航空零件典型脆性斷裂原因
2025-07-18 15:26:59
作者:本網發布 來源:《理化檢驗-物理分冊》2025年第5期
分享至:
航空零件的種類繁多且設計復雜,同時基于航空器高穩定性、高速、高安全性的要求,對各個環節零部件的設計、制造、加工和裝配都有著極高的工藝要求與質量控制標準。斷裂是航空零件制造、裝配和服役階段常見的失效形式之一,其中脆性斷裂是一種斷裂前幾乎不產生明顯塑性變形的斷裂方式,往往無任何征兆,對零件的正常使用危害性極大。
脆性斷裂的原因經常涉及零件批次性問題,其危害性極大,關注度高。為明確零件最終斷裂原因,故障分析過程中經常耗費大量的時間和人力。以下選取4個典型脆性斷裂案例進行分析,并根據斷裂原因提出了分析方法和針對性的有效改進措施。
1.1 不銹鋼螺栓斷裂
某不銹鋼螺栓在使用中經常發生斷裂或出現裂紋,其材料為1Cr17Ni2鋼,主要制造工序為毛坯(模鍛件)→鉗工去毛邊→鉗工→搓絲→中間檢驗→熱處理→無損檢測→成品檢驗。斷裂螺栓宏觀形貌如圖1所示。由圖1可知:螺栓表面完好,無明顯的機械損傷、銹蝕和塑性變形。
將斷裂螺栓斷口試樣置于掃描電鏡(SEM)下觀察,結果如圖2所示。由圖2可知:螺栓斷口微觀特征一致,裂紋均起源于螺栓表面,裂紋源區和擴展區的特征基本相同,均為沿晶特征,晶面上有碳化物顆粒分布。人工打斷螺栓光桿段制造缺口,其斷口也呈沿晶形貌特征。
對斷裂螺栓進行硬度測試和化學成分分析,結果均符合技術要求。螺栓斷口除剪切唇外,均呈沿晶特征,說明其為脆性斷裂;而且人工打斷斷口也呈脆性斷裂特征,說明其脆性來自螺栓本身。該螺栓的熱處理工藝為(1030±10)℃淬火、480~540℃回火,強度為(1175±100)MPa,螺栓的實際測得強度為1130MPa,滿足技術要求。根據《中國航空材料手冊》,1Cr17Ni2鋼有明顯的回火脆性,不宜在400~580℃回火,而螺栓的回火溫度為480~540℃,正好在該溫度范圍。此外,對比回火脆性溫度區間內及脆性溫度區間外的試樣,回火脆性區間試樣的沖擊吸收能量為非脆性溫度區間回火試樣沖擊吸收能量的59%。因此,可以判斷螺栓在回火脆性溫度范圍內回火是其脆性斷裂的主要原因,為零件的批次性問題,將問題螺栓未出廠就進行停用處理。后續要調整螺栓的回火溫度,避開回火脆性區間。
1.2 側滾輪裂紋
某側滾輪裝配時沒有產生裂紋,在裝配后幾天內就產生了裂紋。側滾輪材料為GCr15鋼,其主要生產工藝流程為:下料→數控車→熱處理→磨工、車工→中間檢驗→熱處理(低溫回火)→磁粉檢測→表面處理→磁粉檢測→成品檢驗。
