
6.3.2 造紙行業腐蝕與防護現狀
2018-06-07 16:51:15
作者:侯保榮等來源:


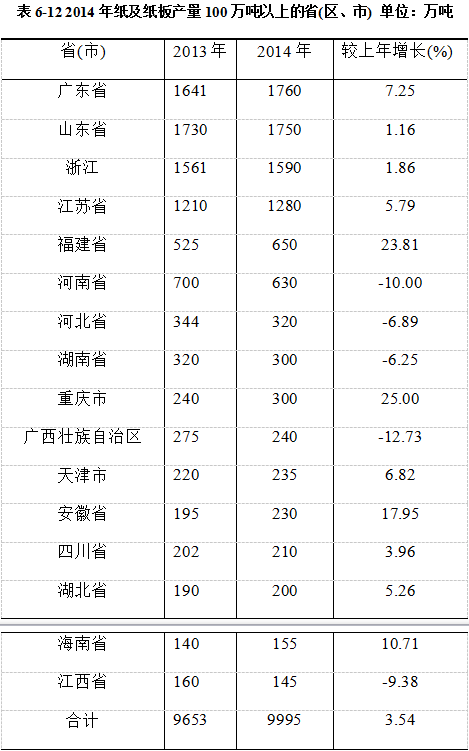
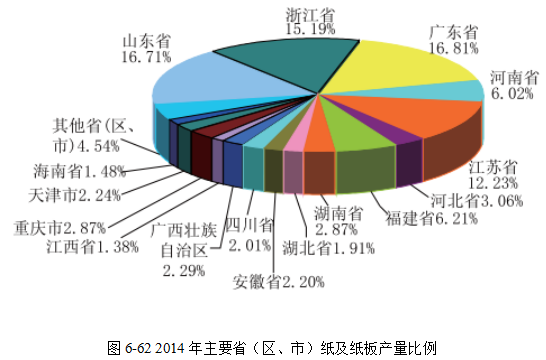
本次造紙行業腐蝕調查根據走訪和調查文獻方式進行調查。造紙行業腐蝕調查走訪主要根據造紙廠的年產量、地理位置等因素,選取幾個比較有代表性的公司。根據不同地區的產量情況,選取有代表性的四個地區進行調查,分別為華東,華北,中南和東北地區,對不同地區的大型,中型及中小型造紙單位進行腐蝕情況調查與統計。表6-12為16個省(區、市)紙及紙板產量超過100萬噸的企業。圖6-62為2014年各省(區、市)紙及紙板產量比例。
在造紙生產過程中,設備常與酸、堿、鹽、腐蝕性氣體等腐蝕性介質或具有腐蝕作用的微生物接觸,設備因此受到腐蝕作用的破壞,給生產帶來很多不利影響,如原料消耗增加、生產環境惡化等,嚴重時可導致設備在達到預期使用壽命之前就無法使用,不得不提前更新,這些都會大大增加造紙工業的成本,嚴重影響企業的經濟效益。從腐蝕類型看,造紙行業所遇到的最普通的腐蝕類型包括均勻腐蝕、局部腐蝕((應力腐蝕破裂以、磨損-腐蝕交互作用等)。根據造紙行業不同設備發生腐蝕的部位來看,包括造紙機的腐蝕、真空泵的腐蝕、輥軸的腐蝕以及蒸球的腐蝕等等。
6.3.2.1造紙行業面臨的主要腐蝕問題
根據不同地區不同規模的造紙廠的調查發現,造紙行業引進的新設備腐蝕較輕微,舊設備面臨的腐蝕問題相對嚴重,不同程度的腐蝕現象隨處可見。下面根據不同腐蝕類型,簡單介紹下造紙行業存在的腐蝕。
(1) 均勻腐蝕
圖6-63顯示的是某小型造紙企業漿池一角的腐蝕情況,從圖中可以看出,整個混凝土表面均發生腐蝕,呈現均勻腐蝕的形貌。其腐蝕原因可能為:混凝土的重要組成有Ca(OH)2、水化硅酸鈣和水化鋁酸鈣,而漿池中的水在機械作用下有一定流速,在一定壓力的流動水作用下,水化產物Ca(OH)2會不斷溶出并流出,Ca(OH)2的溶出使溶液中水化硅酸鈣和水化鋁酸鈣失去穩定性而水解,析出CaO,生成非結合性產物,導致混凝土的強度不斷降低,直至混凝土被破壞。同時國內外造紙工藝中為了提高紙漿白度,生產紙漿(漿板)過程中均采用CIO2漂泊技術,使漿板中殘留了大量的氯元素及其他腐蝕性物質,所以漿池中的水帶有一定腐蝕性,也會破壞混凝土結構至其發生均勻腐蝕。

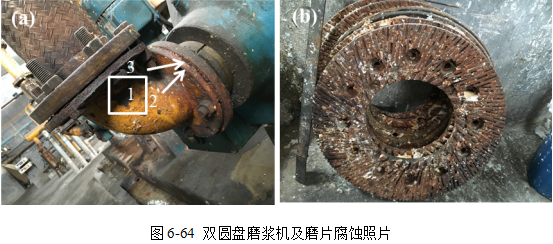
