
耐磨涂層的制備方法
2017-06-01 10:58:10
作者:本網整理 來源:網絡
分享至:


摩擦磨損是自然界的一種普遍現象。摩擦是兩配合表面之間由于微區接觸而產生的原子或分子間的相互作用所引起的阻礙其相對運動的現象;而磨損是指兩配合表面的物質由于相對運動而不斷損失的現象。只要存在物體表面間的相對運動就必然會出現摩擦,有摩擦就必然伴隨著磨損,可產生磨損的工作條件包括滑動、微振、沖擊、擦傷、侵蝕等。但由于磨損原因的復雜性和磨損類型的不確定性,在進行耐磨涂層選擇時,必須分析清楚零部件的工作環境。采用熱噴涂技術可以增大軟基體或已經發生磨損的基體的耐磨損性能。
一般來說,與同類材料的鑄造或鍛造結構相比,熱噴涂涂層結構具有更高的耐磨性能。這是由于在熱噴涂過程中粒子經受高速淬火以后,形成了具有一定孔隙的特殊結構,在金屬涂層中,變形粒子周圍還會形成少量氧化物。涂層所具有的微觀孔隙結構不僅有利于零件表面潤滑膜的保持,而且能夠容納磨損產生的碎屑,對提高零件表面的耐磨性能有利。
根據摩擦表面的磨損過程及其破壞機理,可將磨損分為磨料磨損、粘著磨損、腐蝕磨損、疲勞磨損、微動磨損、沖蝕磨損和高溫磨損,高溫磨損實質上是粘著磨損和磨料磨損的綜合。各類磨損的特點及其對涂層材料的性能要求見表所示。

1.耐磨涂層性能要求
對耐磨涂層的要求取決于耐磨涂層與基體材料的力學匹配性、化學匹配性、施加載荷的方向和大小以及涂層本身的性能。根據耐磨涂層的應用不同,涂層硬度、化學穩定性、涂層屈服強度、抗裂紋生核與長大的能力等因素都影響涂層的耐磨性能。
(1)涂層結合強度要求。
對耐磨涂層的首要要求就是確保涂層與基體有足夠的結合強度,為此,基體材料與涂層材料的選擇與設計應以確保涂層牢固結合為前提。
1)基體應無變形。當耐磨涂層用于高負荷工況時,基體應有足夠的硬度和屈服強度,以支承涂層不發生變形。
2)涂層與基體材料的彈性模量匹配性? 在彈性應變情況下,如果涂層與基體的彈性模量不匹配,在負載時就會在涂層與基體的界面處產生陡變式的應力。若涂層的剛性大于基體,涂層中的應力就會增大。隨著載荷和涂層與基體的彈性模量差別增大,應力增大。
表列出了高速鋼與碳化物的彈性模量。
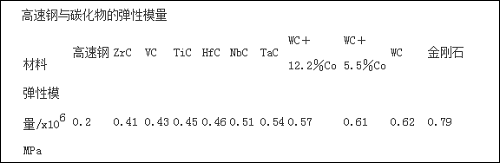
3)涂層與基體材料的剛性匹配。要使硬質耐磨涂層具有較長的使用壽命,涂層與基體材料的剛性應有合理的匹配。如果在剛性小的基體材料上沉積剛性高的涂層。由于剛性不匹配,就會使涂層中的拉應力增大,導致在涂層中形成裂紋并波及到基體,從而引起涂層發生早期破壞。
4)熱膨脹系數的匹配性。如果涂層與基體材料的熱膨脹系數不匹配,就會因體積變化而產生應力。通常,涂層與基體相比是很薄的,因此,基體的熱膨脹基本上不受涂層熱膨脹的影響,而涂層的熱膨脹則強烈的受到基體熱膨脹的影響。涂層與基體由于熱膨脹不匹配而產生的熱應力基本上都集中在涂層中。熱膨脹系數差別越大,涂層中的應力就會越大,產生裂紋甚至剝落的傾向性就越大。這就是許多耐磨涂層尚未遭受嚴重磨損就發生過早剝落失效的主要原因之一。
表列出了一些碳化物、氮化物涂層材料與鋼的熱膨脹系數。
