
什么原因?齒輪上的固定螺栓頭部螺帽與本體斷開失效
2018-06-22 12:29:46
作者:史可慶,劉哲,劉永超 來源:《金屬加工(熱加工)》雜志
分享至:


去年5月接到某公司邀請(qǐng),分析解決該公司設(shè)備失效問題。到廠后對(duì)于此失效設(shè)備進(jìn)行了初步調(diào)查取證:此失效件為齒輪上的固定螺栓,螺栓頭部螺帽與本體斷開失效。溝通得知本產(chǎn)品的相關(guān)信息,螺栓為購買的軋制半成品,材質(zhì)為20MnTiB。自行熱處理后使用,工藝為:860℃保溫后淬火,然后420℃回火。成品硬度為33~40HRC,抗拉強(qiáng)度Rm≥1030MPa,淬火后心部90%以上為馬氏體。調(diào)取熱處理操作記錄和監(jiān)控,排除工藝執(zhí)行問題引發(fā)失效的可能性。針對(duì)以上得到的基本信息情況,進(jìn)行理化分析試驗(yàn)。
1.宏觀分析
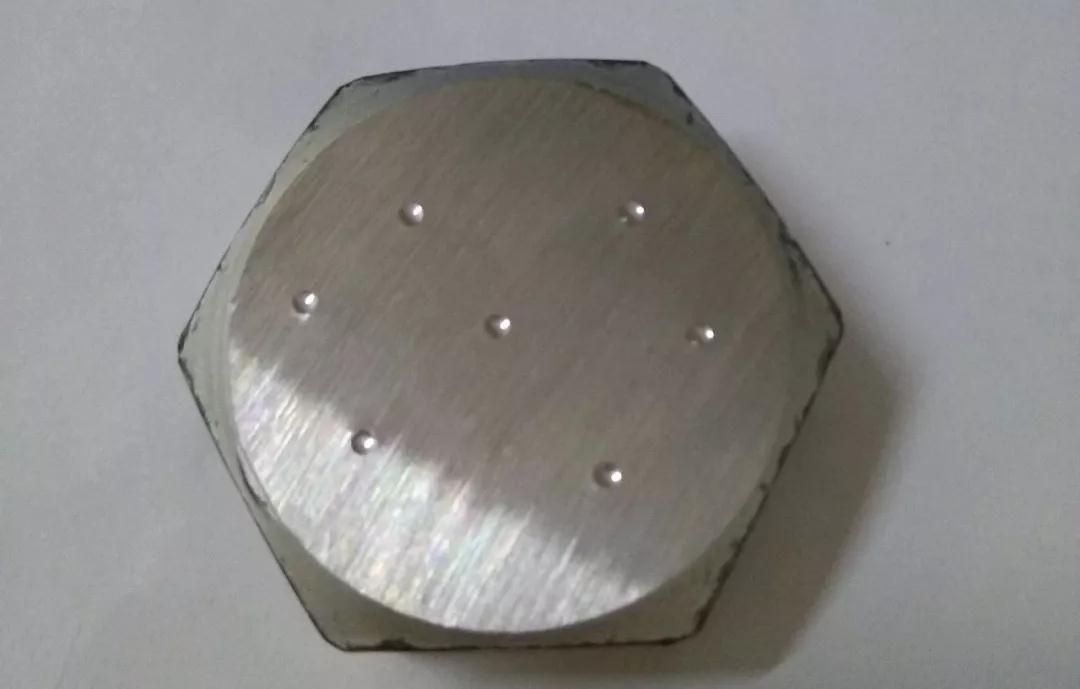
失效螺栓為在齒輪上的固定螺栓,螺栓頭部螺帽與本體斷開失效,螺帽內(nèi)端面有明顯的撕裂失效形貌,且有明顯貝紋線。該螺帽外表面是經(jīng)過涂層處理的,有銀色涂層存在,如圖1所示。

(a)

(b)
圖1失效螺栓宏觀形貌
2.理化分析
(1)光譜分析
先將螺栓頭部螺帽外端面用銑床銑掉表層涂層,進(jìn)行光譜分析和硬度測(cè)試如圖2所示,結(jié)果如表1、表2所示。

(a)
(b)
圖2 外表面分析測(cè)試

根據(jù)表1的結(jié)果分析,成分符合20MnTiB的要求,且無明顯的成分偏析狀況。
(2)硬度檢驗(yàn)
將螺栓頭部螺帽沿著中心軸線鋸切為兩半,磨制試樣,然后在內(nèi)端面進(jìn)行硬度檢驗(yàn)如圖3所示。

