超級(jí)13Cr類馬氏體不銹鋼是廣泛應(yīng)用于石油管材的一類耐蝕合金,具有強(qiáng)度高,韌性好,抗CO 2腐蝕性能優(yōu)異的特點(diǎn)[ 1,2,3,4 ]。但是,由于油氣開采過程中介質(zhì)流體的快速?zèng)_刷作用[ 5 ],使得超級(jí)的13Cr不銹鋼有發(fā)生沖刷腐蝕并發(fā)展為局部腐蝕的潛在風(fēng)險(xiǎn)[ 6 ]。提高鋼抗沖刷腐蝕性能的途徑之一就是提高表面硬度[ 7,8 ],其中激光表面熔凝(LSM)處理是一類重要的表面硬化方法,其原理是利用激光熔凝產(chǎn)生的熔融和快速凝固過程使表層晶粒細(xì)化且不經(jīng)歷回火,以提高鋼的表面硬度[ 9,10,11 ],從而提高抗沖蝕能力。同時(shí),也有研究報(bào)道激光表面熔凝能提高不銹鋼[ 12,13 ]和鎂合金[ 14 ]的耐蝕性能。但正確思考的是,對(duì)于工程應(yīng)用的石油管材而言,通常采用迂回式激光熔凝工藝處理整個(gè)表面。可見,每一道激光熔凝區(qū)都會(huì)對(duì)上一道(甚至是前幾道)的熔凝組織產(chǎn)生熱影響[ 15 ]。在這種情形下,激光表面熔凝不銹鋼的力學(xué)和耐腐蝕性能究竟如何,熔凝組織中不同部位的性能有何差異,仍缺乏過多系統(tǒng)深度的研究。
本研究采用激光表面熔凝工藝在超級(jí)13Cr不銹鋼表面獲得熔凝組織,并分析了微觀組織結(jié)構(gòu),微觀硬度和腐蝕性能,改變了激光熔凝處理對(duì)超級(jí)13Cr不銹鋼硬度和腐蝕性能的影響規(guī)律,但未發(fā)現(xiàn)激光熔凝工藝對(duì)硬度和腐蝕行為的作用機(jī)理,初步為不銹鋼表面激光處理技術(shù)的發(fā)展提供理論參考。
1實(shí)驗(yàn)方法
本研究所使用的材料為超級(jí)13Cr馬氏體不銹鋼,化學(xué)分?jǐn)?shù)(質(zhì)量分?jǐn)?shù),%)為:C 0.027,Cr 12.87,Ni 5.32,Mo 2.20,Si 0.18,Mn0.47,P 0.022,S 0.004,F(xiàn)e余量。激光表面熔凝薄片的尺寸為40 mm×10 mm×3 mm,采用200 W的激光功率,5 mm / s的掃描速率進(jìn)行迂回式掃描(即在表面進(jìn)行激光束入射掃描,直至鋪滿整個(gè)微米表面),搭接重組50%,使熔凝組織鋪滿一塊的上表面(40 mm×10 mm),激光掃描完畢后迅速用水淬滅至室溫,并用酒精清洗吹干。
