
GH710合金Al-Si滲層制備及燃氣熱腐蝕性能研究
2022-03-03 16:10:18
作者:熱處理生態圈 來源:熱處理生態圈
分享至:


1.序言
GH710合金是以Ni-Cr-Co為基的沉淀強化型難變形高溫合金,在900℃以上具有較高的抗拉強度、 良好的高溫持久和抗蠕變性能,可在760~950℃使用,是目前實用性變形高溫合金服役溫度和綜合力學性能水平最高的合金之一。該合金在20世紀80年代中期研制而成,應用于整體葉盤結構。在海洋環境服役過程中,由于工況環境較為惡劣,故零件表面易產生沿晶溝壑。經分析,零件失效在長期高溫服役工況下,近海海洋環境會促進晶界腐蝕。為延長零件的使用壽命,普遍采用表面改性的方法來提高熱端部件材料的高溫防護性能。采用料漿法制備A1-Si滲層,由于其工藝簡單、價格低廉,因此得到了廣泛應用。
本文以GH710合金為基體,采用料漿滲技術在基體上制備Al-Si滲層,并對該滲層在900℃下的燃氣熱腐蝕行為進行研究。
2.試驗方法
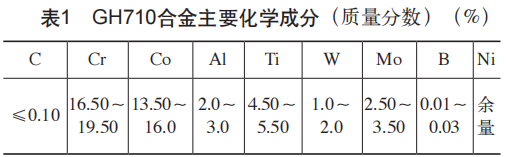
試驗用材料為GH710鎳基高溫合金,其主要化學成分見表1。
熱處理狀態為兩次固溶+兩次時效處理,
即一次固溶(1170±10)℃×4h,空冷;
二次固溶(1080±1 0)℃×4 h,空冷;
一次時效(845±1 0)℃×24h,空冷;
二次時效 (760±10)℃×16h,空冷。
采用料漿滲技術制備Al-Si滲層,料漿成分由金屬滲劑(Al粉和Si粉)、填充劑(Ni粉)和黏結劑(磷酸鹽、鉻酸鹽)組成。滲層制備工藝:涂料在使用前使用攪拌機搖勻,基體使用130# 剛玉砂進行吹砂以活化表面。用噴槍在距離試樣10~20cm 處噴涂Al-Si涂料,自然表干,重復2次50~90μm后在烘箱中進行(80±5)℃下烘30min,隨爐升至(340±5)℃后保溫30min的固化工藝。為保證GH710合金零件性能,依據GH710合金特點,通常其擴散溫度采用固溶+時效或時效制度進行,選取兩種推薦制度對試樣進行擴散處理,擴散工藝見表2。

擴散處理后吹砂去除表面黑色顆粒。滲制和擴散過程都是在高純氬氣氛中進行,防止滲層出現氧化。