同一造紙企業中,圖6-65是雙圓盤磨漿機發生腐蝕部位及被腐蝕的磨片的照片,圖6-65(a)1為連接管道與磨漿機的彎曲管道部位,該部位發生了均勻腐蝕,且腐蝕程度嚴重,部分銹層已脫離基體。圖6-65(a)2處箭頭指向為法蘭處,該部位也發生了均勻腐蝕。此外,磨漿機中的磨片也發生了嚴重的均勻腐蝕,如圖6-65(b)所示的因腐蝕廢棄掉的磨片。圖6-66所示的打漿機同樣如此,腐蝕嚴重程度難以想象,打漿機外表完全被厚厚的腐蝕產物和紙漿所覆蓋,其中一臺因為腐蝕已經不能工作。造成如此嚴重腐蝕發生的原因首先是紙漿中含有水分,并且水中往往含有多種殘留的造紙化學助劑,可以看成是電解質溶液,構成了電化學腐蝕的條件。在介質和環境的共同作用下,陽極金屬鐵失去電子變成鐵離子Fe->Fe2++2e;電子從陽極流到陰極;陰極主要靠氧的去極化作用,反應為O2+H2O+4e->4OH-,設備長期處于此環境中就形成了圖6-64(a)和圖6-65中所示的厚厚的銹層。磨片除了受紙漿中腐蝕介質的作用外,還不斷受紙漿的摩擦作用,形成磨損腐蝕。

(2) 局部腐蝕
1)縫隙腐蝕-電偶腐蝕
上圖6-65(a)法蘭連接3處發生了縫隙腐蝕。其發生縫隙腐蝕的原因為縫隙內、外形成了氧濃差宏觀電池及紙漿中CI-的存在會加劇縫隙腐蝕程度。在某大型造紙集團中,法蘭連接處存在同樣的腐蝕現象,如下圖6-66所示,仔細觀察還可以發現,箭頭指向的螺母與法蘭緊密接觸的地方螺母表面已經生銹,但法蘭表面仍可看出金屬光澤,該處發生了電偶腐蝕,屬于局部腐蝕。這主要是由于螺母電位較負,在電偶腐蝕中是優先發生腐蝕;而法蘭金屬電位較正,不易發生腐蝕。

2)應力腐蝕
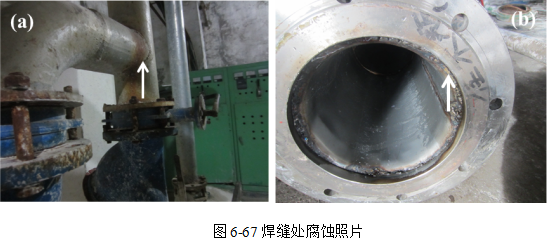
據調查結構件腐蝕70%以上發生在焊接部位,在造紙行業也不例外。下圖是某大型造紙集團設備焊縫處的腐蝕照片。圖6-67(b)中的管道雖然使用時間非常短,但焊縫處的銹跡清晰可見。焊縫處容易腐蝕受其加工工藝的影響。首先,構件在焊接過程中由于較快的升溫和冷卻速度造成構件內存在較高的殘余應力和殘余應變,并且最大殘余應力通常高于材料的屈服強度。因此,在沒有外加應力時,焊接結構材料也可能發生應力腐蝕開裂(SCC)。另外由于形狀不連續和焊接缺陷部位的介質流動速度減緩,這些部位又稱為介質濃度集中的區域,提高了材料的被腐蝕傾向;焊接接頭屬于非均質材料,各個微區成分組織不同,其電位不一樣,易發生電偶腐蝕。所以焊縫處應力集中、工藝缺陷的存在和焊接接頭組織不均勻性共同加劇了焊接結構應力腐蝕破壞的進程,影響了焊接結構的使用壽命和安全可靠性。
上面簡單介紹了造紙行業存在的腐蝕類型,下面重點根據不同造紙設備存在的腐蝕問題進行分析說明其腐蝕現象及發生腐蝕的原因并將其歸納如下。
(1) 造紙機存在的腐蝕問題
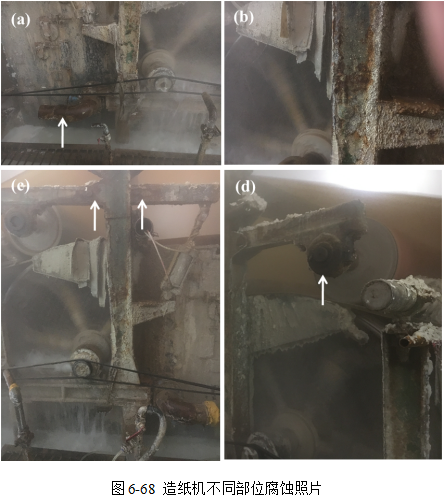
本次造紙行業腐蝕調查中,有一正在生產的小型造紙單位的抄造廠房內,熱氣彌漫,視線模糊并且氣味刺鼻,生產環境非常惡劣,設備腐蝕現象嚴重。兩臺造紙機幾乎全部已經被銹層和殘留在機器上的紙漿所覆蓋。圖6-69是造紙機典型部位的腐蝕照片。圖6-69(a)箭頭指向處為白水循環系統的管道,可以看出該段管道發生了嚴重的全面腐蝕;圖6-68(b)為造紙機機身構成部分,腐蝕類型為局部腐蝕;圖6-69(c)中標記的構件焊接處為局部腐蝕;而圖6-68(d)標記的固定壓輥軸的螺母處為均勻腐蝕,還可能伴有縫隙腐蝕。
