
熱噴涂涂層的磨削
2017-03-01 12:18:58
作者:本網(wǎng)整理 來源:熱噴涂與再制造
分享至:


磨削主要適用于外圓、內(nèi)圓、平面以及各種成形表面(齒輪、螺紋、花鍵等)的精加工。它可以用于加工難加工熱噴涂涂層,但比起磨削加工其他難加工的金屬材料,其生產(chǎn)效率較低。一般磨削精度可達(dá)IT6~IT5級,表面粗糙度Ra值可達(dá)0.80~0.20。
一、影響砂輪切削性能的因素及其選用
磨削加工所用的刀具是砂輪,目前可用于磨削難加工熱噴涂涂層的砂輪種類不多,只有綠色碳化硅、金剛石和立方碳化硼砂輪。
1.磨料
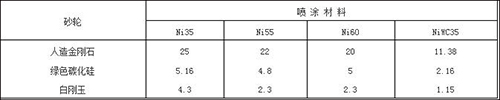
磨料在磨輪中擔(dān)負(fù)切削的材料,它和車刀材料一樣應(yīng)具備高的硬度、高的耐磨性、足夠的抗彎強(qiáng)度與沖擊韌性、高的耐熱性等。目前,用于高硬度熱噴涂涂層磨削加工的磨料有綠色碳化硅、人造金剛石和立方碳化硼。大量的實(shí)驗(yàn)表明人造金剛石砂輪的性能遠(yuǎn)遠(yuǎn)優(yōu)于綠色碳化硅與白剛玉砂輪。
表1是不同砂輪的磨削效率對比。
立方氮化硼砂輪,從許多實(shí)際加工的例子以及一些與人造金剛石砂輪的磨削對比情況說明,它有更高的磨削效率和更好的磨削性能。例如,用立方氮化硼砂輪磨削鎳基噴熔層(粉102+50%WC)外圓,硬度HRC76~78。又如磨削鎳基噴熔層(粉102+35%WC)外圓,硬度HRC65,不但磨削效率高。且加工質(zhì)量亦優(yōu)于金剛石砂輪。因此,立方氮化硼砂輪是磨削加工高硬度熱噴涂涂層比較理想的砂輪。
表1 噴涂層的磨削效率(g/min)對比
2.粒度
粒度表示磨料顆粒的大小,一般用號數(shù)來表示。粒度主要依據(jù)表面粗糙度來選擇,在保證一定表面粗糙度的條件下,盡可能選用小粒度號數(shù)的粒度即磨料顆粒尺寸較大,這樣不但保證了加工表面質(zhì)量,而且可以采用較大的切削用量,從而提高了生產(chǎn)效率。
(1)綠色碳化硅砂輪的粒度選用范圍是:36#~80#。
(2)人造金剛石砂輪的粒度選用范圍是:
表面粗糙度為Ra1.25~2.5,粒度為46#~60#;
表面粗糙度為Ra0.63~1.25,粒度為80#~100#;
表面粗糙度為Ra0.32~0.63,粒度為120#~150#;
表面粗糙度為Ra0.16~0.32,粒度為150#~240#。
(3)立方氮化硼砂輪的粒度選用范圍是:
表面粗糙度為Ra0.32~1.25,粒度為80#一100#;
表面粗糙度為Ra0.16~0.63,粒度為100#~150#;
表面粗糙度為Ra0.32~0.08,粒度為150#~240#;
表面粗糙度為Ra0.16~0.02,粒度為280#~W40。
3.砂輪硬度
硬度是指磨粒受力后從砂輪脫落的難易程度。砂輪硬度影響砂輪的“自礪性”,這對于磨削熱噴涂涂層是很重要的。砂輪硬度的一般選用原則是,被加工材料硬度越高,砂輪硬度的級別越軟。這一原則也適合熱噴涂涂層的磨削。
綠色碳化硅砂輪的硬度選用范圍是ZR—R(中軟一軟)。軟1(R1)、軟3(R3)有較高的磨削效率。
人造金剛石砂輪的硬度級別有ZR、Z、ZY、Y,只有樹脂結(jié)合劑的人造金剛石砂輪才有硬度級別。一般選用ZR與Z級。
4.濃度
濃度是金剛石與立方氮化硼砂輪的一個性能指標(biāo),它是指在砂輪的工作層內(nèi)單位體積金剛石或立方氮化硼的含量。規(guī)定lcm3體積中金剛石或立方氮化硼含有4.4克拉(0.88g)的砂輪,稱其濃度為100%。
濃度共分5種,見表2。
濃度的選用。粗磨時應(yīng)選濃度高的砂輪,因單位面積上有較多的磨粒,切削能力較強(qiáng)。半精和精磨,一般選用中等濃度(75%左右)的砂輪。
表2 金剛石砂輪濃度