(a)

(b)
圖3剖切后分析測(cè)試分析
結(jié)果如表2所示。根據(jù)表2的結(jié)果分析內(nèi)外表面硬度均符合32~39HRC要求,根據(jù)DIN50150標(biāo)準(zhǔn)推算強(qiáng)度也符合Rm≥1040MPa的要求。
表2 硬度檢測(cè)結(jié)果 (HRC)
|
檢測(cè)位置 |
外表面1 |
外表面2 |
外表面3 |
內(nèi)表面1 |
內(nèi)表面2 |
內(nèi)表面3 |
|
硬度值 |
35.5 |
35.5 |
36 |
35.5 |
36 |
35.5 |
(3)金相檢驗(yàn)
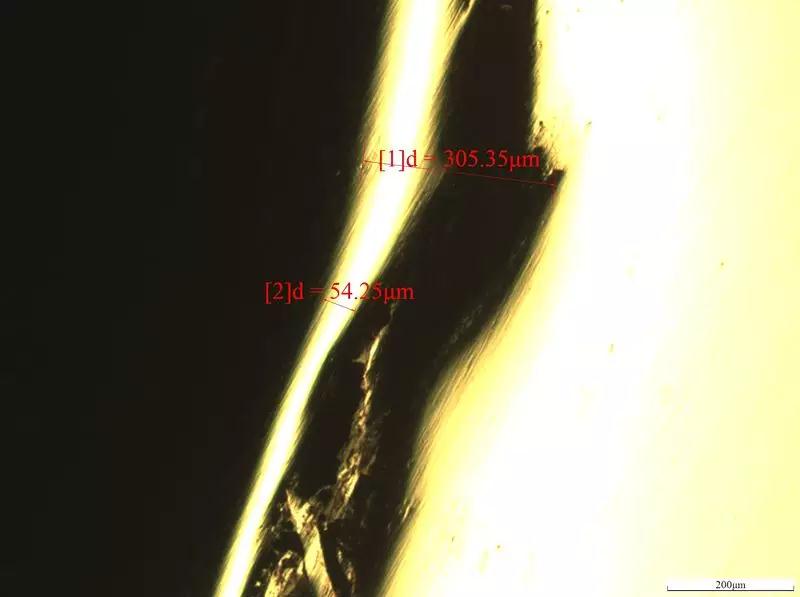
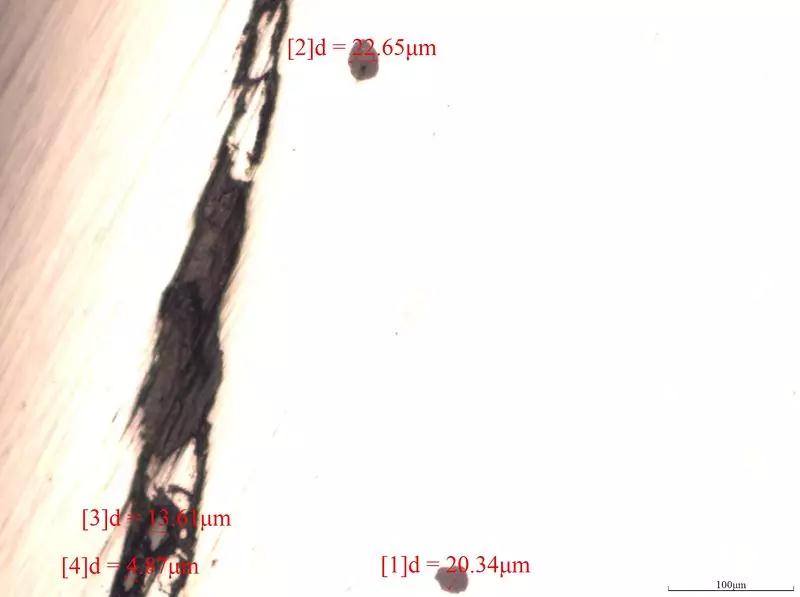
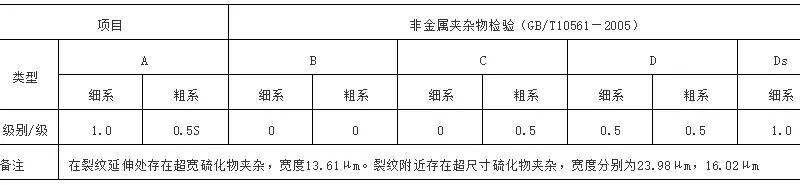
將剖切面進(jìn)行磨制拋光,進(jìn)行金相分析,在剖切面一側(cè)發(fā)現(xiàn)靠近內(nèi)端面有一處裂紋,裂紋方向與內(nèi)端面平行,裂紋距內(nèi)端面最大距離305.35μm,距內(nèi)端面最小距離54.25μm。并且在裂紋擴(kuò)展方向處存在超寬的硫化物夾雜,在裂紋附近也存在超尺寸硫化物夾雜,結(jié)果如圖4、圖5所示。對(duì)剖切面根據(jù)標(biāo)準(zhǔn)GB/T10561—2005進(jìn)行夾雜物評(píng)級(jí),結(jié)果如表3所示。

