)焊。灰色或白色是焊炬或拖尾保護(hù)失效的一種顯示,而且必須除去。
表面顏色僅僅給出了表面氧化層的厚度,但由于鋯氧化層在高溫下(超過1200°F)被金屬熔解掉,厚的氧化層是焊縫本身受到污染的一種很好的顯示。
3、焊炬保護(hù)——建議用取掉附加保護(hù)氣體試驗(yàn)來檢查焊炬保護(hù)。這種檢驗(yàn)應(yīng)在每個(gè)工作日的開始和焊接期間定期地進(jìn)行。在一塊干凈的廢的鋯材上起弧,并穩(wěn)定地保持電弧直到小的熔池在焊炬噴咀下形成為止。然后通過降低電流或開關(guān)來熄弧,熄弧之后焊炬保持不動直到熔池冷卻為止。焊炬氣體中來自空氣或漏水的雜質(zhì),或不純或干擾的保護(hù)氣體將會導(dǎo)致熱影響區(qū)變色。
4、彎曲試驗(yàn)——檢驗(yàn)延展性的一種簡單的彎曲試驗(yàn),在焊縫污染的檢驗(yàn)中也是有效的。雖然可以采用面彎和背彎等復(fù)雜的方法,也可加工一條兩個(gè)鋯窄條之間簡單的對接焊縫,然后將其固定在一個(gè)臺鉗上用彎軸進(jìn)行彎曲。良好延展性的焊縫在五倍半徑彎軸范圍內(nèi)彎曲180°且無裂紋。如果焊道明顯地比母材金屬厚,在彎曲之前,應(yīng)將其打磨或機(jī)加到與母材金屬相齊平。
5、硬度——去污染焊縫的布氏硬度與母材硬度相比不得超過30點(diǎn)(即洛氏B5個(gè)點(diǎn))。如果超過,則說明污染嚴(yán)重,與焊縫表面或根部顏色無關(guān)。
焊縫硬度比母材硬度高30HB(5HRB),無論焊縫表面顏色如何,都認(rèn)為焊縫已經(jīng)受到嚴(yán)重的污染。
6、對于焊縫的返修,應(yīng)在返修前用機(jī)械方法清除缺陷,并用目視和液體滲透檢查確保缺陷消除干凈,返修的焊接上述的要求一致。返修的部位應(yīng)重新進(jìn)行規(guī)定的檢驗(yàn)。同一部位的返修次數(shù)不宜超過兩次。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):5768

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):4763