側滾輪宏觀形貌如圖3所示。由圖3可知:裂紋已在一側徑向貫穿,裂紋剛健筆直,無明顯塑性變形。在靠近中心孔裂紋一側的位置可見弧形痕跡(見圖4),可知裂紋從該痕跡處萌生起源。斷口源區微觀形貌呈沿晶+ 準解理斷裂特征,還有少量韌窩。沿晶晶面上還可見“雞爪痕”特征的撕裂棱線,未見夾渣、氣孔等冶金缺陷,裂紋源區SEM形貌如圖5所示。對裂紋源區進行能譜分析,結果顯示其成分為正常材料的基體元素,未發現表面鍍鉻層的滲入。

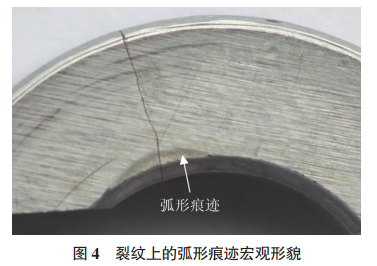

由于裂紋從弧形痕跡起源,故對該痕跡進行分析,發現該處存在顆粒物,對痕跡上的顆粒物進行能譜分析,得到其成分主要為Cr元素,無顆粒物的痕跡表面則為材料基體元素Fe,表面痕跡處的鍍層不完整和不致密。側滾輪裂紋源區的微觀特征為沿晶+準解理,呈脆性起源特征,且沿晶晶面可見“雞爪痕”狀的撕裂棱線形貌,斷面上無腐蝕產物,具有典型的氫脆斷口特征;該零件裝配后間隔一段時間產生裂紋,符合氫脆延時開裂的特點,因此其裂紋性質為氫脆開裂。
裂紋產生位置存在弧線痕跡,從形貌上觀察該痕跡應與零件加工過程中的磨削有關,磨削不當可能使痕跡處產生較大的殘余應力,使得后續表面處理電鍍鉻的過程中,氫原子在該處聚集,導致最后發生氫脆開裂,后續通過改進和控制磨削工藝解決了該問題。
1.3 自鎖螺母斷裂
某自鎖螺母安裝于工作溫度達400℃的法蘭盤上,材料為30CrMnSiA鋼,主要工藝流程如下:材料檢驗→鉗工→磁粉檢測→機械加工→熱處理→鉗工→磁粉檢測→鉗工→表面處理(鍍鎘鈍化)→自鎖試驗。該自鎖螺母使用一段時間后均出現裂紋,裂紋宏觀形貌如圖6所示。由圖6可知:螺母裂紋均由收口端起裂,沿螺母軸向擴展,裂紋形態一致。裂紋打開后斷口呈銀灰色,斷面無塑性變形。
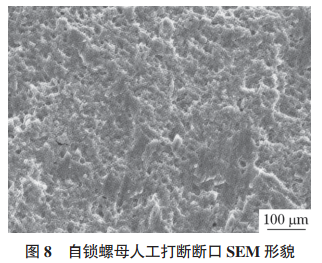
將斷口置于掃描電鏡下觀察,結果如圖7所示。由圖7可知:整個斷口形貌特征基本一致,未見明顯的斷裂棱線和起源特征,未見初始裂紋和缺陷,斷口均呈脆性沿晶特征,晶面光滑,覆有一層表面膜。對斷口進行能譜分析,結果顯示斷口存在大量的Cd元素。取與斷裂螺母同批次的未裝配螺母,人工打斷螺母,斷口呈韌窩形貌特征(見圖8),能譜分析結果顯示斷口材料均為正常元素。
自鎖螺母斷口的宏微觀特征顯示,斷裂無塑性特征,微觀均呈沿晶形貌,屬脆性斷裂。斷面上存在大量的Cd元素,結合自鎖螺母安裝環境,判斷其斷裂性質為鎘脆,屬于低熔點金屬致脆。為避免該螺母再次發生斷裂,將其材料選為高溫合金GH4169,同時表面處理工藝采用鍍銀的方式,可確保自鎖螺母不再發生鎘脆。
1.4 LD5三通接頭開裂
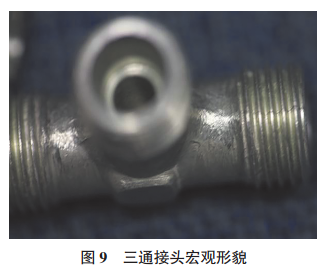
液壓系統的三通接頭材料為LD5鋁合金,其連接方式為非擴口式,在安裝一段時間后,檢查發現該三通接頭存在裂紋。三通接頭的主要生產工藝流程為:鍛造→熱處理→加工→硫酸陽極化。