在對大型及中型造紙廠的調查中發現,大型造紙廠引進設備都比較先進,腐蝕程度較淺,但舊設備仍存在腐蝕,而且腐蝕還較嚴重。如下圖6-69所示,造紙設備支架及水循環系統的管道發了均勻腐蝕,該單位正在對設備進行檢修和清洗,可以清楚的看到有些部位出現了一些麻點和蝕坑,發生了嚴重的局部腐蝕,原因可能是在這些部位聚集了腐漿等其他污物,發生了化學和微生物兩方面的腐蝕,具體原因分析如下。
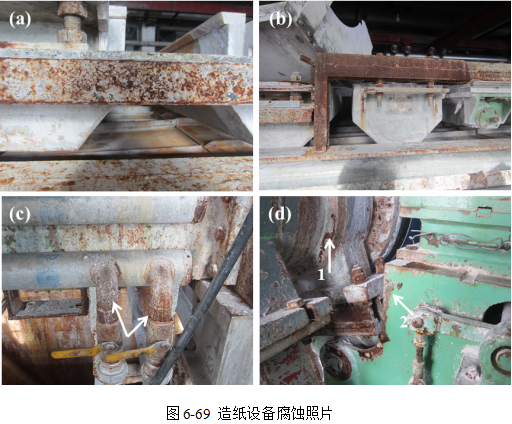
造紙機所處的工況環境潮濕,環境介質種類多,影響設備腐蝕的因素較多。首先隨著工農業的發展,由于水需要量的增加和供水量的減少,水的重復利用問題越來越引起人們的重視。近幾年來造紙工業除了狠抓用水的科學管理外,重點推廣了紙機白水封閉循環,節約了用水,減少了排污,回收了纖維和填料,具有明顯的經濟和環境效益。但是由于白水長時間循環,形成了溶解性固形物的積累,pH值逐漸降低,并且溶解氧增加,造成設備及管道的腐蝕,特別是在白水回用率較高的使用商品漿的造紙廠,腐蝕問題尤為突出。文章[17]也通過實驗說明了碳鋼在造紙白水中不耐腐蝕。另外,文獻對造紙廠生產過程中的造紙廢水和廢氣中的有機污染物種類進行定性分析,對污水進行分析檢測出了48種有機污染物,包括芳香族及其衍生物、樹脂酸及其衍生物、脂肪酸、甘油醋及昌醇類物質,分析空氣污染物成分,檢測出苯、甲苯等多種有機污染物。同時我國造紙廠大部分工廠還處于車速較低的情況,漿料在設備中的停留時間相對較長,從而導致沉積物和腐漿的產生,這點從以上圖6-69可以看出,造紙機身布滿腐漿。有機物及腐漿的大量存在都為微生物的生存創造了有利的環境。所以針對其工作特點,設備腐蝕原因主要有兩方面,化學腐蝕原因和微生物腐蝕原因。化學腐蝕原因如上文解釋到,循環水中含有溶解鹽離子,屬于電解質溶液,而循環水中又溶解了大量的氧氣,所以無論是圖6-69和圖6-70中的排水管道還是造紙機身,都形成了無數的腐蝕電池,每時每刻都在發生腐蝕。只是在圖6-69(b)中,鋼架有些位置被腐漿覆蓋,而有些位置依然暴露在空氣中,形成氧濃差電池,而發生局部腐蝕。在圖6-69(c)中的焊接部位腐蝕情況較同一鋼架非焊接部位要嚴重很多,引起腐蝕的原因較復雜,上文已分析過,這主要是由于焊接部位組織不一樣,形成大陰極小陽極的電偶腐蝕;其次焊接部分可能存在殘余應力,在一定條件下,此處很有可能產生應力腐蝕微裂紋。另外,循環水中含有大量氯氣,從CI2和Fe的化學性質上來分析,Fe是較活潑的金屬,常溫下在沒有水蒸汽存在時,它們與氯等非金屬單質不發生顯著反應,但在高溫Fe將和CI2單質及水蒸汽發生劇烈反應,最后生成α-Fe2O3和Fe3O4即鐵銹,鐵銹的成份比較復雜,通常簡略用Fe2O3.xH2O表示,它是一種松脆多孔的物質,不能保護里層的鐵不受銹蝕。