
金相制樣研磨步驟及重點技巧總結
2022-05-27 10:48:36
作者:特魯利、材子佳人 來源:熱處理生態圈
分享至:


使用固定磨料(如各種砂紙、研磨紙、金剛石研磨盤和砂輪等)磨削試樣表面的過程稱為研磨。
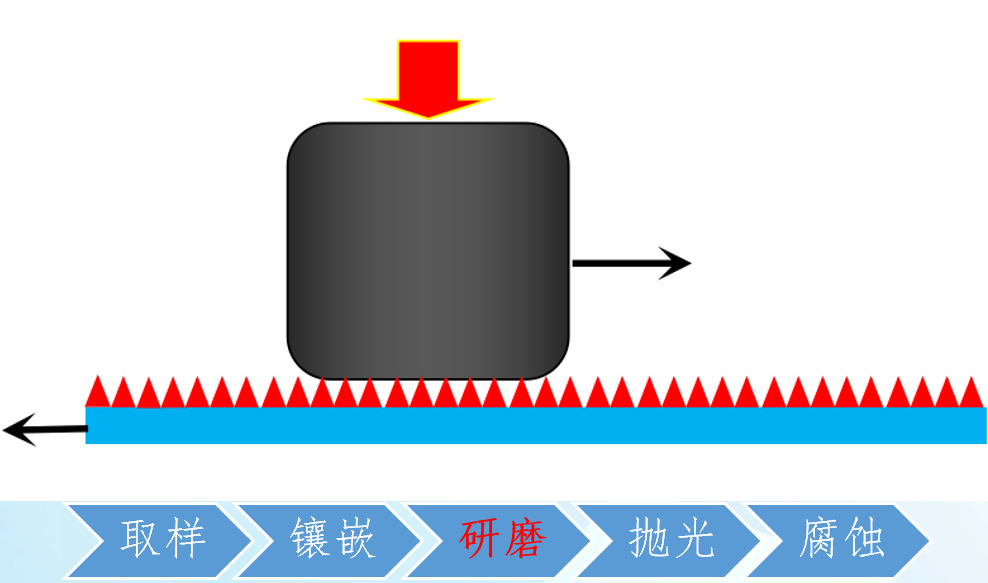
目的:去除試樣余量及損傷層,獲得低損傷層的平面。
研磨-原理
通過由粗到細砂紙(磨盤),以便最快以去除干擾層影響。
最粗及最細目數的的選擇可根據樣品的具體精況而且定。
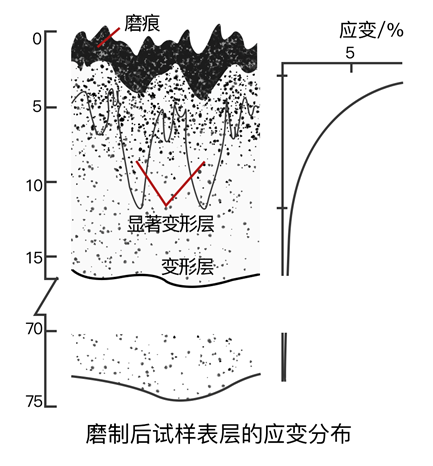
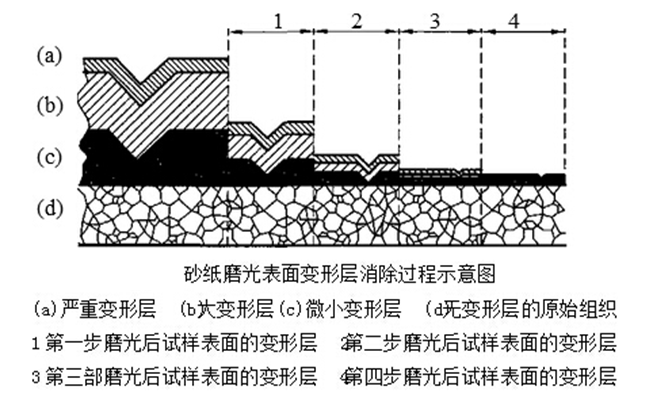