5.砂輪寬度
砂輪寬度對磨削的徑向分力影響較大,徑向分力Fy容易引起振動,這對于加工質(zhì)量與砂輪的耐用度都是不利的。所以,在磨削難加工熱噴涂涂層時,應(yīng)盡量選用窄的砂輪(在砂輪強(qiáng)度允許的條件下),其寬度約為砂輪直徑的10%左右為宜。
6.組織
砂輪的組織反映容納切屑空間的大小,它可分為緊密、中等、疏松三類,號數(shù)為0~12。一般采用中等組織的砂輪。磨削難加工熱噴涂涂層時,為了避免砂輪被“塞實(shí)”,特別在磨內(nèi)圓時,可采用疏松組織(10~12號)的砂輪或采用大氣孔砂輪。
二、 磨削用量的選擇
圖1 磨削運(yùn)動
磨時的運(yùn)動如圖1所示,其磨削用量有:砂輪速度v、軸向進(jìn)給量fa、工件速度vo、徑向進(jìn)給量fr。
1.砂輪速度v
試驗(yàn)表明,砂輪速度過低,砂輪的磨耗會增大,加工表面粗糙度變差。但砂輪的速度過高,砂輪的磨耗也會增大,對加工表面粗糙度的改善并不明顯。因此,砂輪速度在一定的加工條件下,有一合理的數(shù)值。一般,綠色碳化硅砂輪速度v=20~25m/s;
人造金剛石砂輪速度v=15~25m/s;
立方氮化硼砂輪速度v=25~35m/s。
2.軸向進(jìn)給量fa
軸向進(jìn)給量增加,生產(chǎn)率隨之增大,但砂輪的磨耗亦增大,加工表面粗糙度變差。一般內(nèi)、外圓磨削fa=0.5~lm/min;平面磨削fa=10~15m/min。
3.工件速度vo
工件速度過高,容易產(chǎn)生振動。一般工件速度vo=10~20m/min。
4.徑向進(jìn)給量fr
徑向進(jìn)給量亦稱磨削深度,它對磨削表面的尺寸精度、表面租糙度,砂輪耐用度以及磨削效率等影響較大。用綠色碳化硅砂輪磨削Ni04噴涂層內(nèi)孔,當(dāng)徑向進(jìn)給量等于0.006mm/雙行程時,磨削效率、砂輪耐用度均已大大下降,并且產(chǎn)生明顯的振動,表面粗糙度變差。所以,磨削難加工噴涂層內(nèi)孔的徑向進(jìn)給量比磨削淬火鋼要小得多。
徑向進(jìn)給量的選用原則是:當(dāng)加工要求越高、工藝系統(tǒng)剛性越小、熱噴涂涂層的硬度越高等,則徑向進(jìn)給量fr應(yīng)越小。
一般,外圓磨fr=0.005~0.015mm/dst(mm/雙行程)
內(nèi)圓磨fr=0.002~0.01mm/dst
平面磨fr=0.005~0.02mm/d3t
磨削加工方法,在保證尺寸精度和表面粗糙度的高要求是好的,但存在的主要問題是生產(chǎn)率低。特別是磨削難加工熱噴涂涂層,其徑向進(jìn)給量是很小的,若要完成一定厚度余量的磨削,其生產(chǎn)率自然是不能令人滿意的。
另外,熱噴涂層內(nèi)孔的磨削要比磨外圓困難,但內(nèi)孔表面用等離子噴涂修復(fù)更具有特殊意義。因?yàn)閮?nèi)孔表面多是薄壁盤類零件上的一部分,采用等離子噴涂修復(fù),除了獲得高耐磨性的表面外,不致引起整個零件的熱變形,這是用傳統(tǒng)堆焊修復(fù)方法所做不到的。因而,它對擴(kuò)大零件的修復(fù)范圍是很重要的,根據(jù)對某一工程機(jī)械要修復(fù)的零件表面進(jìn)行統(tǒng)計,內(nèi)孔表面占70%左右。內(nèi)孔磨削加工的問題顯得突出。
因此,提高磨削熱噴涂涂層的生產(chǎn)率,特別是提高磨削噴涂層內(nèi)孔的生產(chǎn)率是一個需要解決的重要問題。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:龐雪潔
投稿聯(lián)系:編輯部
電話:010-62313558-806
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8125

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6461