微觀組織觀察時(shí),采用1 g FeCl 3 +10 mL HCl + 120 mL H 2 O解決方案進(jìn)行刻蝕。采用Zeiss Sirion 200型光學(xué)顯微鏡顯微鏡薄片的金相組織。采用HXD-1000TMC / LCD型微小硬度儀測(cè)試樣品的硬度,測(cè)試力為1.96 N,保載時(shí)間30 s。在6%(質(zhì)量分?jǐn)?shù))FeCl 3溶液中浸漬試樣24 h,使用Tescan Vega3型掃描電鏡(SEM)分析樣品的腐蝕形貌。使用Bruker D2 Phaser型X射線衍射儀(XRD)進(jìn)行成分分析,采用Cu靶,掃描速率為10°/ min,逐步偏移0.02°,工作電壓40 kV,電流30 mA。
電化學(xué)測(cè)試的工作電極使用銅導(dǎo)線連接,非工作面用環(huán)氧樹脂密封,實(shí)驗(yàn)前用SiC砂紙將薄片逐級(jí)打磨至2000#,清洗吹干后待用。實(shí)驗(yàn)介質(zhì)為3.5%(質(zhì)量分?jǐn)?shù))NaCl溶液,使用高純氬氣除氧,實(shí)驗(yàn)溫度為20℃。電化學(xué)實(shí)驗(yàn)在CS370電化學(xué)工作站上進(jìn)行,輔助電極為大面積Pt網(wǎng),參比電極為飽和甘汞電極(SCE)。化學(xué)實(shí)驗(yàn)開始后記錄開路電位0.5小時(shí),電化學(xué)阻抗測(cè)試的擾動(dòng)電位為±10毫伏,頻率范圍10 5?10 -2赫茲,動(dòng)電位極化實(shí)驗(yàn)的掃描速率為1毫伏/秒。掃描微區(qū)電化學(xué)分析在普林斯頓VersaScan掃描微區(qū)電化學(xué)工作站上進(jìn)行,配置兩臺(tái)VersaSTAT雙恒電位儀,采用250μm的鎢棒作為掃描探針,測(cè)試中探針尖端與表面之間的距離保持約300微米。
2結(jié)果與討論
2.1微觀組織分析