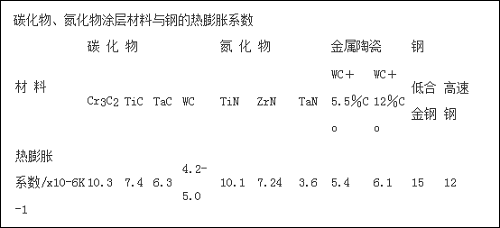
當基體的熱膨脹系數大于涂層的熱膨脹系數時,在升高溫度時產生的應力為拉應力;反之,若涂層的熱膨脹系數大于基體時,則為壓應力。由表可以看出,大多數碳化物、氮化物及金屬陶瓷涂層的熱膨脹系數均小于鋼,只有TiN、NbN和Cr3C 2的熱膨脹系數比較接近于高速鋼的熱膨脹系數,但差別仍不小。
5)涂層與基體材料之間的親和力。涂層與基體之間的親和力即化學結合能力直接影響涂層與基體之間的結合強度。通常,一種化合物在另一種化合物中的固溶度低時,它們之間的結合強度也弱。只有當涂層與基體之間具有最大的化學親和力而又不會產生脆性界面相時,涂層與基體的結合強度才最大,才能充分發揮耐磨涂層的作用。
(2) 涂層耐磨性要求。
在前述必須確保涂層與基體有足夠牢固的結合條件下,才能進一步提出對涂層耐磨性的要求,這主要包括如下一些內容。
1)涂層硬度。提高涂層硬度,有利于增大涂層的屈服強度,防止發生變形;涂層硬度增高,抗磨料磨損性能增強,涂層的磨料磨損速率與涂層硬度成反比。若涂層硬度超過磨料顆粒的硬度,磨料磨損速率急劇下降。因此,在磨料磨損的工況下,涂層硬度應盡可能的高。而在滑動磨損情況下,應考慮使用韌性強的具有單相結構的軟涂層,但不能有第二相硬質顆粒存在,否則將引起嚴重的磨料磨損。
2)耐高溫磨損性能。當硬質涂層用作耐高溫磨損涂層時,不僅要求具有良好的高溫紅硬性,即具有高的高溫硬度,而且涂層與對偶摩擦材料之間的化學溶解度要小。
3)耐腐蝕磨損性能。耐磨涂層在腐蝕性介質中的耐磨性能還取決于涂層在化學介質中的耐蝕性能。許多硬質涂層都具有優異的耐蝕性,特別是氧化物和碳化物等陶瓷涂層是很好的耐腐蝕磨損涂層材料。
4)涂層顆粒之間的結合強度高。硬質涂層顆粒之間應具有高的結合強度。例如,WC-Co金屬陶瓷涂層是很著名的耐磨涂層材料,鈷對碳化鎢等硬質顆粒的潤濕性極好,因而使碳化鎢顆粒能牢固的粘結在一起,不會發生剝落,在這種前提條件下,才能充分發揮碳化鎢硬質相的高耐磨特性。
顯然,耐磨涂層的成功應用既取決于涂層本身的耐摩擦磨損特性,還取決于涂層與基體之間性能的合理匹配。
2.耐磨涂層噴涂材料選擇
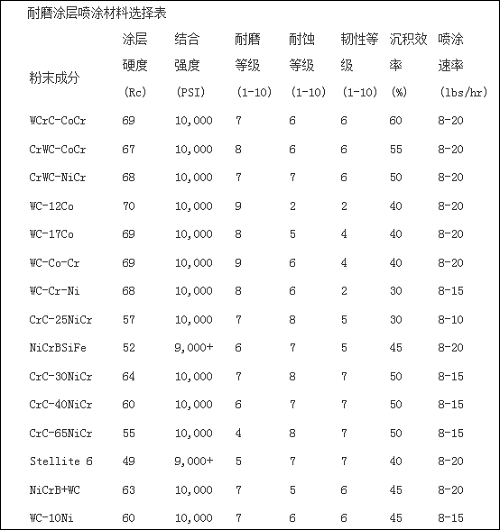
在某些情況下,要求涂層既具有良好的耐磨損性能也要具有非常優良的耐腐蝕特性,例如,在石油、化工、海洋性氣氛等環境介質中工作的零部件,如果將涂層耐磨損性能及耐腐蝕性能分為十個等級進行定性評價的話,其結果如表所示。其中,1級表示該涂層的耐磨損性能或耐腐蝕性能最差,10級表示該涂層的耐磨損性能或耐腐蝕性能最優。
依據耐磨涂層使用環境的差異,應選擇不同的噴涂材料及噴涂工藝,例如:
(1)軟支承用涂層。這類涂層允許磨粒嵌入,也允許變形以調整軸承表面。噴涂材料多為有色金屬,如鋁青銅、磷青銅、巴氏合金和錫涂層等。具體應用零件如:巴氏合金軸承、水壓機軸套、止推軸承瓦、壓縮機十字滑塊等。
