
陽極的設計對電鍍有多重要你知道嗎?
2016-05-27 10:00:32
作者:本網整理 來源:樂將電鍍
分享至:


一說到電鍍,大家可能最關心的是鍍液成份,添加劑選擇,工藝流程設計這些。但其實不太引人注意的陽極設計同樣非常關健,因為陽極的分布影響電力線的分布。電力線越密集處,電流密度越大,鍍速也越快,也是工件易“燒焦”位。電力線分布越均勻,則陰極電流密度分布越均勻,鍍層厚度分布也越均勻。陽極設計技巧,細節往往決定產品最終品質。
1、水平方向陽極排布的影響
水平方向陽極排布是均勻分布好還是集中分布好?是密一點好還是稀一點好?
對于長度較長工件的電鍍(如鋼管鍍鋅),生產中常有如圖1中所見a、b、c三種陽極排布。
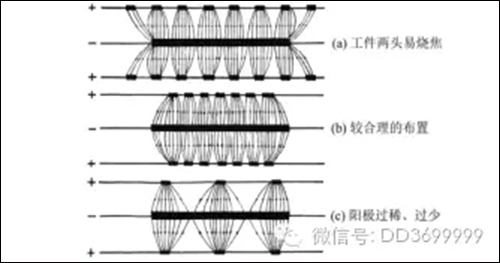
圖1 水平方向的陽極布置
采用a的陽極分布時,水平方向陽極總長度超過工件許多,工件左右兩頭的電力線過于集中、緊密,陰極電流密度過大,兩頭不僅鍍層厚,且很易燒焦。
采用b排布,陽極水平方向兩頭均短于工件長度(一般宜短10~15cm),則電力線分布較均勻,工件兩頭鍍層不致過厚,也不易燒焦,是合理的陽極分布。
因此,陽極在陽極桿上的位置不應一成不變,而宜根據工件情況,適時給予恰當的調整。
圖中c排布則陽極過少、過稀,這是不大懂電鍍的人常犯的錯誤。有的朋友常會碰到鍍鋅鋼管一段亮一段不亮,差別很明顯,這種不良顯然槽中只稀稀拉拉掛了幾個鋅板有關。當陽極過稀時,電力線分布很不均勻,離陽極近的一段電力線密集,電流密度較大,鍍層光亮性好;兩陽極間隔處對應的工件部分則情況剛好相反。原則上,在陽極面積允許大的情況下,陽極越密集,則電力線分布越均勻,電鍍效果越好。所以說有很多老鍍廠經營者總以為少掛陽極就可省金屬材料消耗,其實他們忘了物質能量守恒定律,陽極少了往往導至金屬鹽要加的量很大,增加了成本不說,最可怕的是還影響了產品品質,得不償失!
2、垂直方向陽極長度的影響
2.1滾鍍的陽極長度
滾鍍時,工件集中在滾桶下部分,當陽極過短時,僅通過滾桶上部孔眼使上部工件導電,而集中在桶下部的工件則缺少電流,因而耗時長且效果差。原則上,陽極長度超出滾桶最下部分10~15cm,工件的受鍍面積才最大,滾鍍快且效果好。
有一個例子:一電鍍廠上氯化鉀滾鍍鋅,為求快而將滾桶直徑做得很大。由助劑廠家配套供應全部材料,但新配液怎么也滾不亮,對鍍液調來調去還是不行。只好新配一槽液,但仍然不行,找不出原因。經赫爾槽試驗顯示雖不理想,但鍍貨應沒什么大問題。最后發現原來陽極桿上直接掛著在塊鋅錠,大家都見過市場上剛買回的鋅錠長度是很短的,電力線分布嚴重不均。解決方法是:將鋅錠重新鑄造為長鋅板,掛上后再鍍,效果很好,鍍不亮的問題迎刃而解。其實問題就出在助劑廠家也不懂滾鍍對陽極長度的要求。
2.2陰陽極的相對長度與上下相對位置
陰陽極的相對長度與上下相對位置對電力線分布的影響如下圖所示。
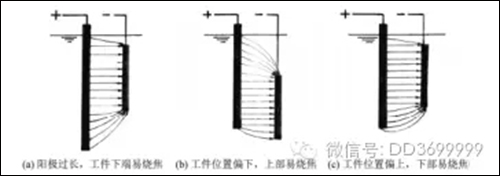
(1)一般而言,陽極的長度應略短于工件(或掛具)垂直方向的長度;否則因槽底空間過多,陽極又過長時,工件下端電力線過于集中,下端鍍層厚且易燒
焦。對于定型產品加工,應先認真考慮陽極或掛具的設計。曾經有一專業加工摩托車消聲器工廠,在設計自動線時,將鍍鎳的陽極鈦籃設計過長,生產后消聲器下部老是燒焦返工,無法解決。后來只好將500余只鈦籃分批交鈦制品廠將下端截去一段后重新封底,才把問題解決,所以說設備生產廠家也應有懂電鍍工藝要求的人才行。
(2)當工件較短時,對于定型產品,最好設計掛具,多件連接裝掛;對于非定型產品,若圖省事,為取掛快而不愿連接,單件鉤或栓掛,則一方面應注意銅掛鉤長度要適宜,另一方面只能減小平均電流密度以防上部或下部燒焦。當工件懸掛較深時,上部易燒焦。
舉一實例:某廠鍍摩托車衣架,銅鉤掛上部連桿圓環,但上部鍍鎳燒焦不少,鍍鎳燒焦后返修又難,十分頭痛。最后把銅掛鉤做短一點后就再也不會產品燒焦還省了銅材!往往就是這些細節的問題,若不注重陰陽極位置的相互關系,也會出大錯。這不但是一個實際問題,背后還涉及一些理論基礎。
實際生產中,陽極長度是不好輕易變動和靈活掌握的。像鍍鉻的不溶性陽極,一旦成型就很難改變,此時可以采用“陽極屏蔽法”來調整陽極的導電長度,前幾天我們團隊就接到一位浙江麗水的朋友咨詢鍍鉻產品每掛上部高區的容易燒焦問題,我們建議他陽極外面設一個兩頭系軟線的PVC塑料板,通過調整其高度來調整陽極被屏蔽的下端長度,從起到調整陽極有效長度的作用。而對于可溶性陽極,往往要注意會出現溶損后過短的問題,故應及時檢查、更新。
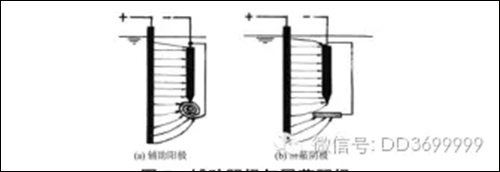
上圖為采用輔助陰極與屏蔽陰極的情況。
輔助陰極是在電流密度過大處另加一個與陰極相連的陰極(比如用銅絲燒制的螺旋圓面),讓其消耗部分電流以減少工件對應部分的電流。這在鍍鉻中被常采用。屏蔽陰極則是在電流密度過大處附近設法固定大小適中的絕緣塑料板,使部分電力線無法穿透。后者若設計得當,則其上不會像輔助陰極那樣會沉積消耗金屬。
3、傳質不均造成厚度分布不均勻
當電鍍大平面工件(如大鐵板鍍鋅)時,由于平板中間部位的主鹽金屬離子消耗后的傳質補充速度小于周邊主鹽金屬離子的補充速度,濃差極化較大,往往中間部位鍍層薄、亮度差。此時若靜止鍍,效果很差,采用陰極移動則稍好。當允許空氣攪拌時,最好采用空氣攪拌。另一辦法是在板中間部位設法加輔助陽極。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:劉洋
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475