
【專題報道之金相檢驗方法6】金相檢驗在鋼棒相控陣超聲波探傷判定中的應用
2022-01-13 13:33:38
作者:劉桂江 來源:理化檢驗物理分冊
分享至:


相控陣超聲波探傷技術是通過控制換能器陣列中各陣元的激勵(或接收)脈沖的時間延遲,改變由各陣元發射(或接收)聲波到達(或來自)物體內某點時的相位關系,實現聚焦點和聲束方位的變化,完成聲成像的技術,與常規A型脈沖反射式超聲波探傷技術相比優勢明顯,主要體現為相控陣超聲波探傷覆蓋檢測范圍大,可記錄數據和圖像,缺陷尺寸測量更精確。為控制鋼材內部質量,研究人員單位于2013年陸續上線兩臺自動化相控陣水浸超聲波圓鋼探傷設備,可實現?(15~100) mm 鋼棒材的內部探傷。隨著不斷摸索優化調整探傷參數,在多年的使用過程中,兩臺機器檢驗發現了一些探傷不合格波形。超聲波探傷不合格材料的判定,決定著糾正及預防措施是否合理有效。而實際工作中許多不合格波形的特征不明顯或者同一批不合格棒材混雜多種缺陷,僅依賴波形和探傷經驗來判定是不充分的。目前國內對相控陣檢測技術的研究多集中在探傷波形、波形變化及與常規超聲等的比較方面進行論述,較少涉及波形不合格鋼材的低倍、金相等理化檢驗分析,而這些工作也是探傷技術人員需要深入了解與分析的。來自東北特鋼集團撫順特殊鋼股份有限公司的劉桂江、劉希儒、佟峂等研究人員將實際生產檢驗中出現的探傷不合格相控陣波形與便攜式A型超聲波探傷信號、酸浸低倍組織、光學顯微組織及掃描電鏡形貌等分析結果結合起來,建立不合格波形與缺陷的對照數據庫及系統的缺陷檢驗分析流程,這對缺陷的判定、不合格材料的分析及整改預防均有指導意義。
1 探傷不合格的典型波形信息
選取了幾種典型探傷不合格試樣,其鋼種、棒材規格尺寸及BIS PA 15-100相控陣探傷參數分別如表1所示。
表1 探傷不合格試樣的相關參數

1號試樣不合格位置集中在鋼材端部,局部連續反射,橫波無異常;2號試樣在橫波、縱波同一位置發現不合格反射,可根據此特征判斷鋼材近皮下位置存在反射;3號試樣為單支或局部的連續反射,各探頭同時報警,報警信號高高揚起,通常判斷為縮孔;4號試樣波形多點反射局部連續,整體探傷噪聲較高,常出現在高合金比的不銹鋼模具鋼材中。各品種主要生產工藝均為電爐冶煉→爐外精煉→真空脫氣→連鑄→連軋,探傷標準均為GB/T 4162—2008《鍛軋鋼棒超聲檢測方法》的B級,探傷測試使用試樣棒均為與探傷鋼材同尺寸的試樣棒。
2 金相檢驗
2.1 低倍組織
相控陣探傷過程中,發現縱波不合格后,設備自動分選至不合格收集區,并標記特殊標識,在輥道上使用便攜式A型超聲波探傷儀進行定位和確認,并在需要取低倍組織試片處作標記,鋼材下線后取樣并進行低倍組織檢驗。1~4號試樣探傷不合格的低倍組織形貌如圖1所示。
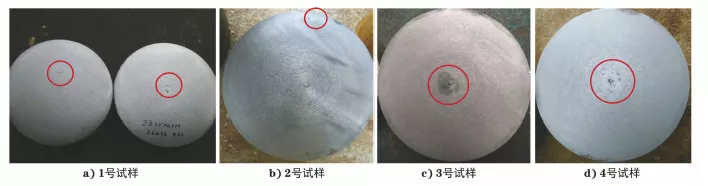
圖1 探傷不合格試樣的低倍檢驗形貌
1號試樣的近中心及半徑1/2位置可見明顯發狀裂紋,可評定為白點0.5級,2號試樣可評定為內部夾雜,3號試樣可評定為縮孔0.5級,4號試樣可評定為中心偏析1級。
2.2 顯微組織
在進行酸浸低倍檢驗后,在低倍缺陷處取樣進行高倍金相檢驗,以進一步確定缺陷性質和產生原因。以上4種不合格試樣的典型高倍形貌如圖2~圖5所示。

