
你知道如何測量殘余應力嗎?
2022-12-15 14:56:54
作者:材子筆記 來源:材子筆記
分享至:


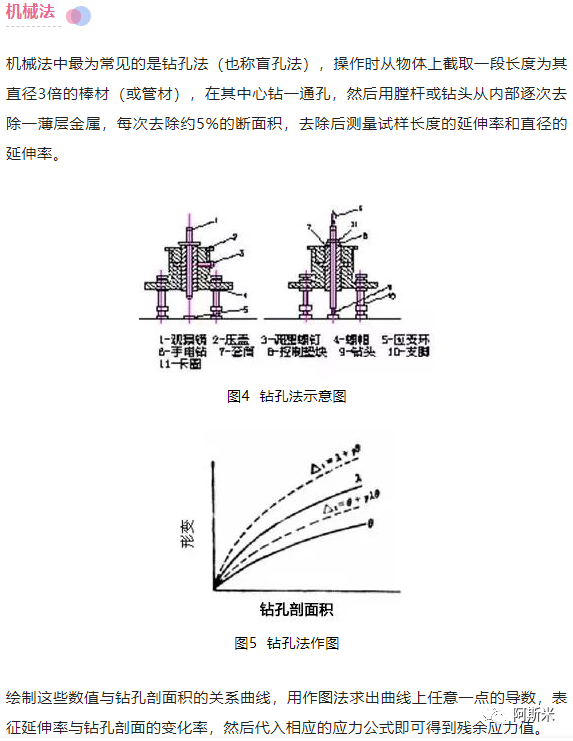
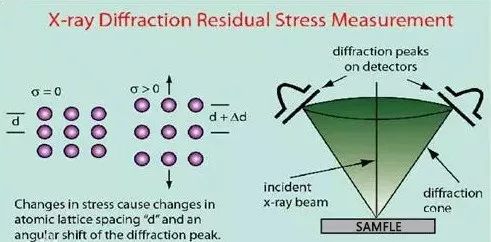
對于殘余應力的測量,從大類上可以分為機械法、化學法和X射線法三種。 







免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8231

腐蝕與“海上絲綢之路”
點擊數:6553