
NDT新方法——腐蝕檢查方法大揭秘!
2018-01-05 10:05:11
作者:本網(wǎng)整理 來源:NDT互聯(lián)網(wǎng)聯(lián)盟
分享至:


腐蝕檢查,作為滲透檢測前處理的一種方法,用來去除金屬表面的覆蓋層,以便于滲透檢測能夠發(fā)現(xiàn)開口于工件表面的缺陷;也可以作為無損檢測方法的一種,用來檢測工件表面的反常狀況,突出顯像;通過使用不同的腐蝕程序用來定義晶粒尺寸。
在毛坯件,粗加工件以及精加工件上都可以使用。
腐蝕檢查有很多種類型,典型的有浸入式腐蝕檢查,例如硝酸腐蝕(Nital Etch),宏觀腐蝕(MEI),鈦合金腐蝕(TI Etch),氟化氫氨腐蝕(Ammonium Bifluride etch)等;陽極氧化腐蝕檢查,例如藍腐蝕陽極化(BEA),鋁陽極化(ALu Anodizing)等。
本文著重講述浸入式腐蝕檢查。
浸入式腐蝕檢查所需要的設(shè)備相對簡單,根據(jù)零件的大小選擇合適尺寸的槽體,配備加溫或者冷卻裝置,槽液攪拌系統(tǒng),并裝有溫度控制器,計時器等附件。
要注意的是槽體材料和附件要耐腐蝕。
出于對環(huán)境和人體的保護,要配備適當?shù)奈L(fēng)系統(tǒng)和廢水處理方案。
陽極化設(shè)備要加配冷凍機,整流器,陰極板等設(shè)備。

(上圖:腐蝕檢查生產(chǎn)線樣板)
浸入式腐蝕溶液的選擇根據(jù)合金種類而不同。
HNO3+FeCL3+HCL溶液一般用于鎳基合金的腐蝕檢查;
金屬和三價鐵離子在酸性條件下,產(chǎn)生氧化還原反應(yīng),生成金屬離子,二價鐵離子和氫氣:
M + Fe(3+) + H(+) == M(x+) + Fe(2+) + H2
HF+HNO3溶液一般用于鈦合金零件的腐蝕檢查;也用于鎳基合金腐蝕后的去灰作用。
金屬和酸產(chǎn)生氧化還原反應(yīng),生成金屬離子和氫氣:
M + H(+) == M(x+) + H2
腐蝕時間的控制,如果沒有特別的規(guī)定,一般根據(jù)被腐蝕材料的去除量來控制。
由于被處理工件的表面狀況的不同,腐蝕時間會有差異。
用來確定腐蝕速率的試片或工件必須是和被處理工件相同材料,相同熱處理狀態(tài),相似的表面加工狀態(tài)。
腐蝕后的工件,應(yīng)該在有足夠白光的條件下進行檢查。
白光亮度一般要求不低于1000lux,可以使用放大鏡,內(nèi)窺鏡,齒鏡等工具協(xié)助檢查。
對人員視力,眼睛疲勞狀態(tài),人員資格認證等根據(jù)相關(guān)標準進行控制。

(上圖:5X放大鏡白光燈)

(上圖:10x/20x放大鏡,齒鏡)
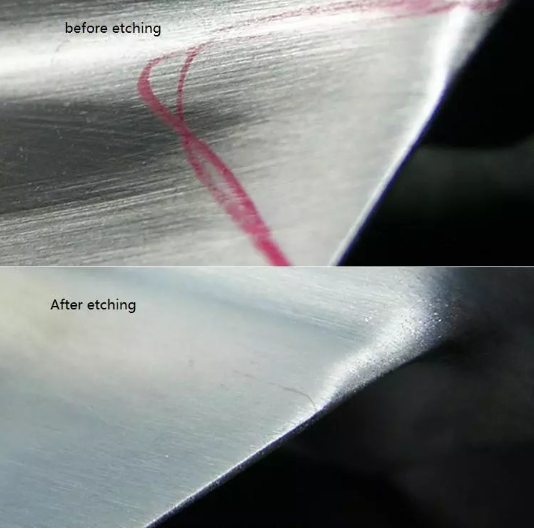
腐蝕后表面應(yīng)均勻,顏色應(yīng)該是淺灰的亞光色;
目測表面光滑,沒有腐蝕點;無銹斑等。
任何不均勻的表面,顏色,反常的特征等,要進行評估,根據(jù)相關(guān)規(guī)范判斷是否可以接收。