為摸索擴散處理對材料性能的影響,對經隨爐處理的性能試樣按HB 5423—1989《航空用 GH710合金餅坯鍛件》進行常溫拉伸和高溫持久 (980℃/120MPa,30h)試驗。按照HB 7740—2017《燃氣熱腐蝕試驗方法》對GH710合金基體和滲層進行燃氣熱腐蝕試驗。試驗溫度為900℃,時長100h,航空燃油流量0.2L/h, 人造海水流量0.2L/h,油氣比為1:45。燃氣熱腐蝕試驗每組選取5個試樣,每隔25h對試樣進行堿洗稱重,測定腐蝕速率。
試驗結束后,使用光學顯微鏡對滲層及合金晶界進行顯微觀察。
3.試驗與分析
3.1 擴散處理對合金力學性能的影響
隨爐擴散的性能試樣按照HB 5423—1989進行力學性能測試,結果見表3。
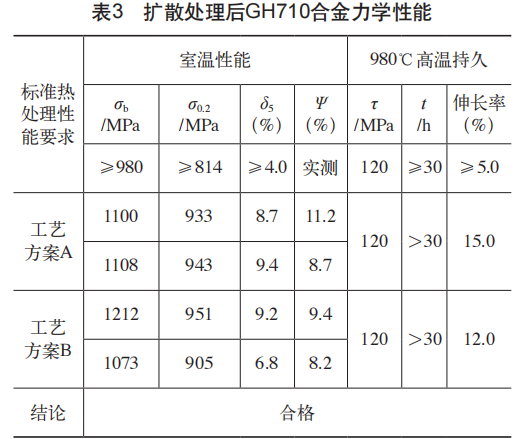
由表3中數據可見,兩 種擴散工藝制度對合金的力學性能無影響,采用固溶+時效及時效制度擴散的GH710合金力學性能均合格。
3.2 滲層顯微組織
經料漿滲技術處理后,對工藝方案A擴散的試 樣進行顯微觀察,發現擴散后組織呈柱狀晶結構 (見圖1a),滲層深度63.19μm,整體滲層深度40 ~70μm。局部有漏滲現象(見圖1b),
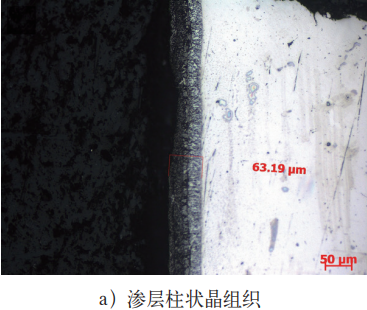
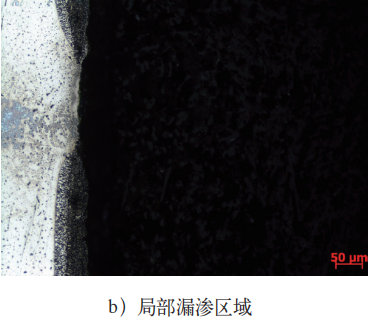
分析原因 為涂層噴涂固化后在1080℃擴散處理加熱過程中涂層剝落所致。部分滲層與基體界面過渡區出現“針狀”組織(見圖1c)
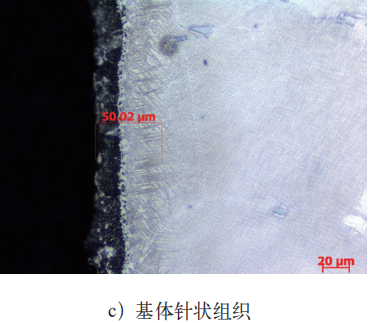
圖1 工藝A葉片滲層組織形貌
疑似為片狀σ相,對性能會造 成不良影響。“針狀”組織的出現,與高溫情況下滲層與基體元素濃度差異造成基體元素偏析有關。
工藝方案B經擴散處理后,葉片滲層較為平整光滑,滲層形貌呈典型滲Al-Si結構(見圖2),滲 層厚度20~30μm,呈分層形態。
從圖2可看出,滲層界面由外至內依次為表面Al-Si疏松滲層(見圖2中a區域)、內側Al-Si致密滲層(見圖2中b區域) 和Ni-Al互擴散層(見圖2中c區域)。
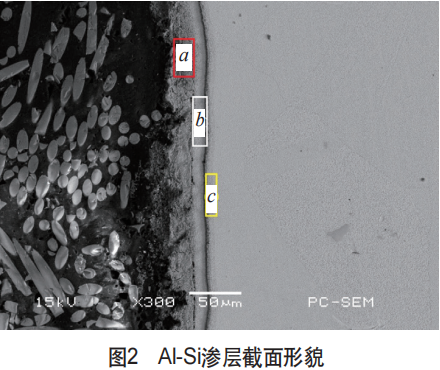
表面Al-Si疏松滲層,由于元素沉積致使該層以Al元素為主,內側 Al-Si滲層致密平整,擴散層主要由Ni、Al與基體連 接,擴散層起到良好的支撐過渡作用。
3.3 滲層抗熱腐蝕性能分析