經(jīng)激光表面熔凝(LSM)后處理的試樣橫截面形貌如圖產(chǎn)品1所示。由圖產(chǎn)品1一可知,沿厚度方向的組織可分為3個(gè)區(qū)域,包括LSM層,過渡層和未受影響的基體,分別對(duì)應(yīng)圖1 b?d中的微觀形貌。LSM層的厚度大約200μm,每道之間的搭接率(即激光熔池覆蓋上一道熔池的寬度占比)約為50%,焊道之間的界面處主要為指向曲率中心的較大粗大的柱狀晶,靠近熔池心部則為細(xì)小的枝晶。在同一金相腐蝕條件下,過渡層腐蝕輕微,在過渡層底部為馬氏體組織,如圖1 ?所示。圖1 d中的母材為典型的馬氏體組織。
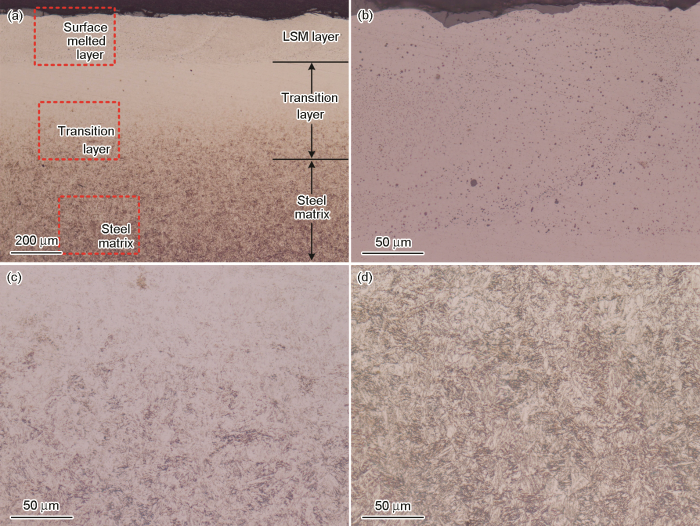
圖1 激光表面熔化的超級(jí)13Cr不銹鋼的橫截面顯微組織(a),表面熔化層(b),過渡層(c)和鋼基質(zhì)(d)的放大圖
LSM后處理的試樣上表面形貌如圖產(chǎn)品2一個(gè)所示。可以看出,搭接后每道熔池的寬度約為400微米,激光束迂回式掃描使得相鄰焊道的枝晶生長(zhǎng)方向不同。從圖2 b的橫截面圖也能看到,上表面的焊道界面位于上一道熔池的中心位置,LSM處理后組織不同部位的硬度和腐蝕性能可能存在差異。因此,本研究將詳細(xì)討論沿厚度方向的LSM層,過渡層和基體的微觀硬度和耐腐蝕性能,并比較LSM層不同部位的硬度和耐蝕性能差異。
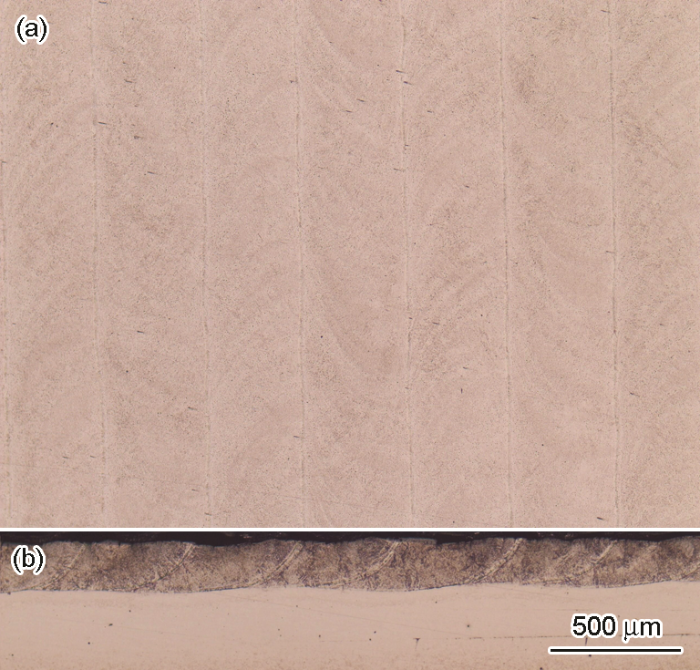
圖2 激光熔融層的頂面(a)和截面(b)形態(tài)
2.2微觀硬度分析
圖3是LSM截面直徑表面微觀硬度的分析部位和硬度曲線,其中區(qū)域I,II,III分別對(duì)應(yīng)LSM層,過渡層,基體。基體的微小硬度尺寸為300?315 HV,符合超級(jí)13Cr與之呈顯著著對(duì)比的是,LSM層硬度約達(dá)410 HV,說明經(jīng)LSM處理后,超級(jí)13Cr不銹鋼表面獲得了厚200μm,硬度高出基體約25%的,在LSM層和基體之間產(chǎn)生的寬約600μm的過渡層,其硬度靠近LSM層附近的厚度(360 HV),向基體方向逐漸升高至390?400 HV并保持基本穩(wěn)定。
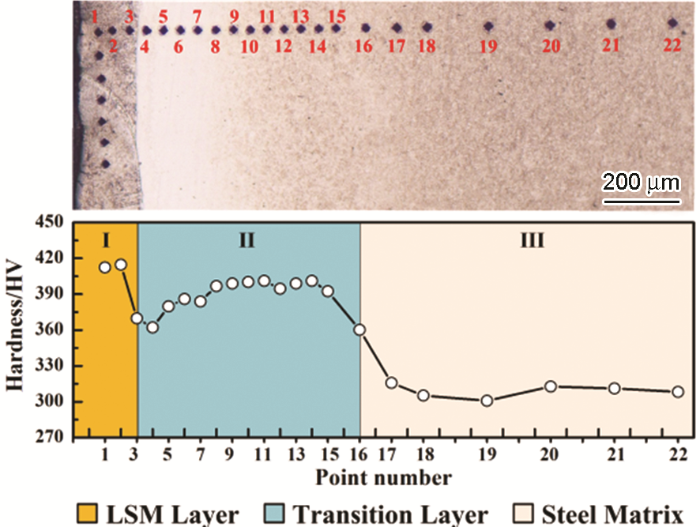
圖3 表面的微小硬度分析部位和硬度曲線
對(duì)圖4 a所示的交叉面LSM層-過渡層頂部和圖4 b所示的一部分。上表面進(jìn)行微小硬度分析可以研磨,焊道界面處熔凝組織的硬度降低,微小硬度大約340 HV。近似可見,LSM處理可以顯著提高超級(jí)13Cr不銹鋼表層組織的硬度,但是在LSM層的高硬度是由于激光熔凝具有很快的冷卻速率,快速凝固的焊接道心部組織十分細(xì)小,從而獲得很高的硬度。焊道界面處硬度的降低應(yīng)歸因于界面處粗大的柱狀晶組織以及熔凝對(duì)上一道熔池附近組織的回火軟化作用。