(2)硬支承用涂層。硬支承表面通常在高載荷和低速度工況條件下工作,該類支承一般用于可嵌入性和自動調整性不重要的部位,以及潤滑受限的部位。噴涂材料可選用鎳基、鐵基自熔合金、氧化物和碳化物陶瓷(如Al2O3-TiO2,Co-WC等)、難熔金屬Mo以及Mo加自熔合金等。具體應用零件如:沖床減震器曲軸、防擦傷軸套、方向舵軸承、渦輪軸、主動齒輪軸頸和活塞環燃料泵轉子等。
(3)耐磨粒磨損涂層。當使用溫度低于540℃時,涂層要能經受外來磨料顆粒的切削和犁溝作用,涂層硬度應超過磨粒硬度;涂層材料可選用自熔合金加Mo或Ni/Al混合粉、高鉻不銹鋼、Ni/Al絲、T8鋼以及自熔合金加Co/WC混合粉。具體應用零件如:泥漿泵活塞桿、拋光桿襯套、混凝土攪拌機的螺旋輸送器、煙草磨碎錘、芯軸、磨光拋光夾具等。
當耐磨粒磨損涂層的使用溫度在538-843℃之間時,涂層要求在高溫下有超過磨粒的硬度,還必須要有良好的抗氧化性,可采用鐵基、鎳基、鈷基噴涂材料(如鈷基Cr,Ni,W合金粉,Ni/Al絲,奧氏體低碳不銹鋼,鎳、鈷自熔合金等)以及Cr3C2金屬陶瓷粉;在受沖擊或振動負荷時,若溫度低于760℃,自熔合金最好;而當侵蝕嚴重時,最好采用Cr3C2;如主要用于抗氧化,則可采用鐵、鎳、鈷基涂層。
(4)耐硬面磨損涂層。當使用溫度小于538℃時,磨損是由于硬面在較軟表面上滑動時,硬的凸出部分使軟表面開槽而導致刮出碎屑,此碎屑具有同磨粒一樣的作用,這種情況下要求涂層要比配對表面硬,可采用某些鐵基、鎳基、鉆基噴涂材料、自熔合金、有色金屬(例如加鐵鋁青銅)、氧化物陶瓷、碳化鎢及某些難熔金屬涂層材料。具體應用零件如拉絲絞盤、制動器套筒、撥叉、塞規、軋管定徑穿孔器、擠壓膜、導向桿、漿刀、滾筒、刀片軋碎機、纖維導向裝置、成型工具和泵密封圈等。
當耐硬面磨損涂層的使用溫度在540-815℃時,雖基本情況與以上相同,但由于磨損在高溫下會加劇進行;所以,須采用鉆基自熔合金、Ni/Ai及碳化鉻涂層材料。當溫度低于760℃且有沖擊負荷時,宜選用自熔合金;溫度更高時宜選用Cr3C2涂層;以抗氧化為主則選Ni/Al等。具體應用零件如:鍛造工具、熱破碎輥、熱成型模具等。
(5)耐微振磨損涂層。由于磨損通常是由不可預計的微振引起的,所以當使用溫度小于540℃時,應選韌性較好的涂層,如自熔合金、氧化物、碳化物金屬陶瓷、某些Ni,Fe,Co基噴涂材料和有色金屬等。具體應用零件如,伺服馬達樞軸、凸輪隨動件、搖臂、汽缸襯套、防氣圈、導葉、螺旋槳加強桿等。
當耐微振磨損涂層的工作溫度在538-843℃時,由于工作溫度較高,可采用特定的鐵基、鎳基、鈷基材料及金屬碳化鉻陶瓷材料。具體應用零件如:噴氣式發動機的渦輪機氣密圈、氣密環、氣密墊圈和渦輪葉片等。
(6)耐氣蝕涂層。因涂層要承受液體流中的氣體沖擊,故要求涂層具有良好的韌性、高的耐磨性、耐流體腐蝕、無脆性。可用Ni基自熔合金、含Al9.5%、Fe1%的銅合金、含Ni38%的銅合金、自熔合金加Ni/Al混合粉、316型不銹鋼、超細的Al2O3及純Cr2O3等,且所有的涂層都應該經過密封處理。具體應用零件如:水輪機葉片、耐磨環、噴頭和柴油機氣缸襯套等。