(上圖:鎳合金腐蝕前后表面狀態(tài)對比)
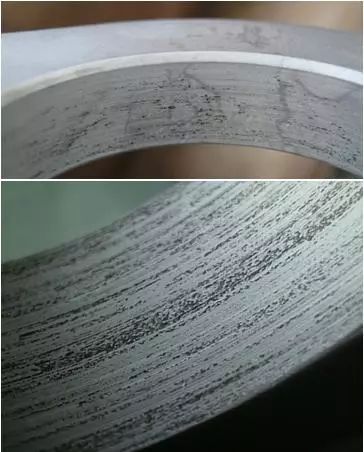
(上圖:裂紋缺陷區(qū)域腐蝕前后對比)
腐蝕檢查的缺陷類型:
腐蝕檢查可檢測出材料的偏析,夾渣,裂紋,鍛造折疊,機加/磨削造成的過熱,晶粒變化等等,這些缺陷經(jīng)過腐蝕后,更加明顯清晰,易于觀察。
(上圖:鎳合金機加工過熱產(chǎn)生黑點)
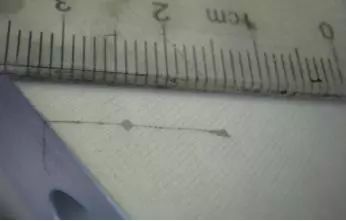
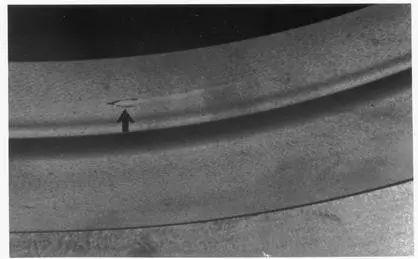
(上圖:穿透裂紋)

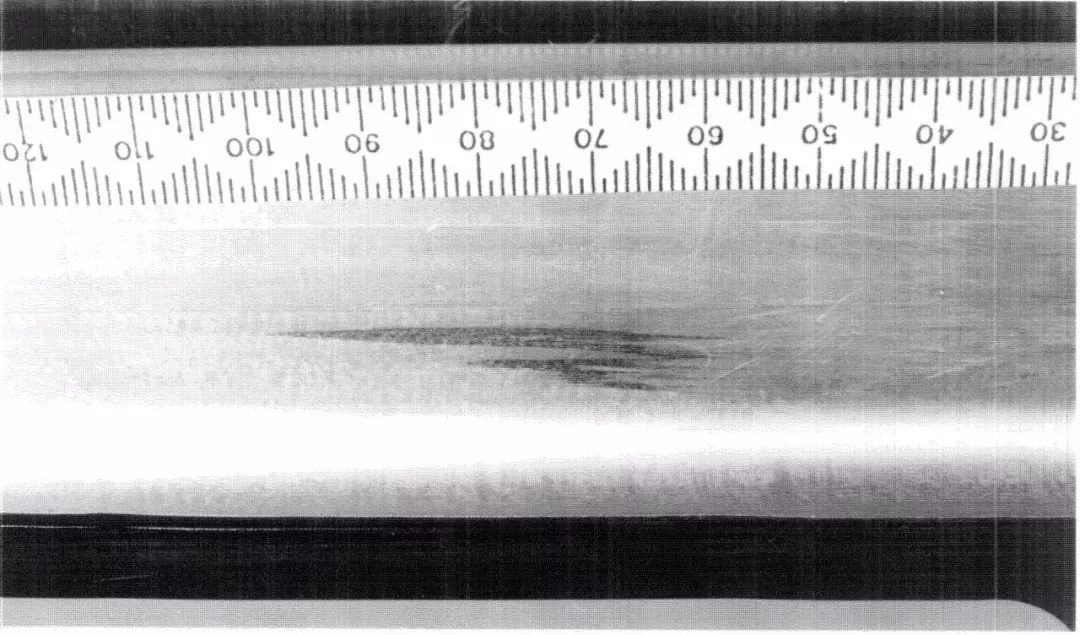
(上圖:鈦合金機加過熱產(chǎn)生黑點)

(上圖:鈦合金打磨過熱)
(上圖:晶粒偏析)
(上圖:偏析)
腐蝕注意事項:腐蝕過程(溶液,時間,溫度等)必須受控,避免產(chǎn)生不可接受的IGA,EGP缺陷,腐蝕點,腐蝕白點,氫析出,尺寸超差等。

(上圖:腐蝕點)

(上圖:腐蝕白點)
安全注意事項:腐蝕檢查操作人員,必須認真遵守EHS規(guī)定,了解相關(guān)化學(xué)品的特性和急救措施等,嚴格遵守安全生產(chǎn)規(guī)定,避免不必要的人身危害和環(huán)境危害等。
注:文章為作者獨立觀點,不代表本網(wǎng)站立場 -End- 更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):8125

腐蝕與“海上絲綢之路”
點擊數(shù):6461