每一道研磨工序必須除去前一道工序造成的變形層,而不是僅僅把前一道工序的磨痕除去。
研磨設備
1)手動磨拋機
依賴于操作技巧。

2)自動磨拋機
特點:具有無級調速功能、可給定壓力和磨制時間并動態顯示和自動控制不需人員操作,一次可完成多個試樣磨拋。重現性高。

研磨介質
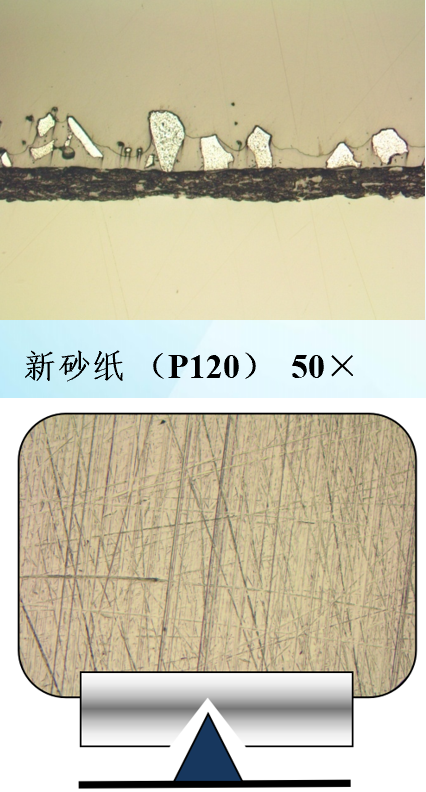
金相砂紙
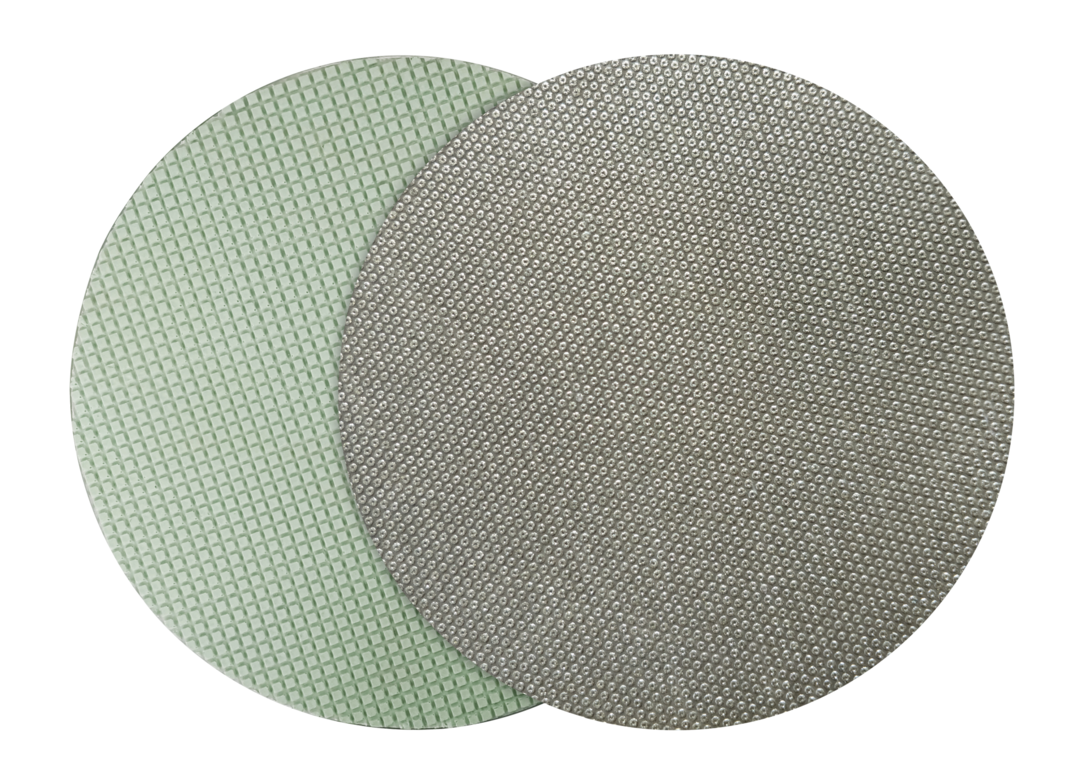
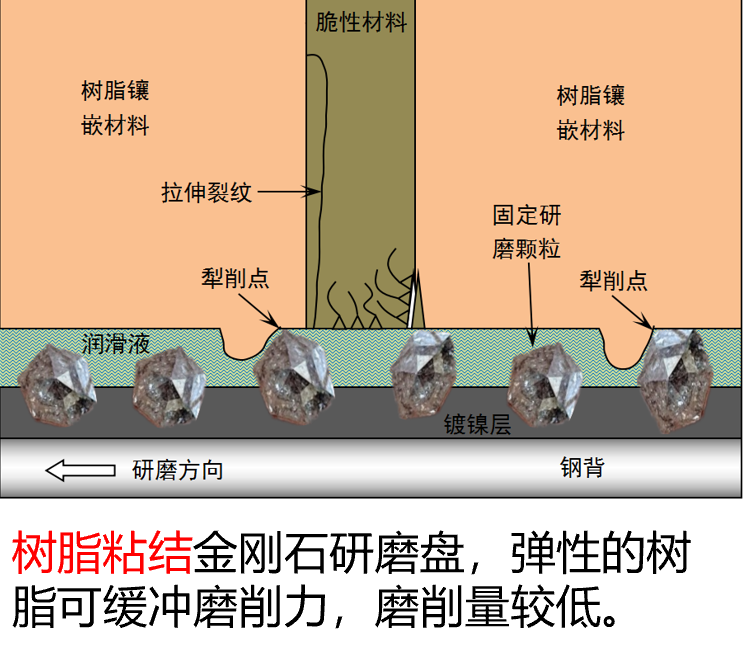
金剛石研磨盤
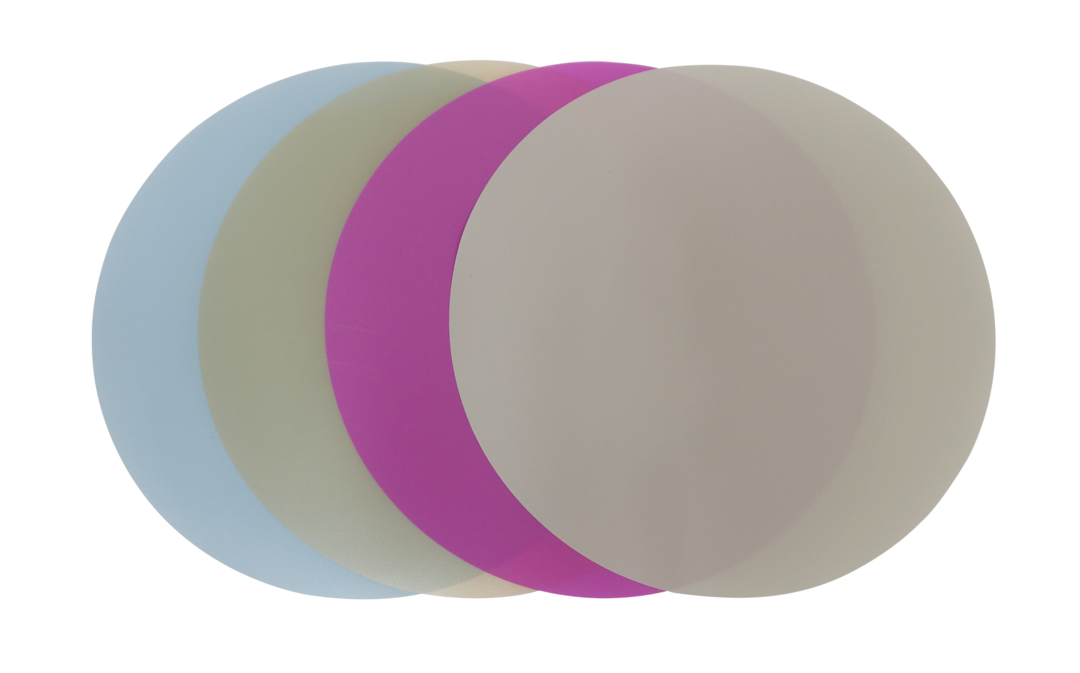
金剛石拋光膜
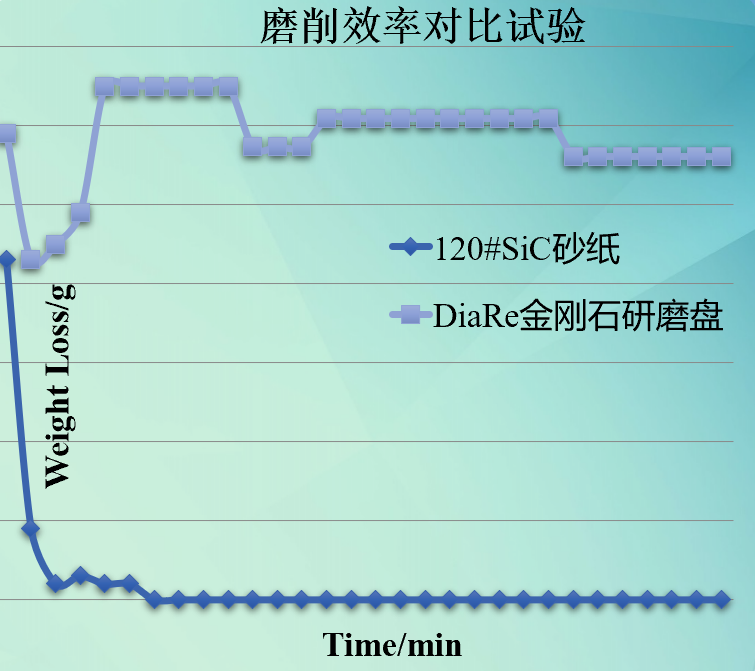