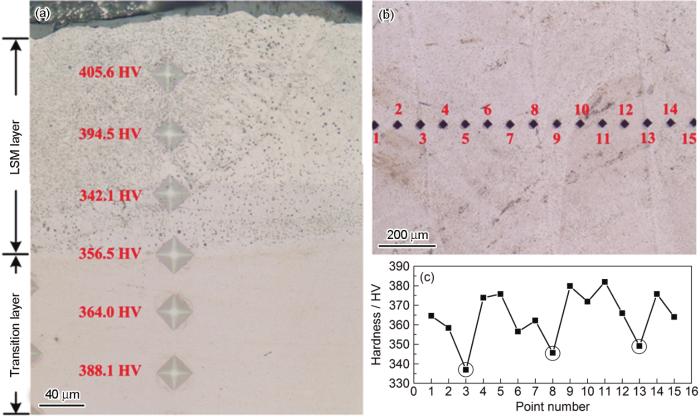
圖4 激光熔融層(a),頂面上的測(cè)試點(diǎn)(b)和頂面的硬度圖(c)在不同位置的測(cè)試顯微硬度值
2.3耐腐蝕性能指標(biāo)
采用動(dòng)電位極化對(duì)比超級(jí)的13Cr不銹鋼的LSM層,過渡層,基體在3.5%的NaCl溶液中的電化學(xué)腐蝕行為,如查詢查詢結(jié)果圖產(chǎn)品5所示,其中過渡層試樣的取樣位置為過渡層頂部。與超級(jí)13Cr基體比例,經(jīng)LSM處理尺寸的開路電位略有升高,但鈍化區(qū)變窄,維交叉電流密度增大,點(diǎn)蝕電位負(fù)移約90 mV。 LSM層的耐腐蝕性能與基體比例略有降低。然而與基體和LSM層劃分,過渡層的透明化區(qū)最寬,維短路電流密度最小,且點(diǎn)蝕電位相對(duì)基體正移約70 mV,說明過渡層的耐腐蝕性能自由基基體和LSM層的。
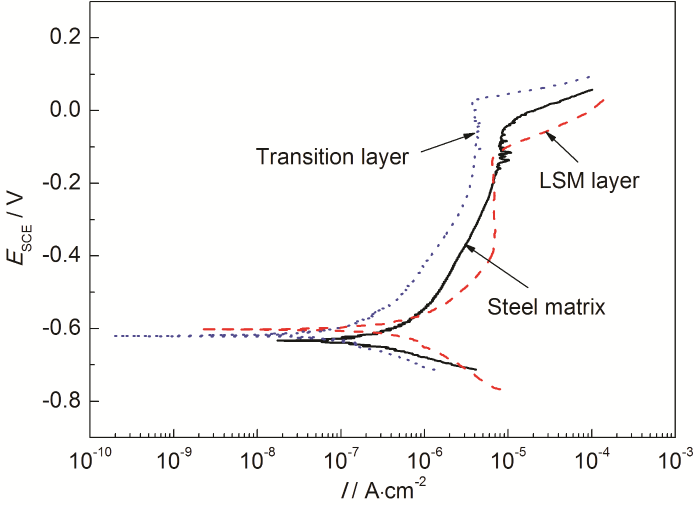
圖5 超級(jí)13Cr不銹鋼在3.5%NaCl溶液中的動(dòng)電位極性曲線
圖6為L(zhǎng)SM層,過渡層,基體碎片在3.5%NaCl溶液中的電化學(xué)探針-Nyquist圖。由容抗弧的截面對(duì)比可知,3種片斷的耐腐蝕性能順序?yàn)檫^渡層>基體>對(duì)于LSM層片段,其奈奎斯特圖在替換區(qū)出現(xiàn)了一個(gè)時(shí)間常數(shù),認(rèn)為為沃堡系數(shù),說明最小化膜在局部位置產(chǎn)生了擴(kuò)散控制的腐蝕過程。結(jié)合圖2 a和4b,可以認(rèn)為這些局部薄弱互連可能與焊道界面有關(guān)。
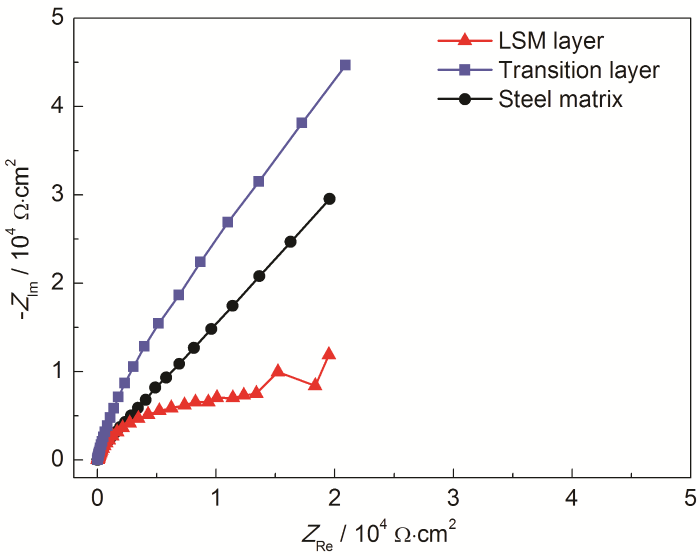
圖6 超級(jí)13Cr不銹鋼在3.5%NaCl溶液中的EIS曲線