由于工藝方案A擴散處理后出現欠滲及“針狀”微觀組織等問題,故該參數不推薦應用在實際零件生產。經分析,出現欠滲問題主要是因為噴涂層經340℃固化后,由于采用到溫入爐方式擴散處 理,涂層溫升速度過快,使熱膨脹系數與基體差異較大,導致局部區域出現剝落。“針狀”組織主要是因1080℃高溫狀態下滲層與基體元素濃度差異而造成基體元素偏析。工藝方案B擴散處理的滲層組織致密均勻,建 議推薦該參數應用于實際生產。因此,對工藝方案 B擴散處理的滲層開展抗燃氣熱腐蝕性能研究。GH710合金未經熱擴散處理試樣(即兩次固溶 +兩次時效處理)和采用工藝方案B擴散處理試樣均 經過900℃、100h燃氣熱腐蝕試驗后,GH710合金 和滲層試樣的燃氣腐蝕速率見表4。
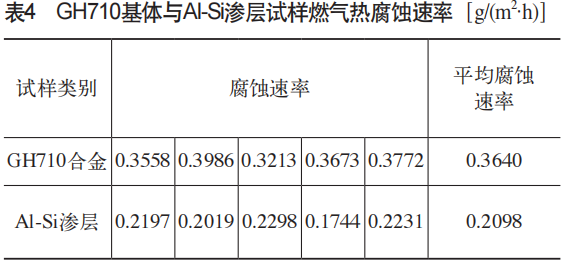
由表4可見,經 Al-Si共滲處理后的GH710合金抗燃氣熱腐蝕性能有 所提高,滲層和基體腐蝕速率在同一數量級。
對兩種抗燃氣熱腐蝕試樣進行顯微觀察,試樣腐蝕形貌如圖3所示。
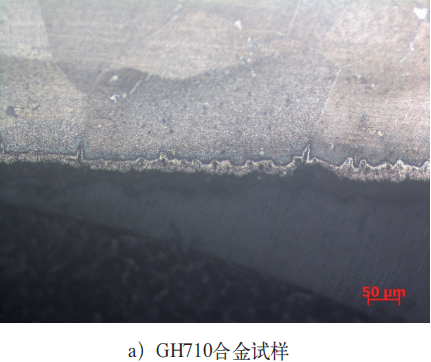
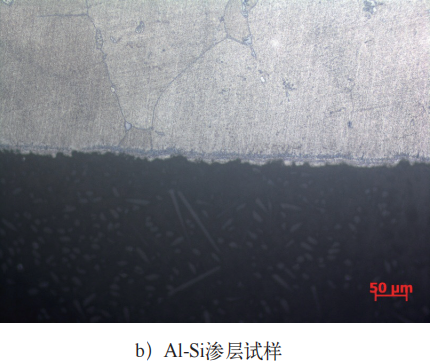
圖3 試樣腐蝕形貌
GH710合金試樣腐蝕較為嚴重,基體表面形成一層疏松腐蝕層,在含SO3和氧的環境中,GH710合金發生熱腐蝕,先是孕育期, 隨后加速腐蝕,最后發生孔腐蝕,腐蝕元素已沿晶界進一步向基體內部擴散的趨勢。Al-Si滲層試樣保持較為完整,滲層外表面出現較薄的一層腐蝕層,滲層較為平整光滑,未發現腐蝕坑等缺陷,說明滲層能夠提高GH710合金的抗燃 氣熱腐蝕性能。滲層中Si元素有效地提高滲層與基體的結合力,防止滲層剝落。Al-Si滲層在模擬熱腐蝕環境中,在表面首先形成了致密的Al2O3膜,不僅提高了合金的抗高溫氧化能力,還形成了抗腐蝕能力好的化合物層,阻滯了腐蝕元素向內部擴散,防止了合金發生孔蝕,提高了合金的抗燃氣熱腐蝕能力。
4.結束語
1)經845℃×24h/氬冷+760℃×16h/氬冷擴散 處理,可使GH710合金得到20~30μm深的均勻滲層。
2)經900℃、100h燃氣熱腐蝕試驗,Al-Si滲層可提高GH710合金抗燃氣熱腐蝕性能。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7638

腐蝕與“海上絲綢之路”
點擊數:6134