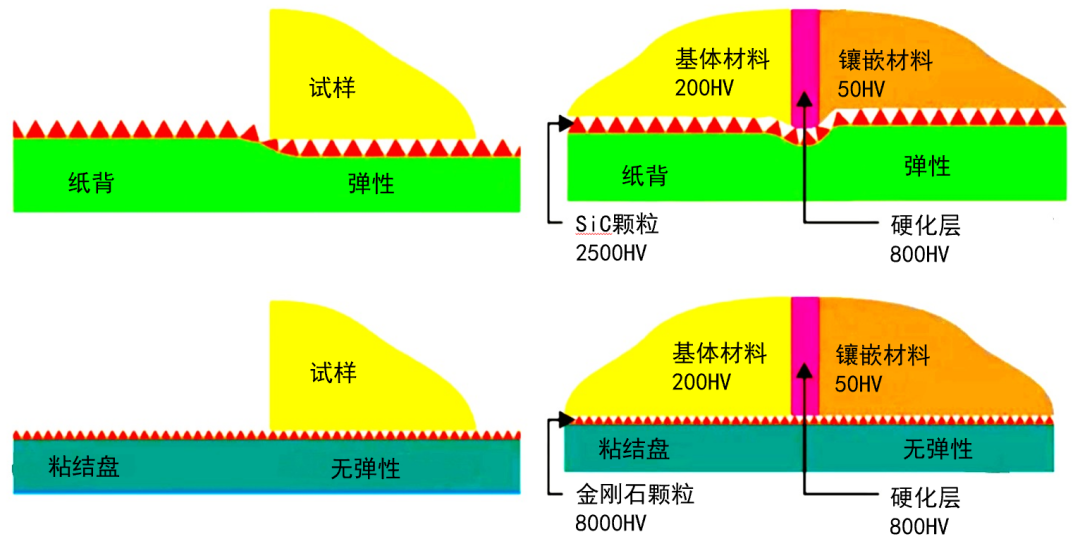
金剛石研磨盤特點:
磨削力很強,高效。
保證了試樣的表面平整度,不會出現類似于砂紙的局部凹陷。
對軟硬質材料具有同樣磨削力,保證了試樣表面一致的磨削效果。
消除浮凸缺陷。
使用磨石開刃。
價格較貴,但耐用、壽命長。
特別適用于陶瓷、硬質合金等堅硬材料的研磨。

粗磨→細磨
粗磨
*去除切割造成的損傷
*整平試樣,形成合適的形狀
*快速接近目標
細磨
*去除粗磨的劃痕和變形層
*減薄變形層以利于下一步的拋光
每道研磨砂紙的粒度
*從盡可能細的顆粒開始研磨
*每步遞減1/2磨粒尺寸
*SiC P180>P400>P800>P1200 >P2000 >P2500 >P4000
手動研磨