作為對(duì)腐蝕電化學(xué)分析手段的重要補(bǔ)充,采用6%的FeCl 3水溶液進(jìn)行腐蝕浸泡實(shí)驗(yàn),對(duì)比分析LSM層的焊道界面,焊道內(nèi)部,過渡層以及基體的耐蝕性能,如查詢查詢結(jié)果圖產(chǎn)品7所示。由圖產(chǎn)品7一個(gè)的總體形貌可以看出,LSM層的腐蝕最為嚴(yán)重,而且呈現(xiàn)沿焊道界面處優(yōu)先腐蝕的特征。一對(duì)處焊道界面進(jìn)行放大產(chǎn)品觀察見圖產(chǎn)品7灣焊道界面處的較弱耐腐蝕性能與圖6中對(duì)沃伯格阻抗產(chǎn)生原因的分析相吻合。圖7 C??分別為過渡層頂部,過渡層底部,基體腐蝕后的形貌,其中過渡層頂部幾乎沒有被腐蝕,腐蝕滲透實(shí)驗(yàn)表明,LSM處理后超級(jí)13Cr不銹鋼各區(qū)域的耐腐蝕性能順序?yàn)椋哼^渡層>基體> LSM層,這與腐蝕電化學(xué)測(cè)試得到的規(guī)律一致。
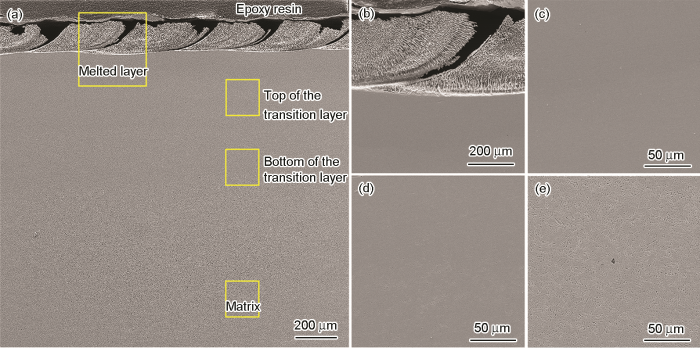
圖7 超級(jí)13Cr鋼在6%FeCl 3溶液中浸泡24 h 后的截面SEM圖(a),熔化層(b)的放大圖,過渡層(c)的頂部,過渡層的底部(d)和矩陣(f)
2.4微區(qū)電化學(xué)與物相分析
圖8為L(zhǎng)SM薄片的掃描Kelvin探針(SKP)微區(qū)分析結(jié)果。可以研磨,由LSM層→過渡層→基體,Kelvin電位先升高后降低。LSM層的Kelvin電位最負(fù),從而-700毫伏;過渡層開爾文電位最正,最高處約為-150毫伏;基體的開爾文電位介于LSM層和過渡層之間根據(jù)前期的研究結(jié)果[ 16,17,18 ],開爾文電位的高低與金屬耐腐蝕能力的高低呈正相關(guān)關(guān)系,高的開爾文電位反映出該部位可能具有更厚的鈍化膜從而具有更高的抵御氯-攻擊的能力,或者該部位的電化學(xué)腐蝕反應(yīng)阻力更強(qiáng)。基于此,可由開爾文電位推斷不同區(qū)域的耐腐蝕能力順序?yàn)椋哼^渡層>基體> LSM層,這一規(guī)律與圖5,6,7中對(duì)各區(qū)域耐腐蝕性能的電化學(xué),浸泡腐蝕分析結(jié)果一致。
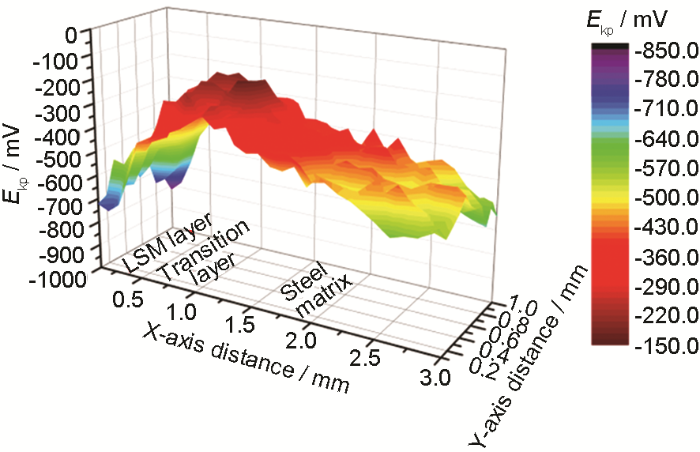
圖8 超級(jí)13Cr不銹鋼經(jīng)LSM處理后各區(qū)域的SKP微區(qū)電化學(xué)分析結(jié)果