同時高溫、高濃及高流速的共同作用,阻止金屬表面防腐蝕保護膜的形成,也使設備更容易被腐蝕。微生物可以伴隨造紙原料及生產環境生存。微生物進行生命代謝活動時,會產生各種化學物質,而其中所產生的無機酸和有機酸對金屬有很大的腐蝕性,如一種硫細菌在有氧條件下能使硫或其它硫酸化合物氧化,反應最終產生硫酸,對金屬造成腐蝕。同時這些細菌新陳代謝產生的分泌物促使纖維、填料或無機鹽沉積在設備表面,沉積物下面的設備金屬表面由于缺氧而成為陰極,形成濃差電池,腐蝕作用開始發生。在造紙生產系統中,對設備可造成腐蝕的常見的微生物有硫酸鹽還原菌、絲狀鐵菌及硫菌等。其中硫酸鹽還原菌是使鐵金屬腐蝕的主要原因,硫酸鹽還原菌在pH值5.0-9.0,溫度25-60℃范圍內活動最旺盛。在造紙環境中,微生物污垢、纖維填料及有機或無機鹽的沉積物以及白水中碳水化合物(糖淀粉、纖維素)、溶解氧、蛋白質、硫酸鹽、pH值及溫度都適合其生長,圖6-70(a)中的麻點和蝕坑可能是受微生物腐蝕影響形成的。圖6-70(d)2處出現的不規則蝕坑,很大可能是涂層局部機械損傷而引起的局部腐蝕。
因為硫酸鹽還原菌能使硫酸鹽還原為硫化物,如硫化氫等,硫酸鹽還原菌造成的電化學反應如下:
陽極的溶解作用使鋼鐵被極化,H+的中和又使鋼鐵去極化
微生物腐蝕很難單獨存在,往往總是和電化學腐蝕同時發生,兩者很難截然分開。
(1) 蒸球的腐蝕問題
在造紙行業中,蒸球的腐蝕問題也相當嚴重。在制漿和抄紙工藝中,將植物纖維原料蒸煮制成紙漿的壓力容器——蒸球,在使用過程中,造紙廠的蒸煮壓力通常是0.5-0.8MPa,工作溫度175 ℃,裝于球形蒸煮容器內的工作介質含有NH4HSO3,(NH)4SO3,SO2,H2SO4,(NH)2SO4或高濃度NaOH溶液以及草漿分解出的各種有機酸,并且整個球形蒸煮容器還要不斷的旋轉。焊接球形蒸煮容器有可能存在未焊透等焊接缺陷。蒸球外壁接觸介質主要為漿料、水、空氣。特殊的工況和潮濕的車間空氣使熱球外壁處于濕潤狀態 (有一薄層水溶液),寄處于可能發生腐蝕的狀態。沾有漿料等雜質的地方形成了氧濃差腐蝕條件,被雜質覆蓋著含氧量低的溶液接觸到的鋼鐵表面,其電極電位較負的為陽極,發生腐蝕。而蒸球在蒸料時內部的高溫使外壁干操,當雜質及腐蝕產物干燥時是富氧的,這時銹層中的二價鐵離子會被氧化成三價鐵離子。在重新濕潤后,當氧的通路被限制時,銹層可以作為強烈的氧化劑而發生陰極去極化反應。這樣干濕交替的環境下蒸球的腐蝕被加速了。由于腐蝕性介質侵蝕后碳鋼制造的焊接球形蒸煮容器壁厚減薄迅速,嚴重影響球形蒸煮容器的安全運行。超壓造成生產事故隱患,縮短了球形蒸煮容器的使用壽命,增大了生產成本。而球形蒸煮容器腐蝕減薄有很大危害。