(7)耐沖蝕磨損涂層。這些涂層要能經受尖銳的、硬顆粒引起的磨損。可采用幾種Ni基自熔合金粉、自熔合金加細銅混合粉、高Cr不銹鋼粉、超細Al2O3粉、純Cr2O3粉、Al2O387%+TiO2l3%復合粉和Co/WC復合粉。具體應用零件如:抽風機、水電閥和旋風除塵器等。
3.耐磨涂層噴涂參數設置
采用美國Praxair公司生產的JP5000型超音速火焰噴涂設備噴涂耐磨涂層時,其參數設置如表所示。
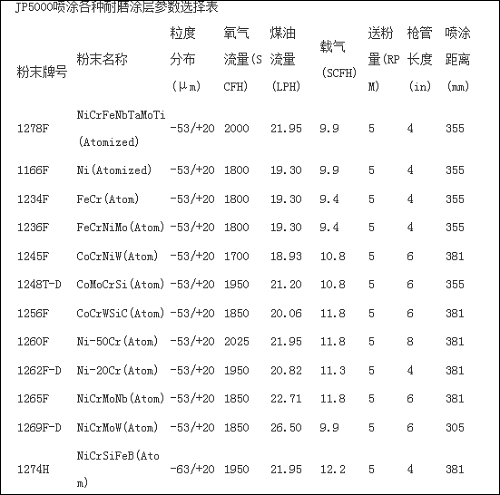

由于超音速火焰噴涂有其自身的特點,在實際噴涂過程中要注意以下兩點:①因為超音速火焰噴涂輸入到基體的熱量較大,一定要嚴格控制冷卻措施,以免發生基體過熱、變形等導致工件報廢的現象;②要特別注意不噴涂部位的遮蔽保護,由于在超音速火焰噴涂工藝中,噴涂粒子并未加熱至完全熔化狀態,粒子具有一定的剛性,且飛行速度較高,遠遠超過常規等離子噴涂工藝中的粒子飛行速度,采用常用的防粘涂料及防遮蔽膠帶方法已不能滿足遮蔽要求,而必須采用薄鐵皮或薄銅皮捆扎遮蔽法。
4.耐磨涂層后加工
對于耐磨涂層來講,磨削是唯一切實可行的精加工方法。由于涂層顆粒之間的結合主要依靠機械鑲嵌結合,且含有一定的孔隙,從磨削的觀點看,熱的轉移比較緩慢,常規致密材料的磨削加工方法并不適用于涂層材料的磨削加工。如果磨削壓力過大或速度過快,可能造成涂層表面顆粒發生轉移或被移動,從而導致涂層內部顆粒發生脫落,甚至導致整個涂層從基體剝離。決定磨削加工工藝方法的因素包括:涂層類型、工件形狀、要求光潔度和公差等。
一般來講,噴涂粉末越細、涂層孔隙率越低、涂層越均勻,磨削加工后的光潔度越好。
選擇砂輪時應考慮涂層種類、硬度、工件大小與形狀、磨削量、表面光潔度要求、磨床類型等因素。一般遵循以下原則:
(1)盡可能選用最銳利的砂輪,這種砂輪切削速度快,不易過熱。砂輪銳利程度與砂輪所用磨粒的類型及粒度有關。對于磨削耐磨涂層的砂輪來講,常用的磨粒是碳化硅和金剛石。這是因為碳化硅磨粒在磨削時發生破裂后會呈現新的銳利的切削刃,而金剛石磨粒具有良好的耐久性,能干凈地磨削各種硬質耐磨涂層。當磨粒粒度較小時,不僅具有較小的表面積,而且切削刃較銳利,比粗磨粒更容易陷入涂層內部,從而獲得較高的光潔度。一般來講,用于耐磨涂層粗磨的磨粒粒度在125-150目,用于細磨的粒度在380-400目。
(2)所選砂輪內部結構及其硬度級別要能夠提供自由磨削的效果。砂輪內部結構是指砂輪內部各個磨粒之間的間距,具有多孔結構的砂輪,其磨削效果更佳,這是由于顆粒間造成的間隙能夠提供更大的存屑空隙造成的。砂輪硬度不同也會影響耐磨涂層磨削效果,較硬砂輪比較軟砂輪具有更長的使用壽命。當磨削應力較小、接觸面積較大及磨削速度較高時,推薦采用較軟的砂輪;當磨削應力較大、光潔度要求較高、接觸面積較小及砂輪較窄時,推薦采用較硬砂輪。
(3)選擇最適合的砂輪粘結類型。常用砂輪粘結劑有兩種,即陶瓷粘結劑和樹脂粘結劑。采用陶瓷粘結劑的砂輪能夠承受較高的磨削速度和精確的配合公差,且不受水、酸、油及溫度變化的影響,但要求磨床轉速要小于砂輪的安全操作速度,一般小于33米/秒。而采用樹脂粘結劑的砂輪,可用于更高的磨削速度,并產生更高的光潔度。
針對JP5000噴涂的WC類耐磨涂層,推薦磨削工藝如下:
1) 采用精密、高質量的磨削設備;
2) 選用水溶性冷卻介質淋洗;
3) 選用樹脂粘結金剛石砂輪,當工件外徑小于50mm時,選用φ500的砂輪;當工件外徑大于50mm時,選用φ762的砂輪;
4) 采用兩步法進行磨削,第一步:進行粗磨,其磨削參數為:磨粒粒度125-150目;砂輪轉速25-30m/s;工件轉速0.3m/s;磨削深度<0.01mm;移動速度0.2-0.3m/min,縱向進磨量0.025-0.05mm;第二步:進行細磨,其磨削參數為:磨粒粒度380-400目;砂輪轉速25-30m/s;工件轉速0.5m/s;磨削深度<0.005mm;移動速度0.05-0.1m/s,縱向進磨量0.025~0.05mm。
在磨削過程中,砂輪磨削面的狀況會發生變化,使用一段時間后,不是發生砂輪面的砂粒被磨損掉,使得磨粒的高度與粘結劑高度相等,就是發生砂輪面被磨削材料所填充,這兩種情況都會削弱砂輪的磨損能力,導致摩擦(擦光)多于磨削,此時,應對砂輪進行修整或更換新的砂輪。當采用金剛石工具修整砂輪時,工具經過砂輪表面的橫移速度影響砂輪的最終切削作用,快速橫移能打開砂輪面,使磨粒重新變鋒利,從而提高砂輪磨削能力;與此相反,當橫移較慢時,會導致砂輪面封閉,使磨粒鈍化并引起砂輪變硬,對熱噴涂耐磨涂層,不推薦使用慢速修整法。所以,在使用金剛石砂輪磨削耐磨涂層時,保持砂輪鋒利非常重要,有利于獲得較高的表面光潔度。
對耐磨涂層的磨削一般推薦采用濕式磨削,如果采用適當的保護措施,也可采用干磨削。但是,濕磨削的優點要遠遠大于干磨削。濕磨削時,可以使用較硬的砂輪,且不會增加爆皮或熱裂的發生率,使表面顆粒的脫出減至最少,并且得到的表面光潔度較好,砂輪不會很快被填塞,需要的修整次數也會少。此外,濕磨削還有助于沖洗掉磨屑殘渣。磨削液的過濾和合適的濃度對表面光潔度也有影響。
總之,只要在磨削加工過程中仔細操作,就可以獲得具有良好光潔度的耐磨涂層表面。下面是確定耐磨涂層磨削工藝時需要考慮的一些因素。
1)使用較軟的、自由磨削的砂輪,可大大減少擦光和磨粒脫出的機會;
2)保持砂輪面清潔、鋒利;
3)采用正確的砂輪修整工藝;
4)進行粗磨時盡量選用粗粒度砂輪,進行精磨時要選用細粒度砂輪,如果想用粗砂輪來獲得好的表面光潔度,可能導致磨粒脫出、污染或燒焦;
5)使用輕磨削。耐磨涂層通常較薄,過大的磨削壓力可能引起涂層表面分層或表面顆粒脫出;
6)進行最后一道磨削工序時應采用無火花磨削,否則會導致砂輪面鈍化或釉光;
7)始終保持涂層受壓,通過噴涂面向基體下切才能使分層和顆粒脫出限制到最小;
8)磨削工藝優化處理。磨削參數變化對磨削速度和光潔度有較大影響,耐磨涂層表面光潔度在很大程度上取決于所選用的磨削工藝。當給定砂輪存在問題時,應進行砂輪速度、進給速度、工件速度及修整工藝。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
投稿聯系:編輯部
電話:010-62313558-806
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461