(a)

(b)
圖4 剖切面拋光后宏觀形貌
(a)50×
(b)100×

(c)100×
(d)100×
圖5 剖切面拋光后微觀照片
表3 剖切面夾雜物分析結(jié)果
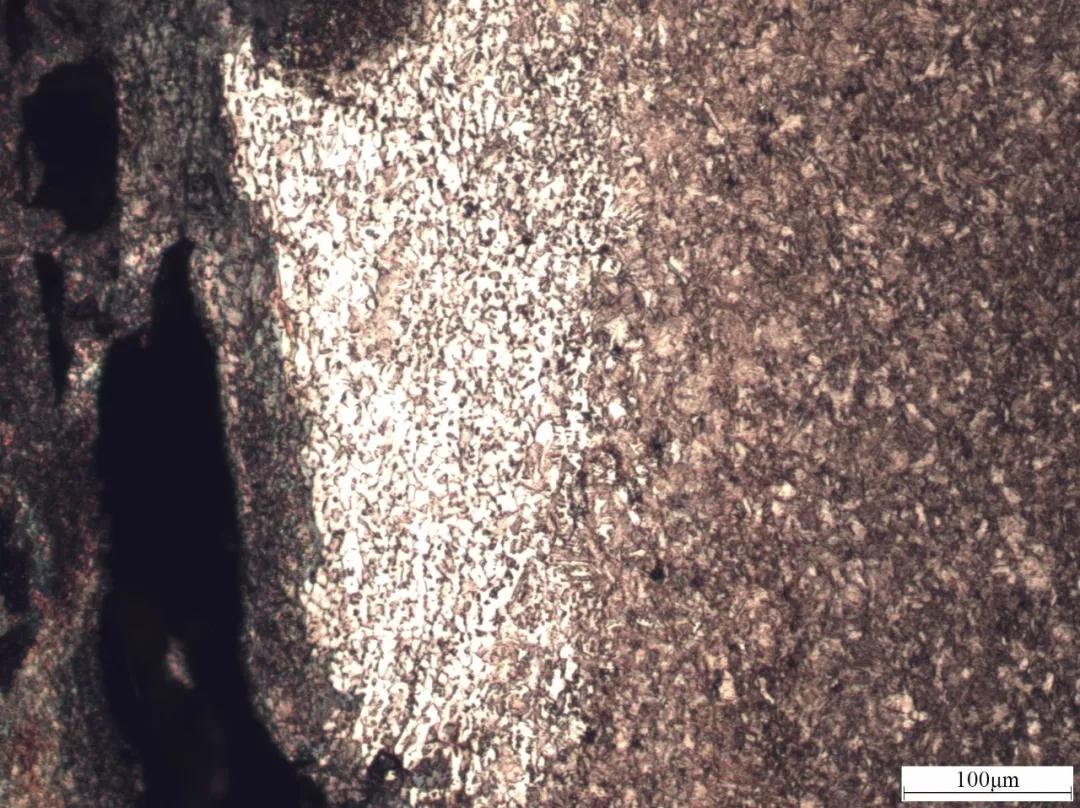
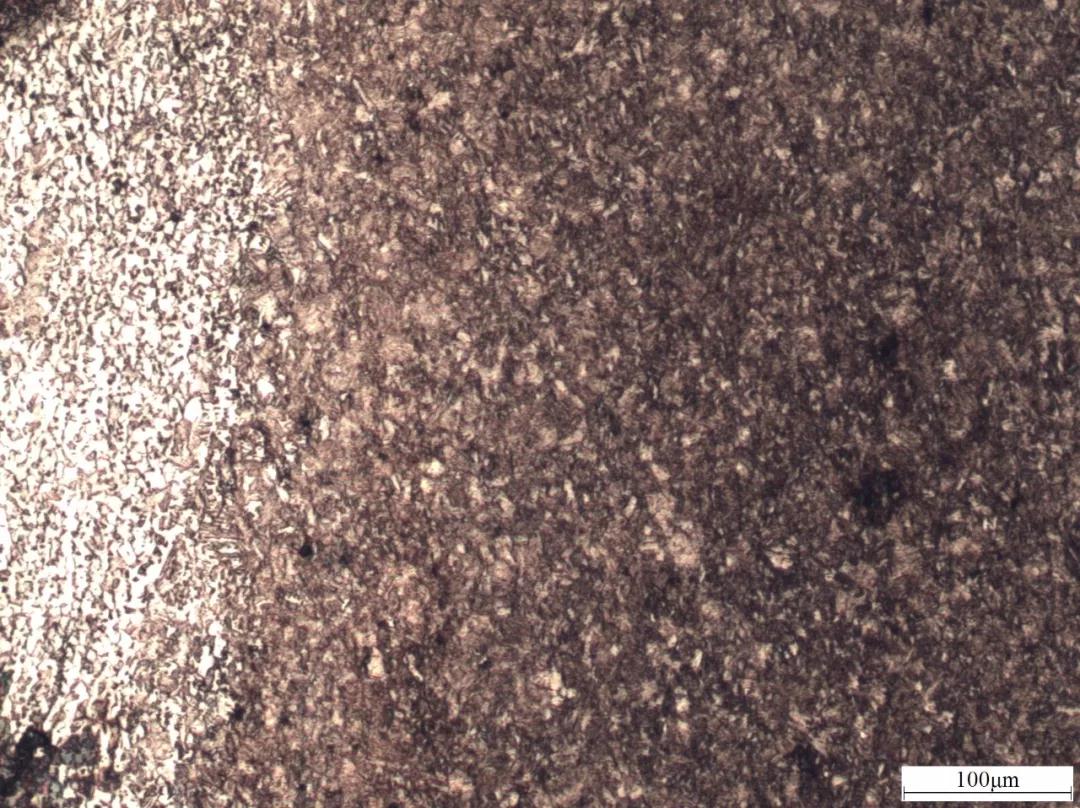
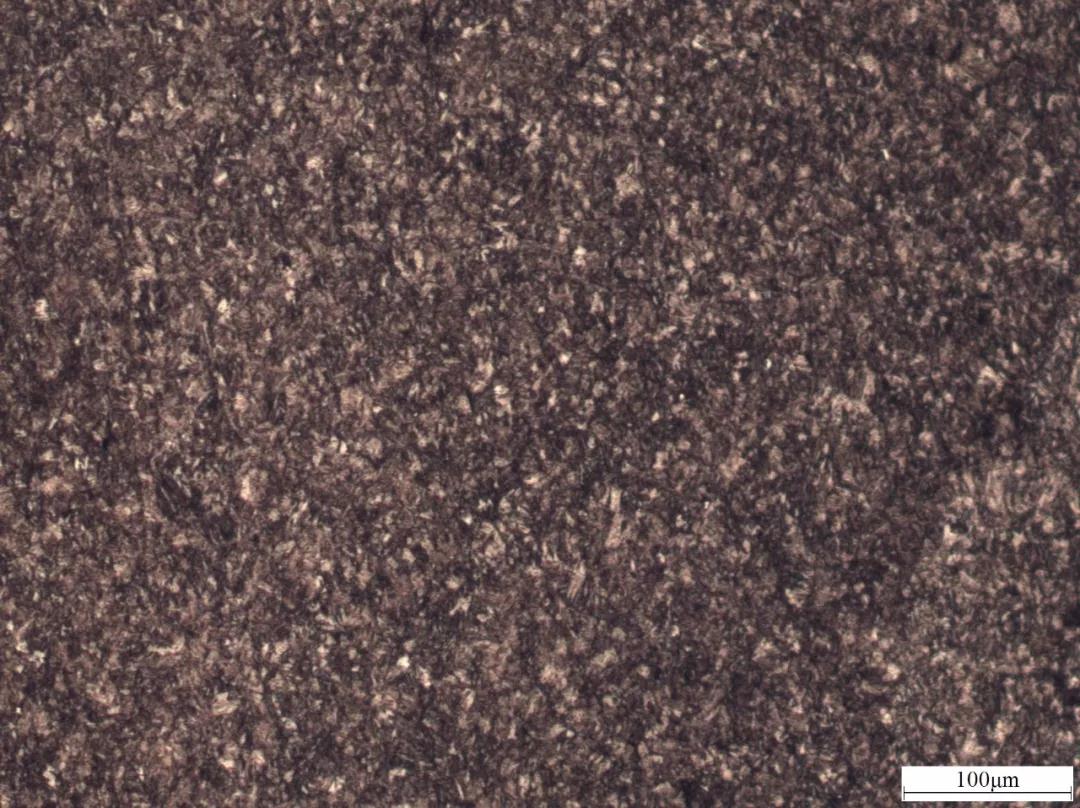
將拋光面用4%硝酸酒精腐蝕后觀察并拍攝其金相組織,可以看出:內(nèi)端面附近和外端面附近金相組織無脫碳現(xiàn)象,靠近裂紋處的金相組織存在嚴(yán)重脫碳現(xiàn)象(白亮區(qū)域),結(jié)果如圖6所示;根據(jù)GB/T6394—2002標(biāo)準(zhǔn)中氧化法處理試樣,比較法評(píng)判晶粒度級(jí)別,級(jí)別為7.5級(jí),結(jié)果如圖7所示。根據(jù)圖6、圖7所示,剖切面金相組織均為回火托氏體,符合淬火+中溫回火工藝,滿足90%淬火馬氏體要求,但裂紋附近存在明顯的脫碳現(xiàn)象,表征該位置處在淬火前存在缺陷,使得淬火加熱過程中該位置存在氧化脫碳狀況。