造紙蒸球作為低壓容器工作壓力較低,但是量大面廣,先天性缺陷較多,事故隱患較大,發生爆炸事故的惡果相當嚴重。事故的發生多屬于操作不當和不重視防腐蝕造成的。蒸球如果因為沒有定期進行壁厚檢測、設備超齡運行等,國內造紙廠已經發生多起蒸球爆炸事故。某造紙廠容積為14m3、操作壓力0.7MPa的蒸球,使用兩年后,檢測發現腐蝕和金屬疲勞。但廠方未降壓使用,導致運行中發生爆炸,造成9人死亡、l人重傷的惡性事故,使企業受到致命打擊。2005年11月3日凌晨,邢臺臨西縣新高實業有限公司(私企)發生一起蒸球爆炸事故。該廠一個25m 3容量的蒸球的球體已經完全炸碎,一半球體殘骸飛向對面一座二層小樓,另一半球體殘骸通過炸開的圍墻,落入了附近農田。發生爆炸時,該廠2人當場被炸死,另有3人重傷。質監部門對現場爆炸物殘骸進行的檢測發現,該蒸球本應是16mm厚,可由于酸性物質腐蝕嚴重,最薄的地方不足3mm,最終導致發生爆炸。
(2) 真空泵的腐蝕問題
調查中某大型造紙集團在荷蘭進口的造紙機主要材質為不銹鋼,運行時間短,未發現明顯腐蝕現象。但在與工作人員溝通時了解到,目前這兩臺進口紙機腐蝕最嚴重的部件是與紙機相連的真空泵,其葉輪每兩星期就會銹死,就要停機酸洗。據介紹,此真空泵采購于國內,葉輪由鑄鐵制成。分析原因,除了上述的化學原因外,沖刷腐蝕也是導致其嚴重腐蝕的因素之一。當腐蝕流體高速運動時,對金屬表產生了附加的剪應力,這種剪應力有可能不斷剝離金屬表面的腐蝕產物或能夠提供保護的表面膜,使金屬不斷以金屬離子形式溶入溶液。
(3) 輥軸的腐蝕問題
造紙機中的輥軸數目較多,起傳送、壓榨等作用,受到的腐蝕情況不同,下圖6-70顯示了壓榨輥受磨損腐蝕的情況。

另外據文獻報道牽引壓榨部的導紙輥容易發生疲勞斷裂,出現操作側軸頭斷裂現象。斷裂的導紙輥(見圖6-71)的示意圖如下:
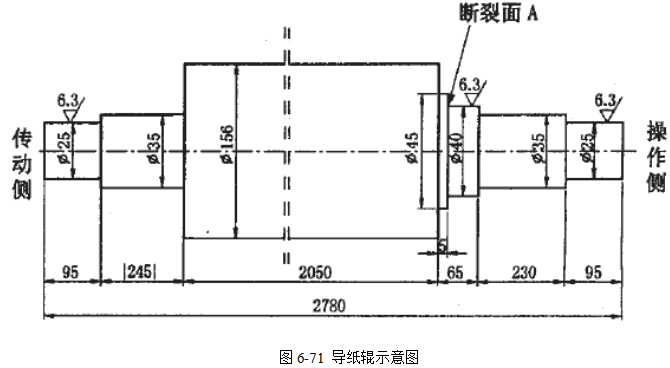
如圖6-71所示,斷裂面發生在操作側軸頭φ40mm與φ45mm之間的臺階剖面A處。軸頭上φ40位置是用于安裝引紙繩輪的。在正常開機情況下,引紙繩通過引紙繩輪對導紙輥施加的作用力F繩主要作用在這個位置。這個位置也是整根導紙輥受力較大的地方。
這個位置上的引紙繩對引紙繩輪的包角都達到90°。在正常開機情況下,引紙繩的張緊力F繩和紙張的張緊力F繩基本上是恒定的,不隨時間而變化。這些力屬于靜載荷。但是對于轉動的導紙輥來說,軸頭上的某一點的應力隨輥子每轉動一圈而循環交變一次。在每次循環中,平均應力、應力幅和周期都不隨時間變化的變應力稱為穩定變應力,若其中之一隨時間變化則稱為非穩定變應力。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞
鋁合金LDH自修復自抗菌膜層構建
點擊數:51
102頁PPT關于表面處理與涂鍍層技
點擊數:40