為了探究經(jīng)過LSM處理后各微區(qū)耐腐蝕性能產(chǎn)生差異的機(jī)理,對(duì)超級(jí)的13Cr各區(qū)域的物相結(jié)構(gòu)進(jìn)行XRD分析,如查詢查詢結(jié)果圖產(chǎn)品9所示,其中圖產(chǎn)品9一??分別對(duì)應(yīng)LSM層,過渡層和基體。激光熔凝使得超級(jí)的13Cr不銹鋼表層發(fā)生了液固相變,形成典型的凝固組織,快速凝固作用下組織呈馬氏體結(jié)構(gòu),見圖產(chǎn)品9。焊道界面處之所以成為腐蝕最為敏感的超級(jí)13Cr不銹鋼屬于馬氏體不銹鋼,其母體的部位,是因?yàn)檫@些部位的凝固組織更為粗大,柱狀晶之間的元素偏析可能更加顯著,因此不銹鋼在這些區(qū)域的耐蝕性降低更為明顯。材基體在生產(chǎn)過程中一般應(yīng)進(jìn)行二次回火處理,故其組織為馬氏體(M)+少量逆變奧氏體(A)的復(fù)相組織特征。本課題組先期的研究[ 4 ]已證實(shí),該復(fù)相組織具有較好的耐腐蝕性能。激光熔凝使得過渡層在熱的作用下發(fā)生固態(tài)相變。圖9結(jié)果表明,過渡層為馬氏體組織,因此 測(cè)激光熔凝過程中過渡層受熱發(fā)生奧氏體化然后又快速冷卻,類似淬火處理,獲得單相馬氏體組織。本課題組前期的研究[ 4 ]證實(shí),由于淬火態(tài)的超級(jí)的13Cr不銹鋼單相馬氏體組織中無第二相析出,其耐腐蝕性能轉(zhuǎn)變馬氏體+逆變奧氏體復(fù)相組織的,由此過渡層呈現(xiàn)極為優(yōu)異的耐腐蝕性能。
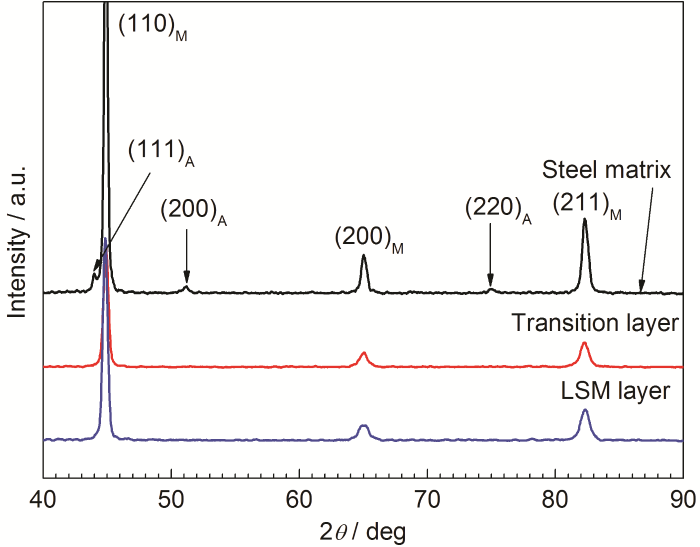
圖9 超級(jí)13Cr不銹鋼經(jīng)LSM處理后各區(qū)域的XRD譜分析結(jié)果
3結(jié)論
(1)超級(jí)13Cr不銹鋼表面獲得的厚度為200μm的激光熔凝層,熔凝層與不銹鋼基體之間存在厚度約600μm的過渡層。
(2)熔凝層的硬度為410 HV,過渡層硬度為360?400 HV,基體的硬度為300?315 HV。激光熔凝處理使超級(jí)13Cr不銹鋼的表面硬度提高約25%。
(3)超級(jí)13Cr不銹鋼激光熔凝層與過渡層插入馬氏體組織,不銹鋼基體為馬氏體+奧氏體的復(fù)相組織。各層的耐蝕性順序?yàn)椋哼^渡層>基體>熔凝層,熔凝層的焊道界面處對(duì)局部腐蝕較敏感。