(a)
(b)
(c)
(d)
圖6 內(nèi)端面向外端面(從左到右)金相組織圖(100×)(4%硝酸酒精腐蝕)
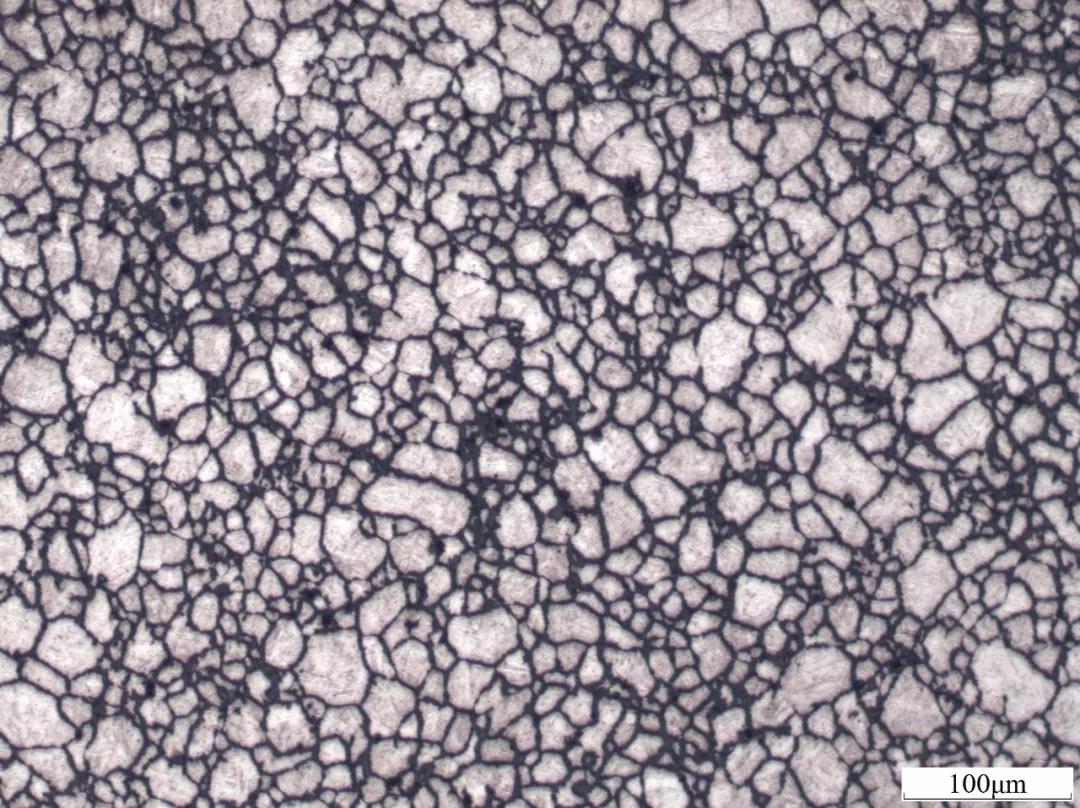
圖7 剖切面晶粒度照片(7.5級(jí))
3.分析與討論
(1)硫具有熱脆性。硫在固態(tài)鐵中溶解度極小,它能與鐵形成低熔點(diǎn)(1190℃)的FeS。FeS+Fe共晶體的熔點(diǎn)更低(989℃)。這種低熔點(diǎn)的共晶體一般以離異共晶形式分布在晶界上。對(duì)鋼進(jìn)行熱加工(鍛造、軋制)時(shí),加熱溫度常在1000℃以上,這時(shí)晶界上的FeS+Fe共晶熔化,導(dǎo)致熱加工時(shí)鋼的開裂。在裂紋擴(kuò)展方向處存在超寬的硫化物夾雜,且在裂紋附近也存在超尺寸硫化物夾雜,因此判斷硫化物夾雜是誘發(fā)裂紋擴(kuò)展的重要因素。
(2)斷裂韌度表征金屬材料抵抗裂紋失穩(wěn)擴(kuò)展的能力。裂紋尖端足夠大的范圍內(nèi)應(yīng)力達(dá)到了材料的斷裂強(qiáng)度,裂紋便失穩(wěn)擴(kuò)展而導(dǎo)致材料斷裂,這個(gè)臨界或失穩(wěn)狀態(tài)的K1值,稱為斷裂韌度。鋼中非金屬夾雜物在裂紋尖端的應(yīng)力場(chǎng)中,若本身脆裂或在相界面開裂而形成微孔,微孔和主裂紋連接使裂紋擴(kuò)展,從而使K1值降低。
(3)硫化物夾雜對(duì)鋼的塑性、韌性的不良影響人們?cè)缫咽熘A虻挠泻τ绊懼饕Q于MnS的數(shù)量、延伸程度和分布狀況。Baker等通過測(cè)定含硫易削鋼中硫化物的塑性,得出了不同軋制溫度和硫化物相對(duì)塑性的關(guān)系。Ⅰ、Ⅲ兩類MnS的相對(duì)塑性都隨著軋制溫度的下降而增高,Ⅰ類MnS在熱軋中的變形比基體小,最大相對(duì)塑性為0.64,對(duì)應(yīng)的溫度為900℃,Ⅲ類MnS的變形最大,在800℃其相對(duì)塑性為1.0,Ⅱ類MnS的相對(duì)塑性也隨軋制溫度的降低而增加,其塑性介于Ⅰ類和Ⅲ類之間。Sims等將硫化物夾雜分為三類,典型沸騰鋼中是Ⅰ類硫化物,鎮(zhèn)靜鋼中常見的是Ⅱ類硫化物。鋼中不希望有第Ⅱ類MnS夾雜。軋制后的MnS形狀分為條形、紡錘形、橢球形。