圖2 1號試樣的顯微組織形貌
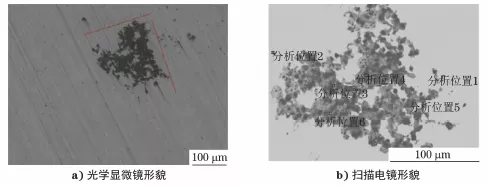
圖3 2號試樣缺陷的微觀形貌
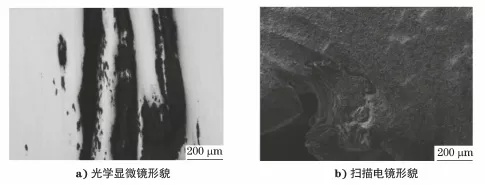
圖4 3號試樣缺陷的微觀形貌
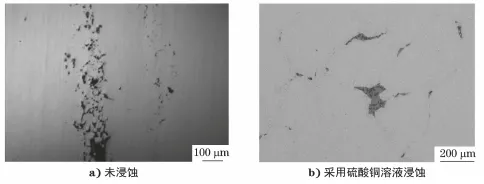
圖5 4號試樣的顯微組織形貌
圖2中1號試樣顯微組織為鐵素體+珠光體,基體局部偏析,裂紋出現在偏析處,試樣上存在非平衡組織。由圖3可見,2號試樣棒材橫向有大顆粒夾雜物;由圖4可見3號試樣連鑄坯尾坯有殘余縮孔的孔洞狀缺陷;由圖5可見4號試樣白色碳化物偏析,鋼材心部組織呈密集網狀沿晶開裂,開裂裂紋周邊已氧化并有氧化物質點。
2.3 缺陷綜合分析
1號試樣相控陣探傷出現典型不合格波形的鋼材缺陷多集中在鋼材兩端部,不合格支數比例較少,A型超聲波探傷儀定位時可見方向性,低倍組織顯示為近中心及半徑1/2位置明顯裂紋,裂紋細長,高倍下裂紋內部及兩側無明顯氧化、脫碳,裂紋應力感強,呈鋸齒狀,綜合以上信息判斷缺陷為鋼材白點裂紋,白點裂紋的產生主要與鋼中氫含量及鋼材的冷卻條件相關,經調查本例中鋼材采用緩冷坑坑冷,同批次鋼材無探傷不合格,而堆冷鋼材發生端部探傷不合格,是因為個別鋼材端部受風后冷卻較快氫來不及逸出而形成白點裂紋。
2號試樣相控陣探傷出現典型不合格波形,存在橫、縱波同時報警波形,A型超聲波探傷儀定位時有近表皮不合格反射,不合格支數比例較少,高、低倍組織可見內部有夾雜物,經掃描電鏡及能譜分析,確定了夾雜物的主要成分為鋁、鎂的氧化物及硫化鈣,能譜分析結果見表2。
表2 2號試樣夾雜物的能譜分析結果(質量分數)
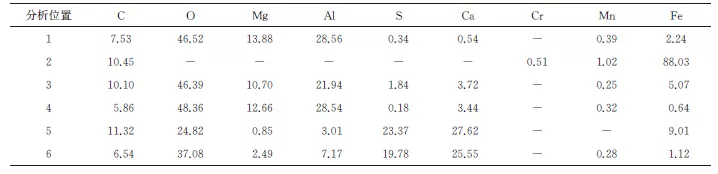
調取生產記錄,發現連鑄過程中尾爐存在人工手動搗流現象,分析認為夾雜物由連鑄水口堆積物脫落進入鋼坯內形成。
3號試樣相控陣探傷不合格顯示為整支或半支連續不合格,A型超聲波探傷儀定位時見底波下降現象,低倍組織顯示孔洞狀缺陷,鋼材不合格支數與連鑄機流數接近,高倍顯示裂紋內部無明顯氧化、脫碳現象,綜合連鑄尾坯切除長度略短等信息判斷不合格缺陷的產生原因為殘余縮孔。
4號試樣相控陣探傷不合格波形為密集多點及局部連續狀反射,A型超聲波探傷儀反射均位于鋼材中心位置,低倍組織無開裂性缺陷,鋼材中心偏析0.5級,沿中心黑心處取縱向樣,高倍可見碳化物聚集情況,局部形成沿晶網狀開裂,屬于過燒引起的裂紋。該鋼材加熱溫度為(1210±10)℃,調取生產加熱曲線可知,存在溫度超過1270℃的溫度段,屬于連續加熱爐操作人員對坯料裝爐位置判斷不準確,合爐加熱不當,晶界過燒熔化形成的裂紋,白色碳化物是局部偏析造成。
3 缺陷判定流程
經過上述不合格波形產生原因的分析,在缺陷判定時工藝人員首先應對不同品種、不同冶煉加工工藝路線、不同時期(季節)等鋼材易出現缺陷有全面的了解,并按照“相控陣探傷發現不合格波形→便攜A型脈沖反射式探傷儀定位取樣→低倍檢驗→光學高倍檢驗→掃描電鏡能譜分析”的判定流程進行分析。
對于以上典型不合格的相控陣探傷波形,可以根據經驗制作特征波形與缺陷的對照,并據此培訓相關技術人員和操作人員,這樣可以快速和直觀地對不合格鋼材進行初步判定,有利于鋼材的快速周轉流動。技術質量工作者不能僅憑超聲探傷不合格波形的經驗一刀切地判廢,也不能放任流動,而要健全不合格品種的缺陷判定流程,重視金相檢驗的判定功能并結合電鏡能譜等進行綜合分析。不合格典型波形特征與缺陷的對照,也需要進行大量的試驗積累,在一定試驗數據積累的基礎上,才有可能實現不合格探傷波形與缺陷產生的原因快速對照。
4 結束語
(1) 通過對上述4種鋼材典型不合格探傷波形產生原因的分析,發現不合格鋼材在生產過程均存在一定異常或違規,如白點、夾雜、縮孔和過燒等缺陷的產生,這些異常處于現有檢測手段之外且系統前期未對此類過程風險進行充分識別,造成最終探傷不合格。
(2) 要弄清鋼材出現不合格波形的原因,不能只局限于對探傷波形的定性及探傷工藝參數等分析,進行鋼材的低倍、金相組織等理化檢驗分析也是必不可少的。
(3) 進行探傷不合格試驗分析時可參考缺陷判定文件,同時關注生產工藝執行情況,建立工藝參數可追溯性系統,建立全流程的不合格波形分析數據庫。這對后續生產提供技術指導、有效地發揮相控陣超聲波探傷檢驗的作用有很大幫助。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7426

腐蝕與“海上絲綢之路”
點擊數:5955