一般試樣300rpm為宜,過快試樣易脫手飛出;
在磨制試樣前應將試樣磨制面的邊緣進行圓弧倒角,以避免磨制面的直邊刮削砂紙;
不可太用力,否則就會偏離平衡。輕輕拿,慢慢放,穩穩找平;
快到欲觀察面時應不時觀察磨面以防過磨;
在兩相鄰的研磨中,旋轉樣品90°,研磨時間為磨掉前道的磨痕的時間的1~3倍;
換砂紙時,確認磨痕是否磨掉;
確保研磨面為同一平面,不可磨成錐面或多面。
自動研磨
將試樣對稱平均放置在樣品夾具中。
將樣品夾具的邊緣和研磨盤的邊緣相切。
自動研磨時使冷卻水流在距離底盤中心1/3處。
當金剛石研磨盤磨損至基體金屬時應當更換。
自動研磨時的推薦壓力一般為4-6 N/c㎡ , 針對不同直徑,壓力如下表。

易碎、易脫落、易分層試樣(硅片、陶瓷涂層、氧化物涂層、金屬粉末等)
從盡可能細的砂紙開始研磨;
保證涂層始終朝向基體受壓;
自動研磨使用較小的力,同向旋轉;
使用研磨紙;
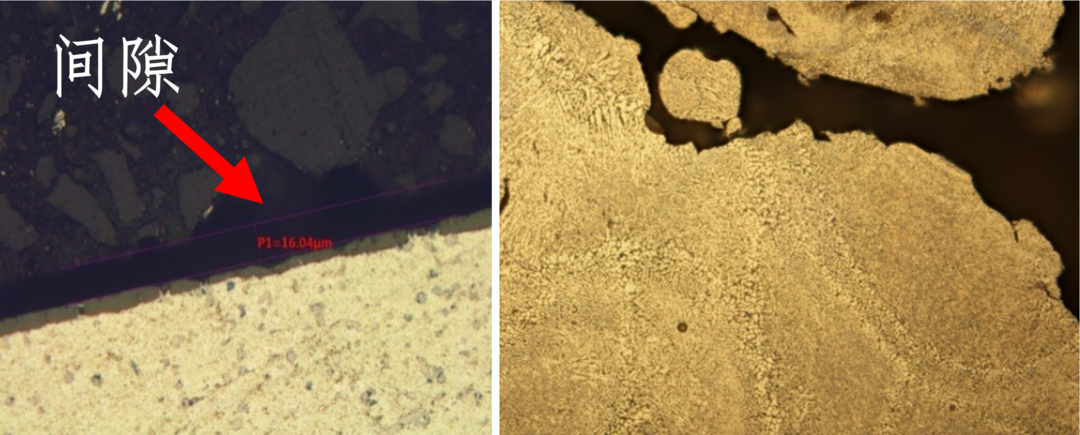
試樣和樹脂間有縫隙、試樣或樹脂有孔洞(研磨時存儲磨料產生難以去除的大劃痕)
研磨道次間使用超聲波振動;
清潔手和試樣;
使用保邊鑲嵌料或真空鑲嵌;
非常軟和非常硬的材料(純Fe、純Pt、Pb、 Sn和Bi等軟材料研磨時嵌入,硬材料磨不動、磨偏、磨斜)
在砂紙表面涂一層潤滑物質如機油、煤油、甘油、石蠟和肥皂水等。或使用研磨紙;
硬材料使用金剛石研磨料;
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486