(4)鋼中夾雜物屬于與基體結(jié)合較弱的脆性相,加之最大應(yīng)力往往集中在夾雜物與鋼基體界面上,少量的應(yīng)變便會(huì)使夾雜物與鋼基體界面形成孔洞。塑性較好而與基體結(jié)合較弱的硫化物在應(yīng)力作用下會(huì)較早地在硫化物與基體間的界面處開裂,形成分離裂紋。裂紋先以與應(yīng)力軸呈一定角度擴(kuò)展到組織偏析帶內(nèi),然后沿偏析帶擴(kuò)展。
4.結(jié)論與建議
(1)從以上分析得出,靠近內(nèi)端面的該處裂紋在淬火前時(shí)段產(chǎn)生,并在淬火后和使用過程中產(chǎn)生裂紋擴(kuò)展和瞬斷情況。
(2)螺栓失效的直接原因?yàn)榻鼉?nèi)表面處存在缺陷,熱處理過程中缺陷加劇,形成裂紋,導(dǎo)致螺栓短期服役時(shí)間內(nèi)產(chǎn)生疲勞斷裂。
(3)超尺寸的硫化物夾雜使得工件在熱成形時(shí)極易產(chǎn)生微孔或裂紋,使得裂紋在硫化物附近形成,此為主要原因之一。
(4)工件經(jīng)過淬火后加劇裂紋的擴(kuò)展,使得斷裂韌度加劇降低,大大降低螺栓服役時(shí)間,此為失效的重要原因之一。
(5)在執(zhí)行熱處理工藝前,對(duì)待處理工件進(jìn)行MT或UT檢測(cè),確保工件滿足淬火處理的條件。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:韓鑫
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):5768

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):4763