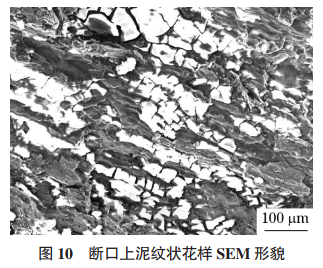
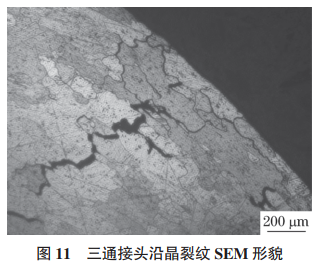
經過宏觀觀察,發現裂紋均勻分布在接頭螺紋的端頭處,且均已貫穿管壁(見圖9)。將裂紋打開,在掃描電鏡下觀察斷口,可見泥紋狀的腐蝕產物,能譜分析結果顯示材料含有O、Cl、S等腐蝕性元素;在螺紋端頭裂紋處截取金相試樣,將試樣置于光學顯微鏡下觀察,發現裂紋由端頭內表面向外表面擴展,以沿晶擴展為主,裂紋開口較為明顯(見圖10~11)。裂紋中存在泥紋花樣腐蝕產物,具有沿晶擴展特征,零件材料在含Cl離子的環境中具有應力腐蝕開裂敏感性,同時S元素的存在增大了裂紋沿晶擴展傾向;三通接頭安裝后受拉應力作用,綜合判斷三通接頭的開裂性質為應力腐蝕開裂,屬于環境介質與應力共同作用下的開裂,Cl元素和S元素同時存在使得應力腐蝕開裂現象加劇。
開裂的三通接頭通過非擴口形式連接導管,其在裝配過程中發生開裂,裝配環境并不惡劣;同時發現采用擴口式連接的三通接頭均未出現應力腐蝕開裂,兩種連接方式的螺紋受力狀態不同,所以該三通接頭的應力腐蝕開裂原因主要跟應力有關,后續改進措施為將三通接頭的連接方式改為擴口。
(1)上述分析結果中的回火脆、氫脆、鎘脆和應力腐蝕都屬于脆性斷裂失效范疇,其常見斷口特征為沿晶。若斷口處無塑性變形,則不能直接判斷一定為脆性斷裂,因為可能為疲勞斷裂。
(2)零件發生脆性斷裂與多種因素有關,包括材料自身特點和環境等因素,如上述案例中的回火脆屬于前者,而鎘脆(液態金屬致脆)、氫脆、應力腐蝕開裂則屬于后者,如何辨別具體屬于哪種斷裂性質,首先應從斷口形貌、斷面是否存在腐蝕性花樣、產物和表面鍍層成分來判斷,而更直接的方法是人工打斷獲取斷口,觀察其斷口特征是韌性還是脆性。若為韌性,則說明脆性斷裂跟材料無直接關系,而是跟環境介質共同作用有關;若為脆性,說明零件自身已脆化,需復查該零件的制造流程,特別是熱加工環節,以確定脆化的來源。
對于環境介質作用下的脆性斷裂,未必能快速、準確確定其發生原因,液態金屬致脆較易判斷,如案例中的自鎖螺母使用環境溫度達到400℃以上,表面鍍層卻選擇低熔點的鎘層,使用中鍍層熔化為液態,并滲入零件基體,使螺母脆化并在工作應力下開裂,屬于典型的設計選材不當。而氫脆和應力腐蝕開裂的影響因素復雜,零件發生氫脆或應力腐蝕開裂的前提是所用材料具有敏感性,一般高強度鋼都具有氫脆敏感性。材料在某些環境下具有應力腐蝕敏感性,進而發生應力腐蝕。在該前提下,高強度鋼零件在制造過程中,表面處理(電鍍)時發生氫的滲入,若后續除氫不徹底,材料會在持久拉應力作用下發生氫脆開裂,因為氫脆一般跟表面處理電鍍有關。氫脆發生的絕大部分原因是零件的批次性問題,往往涉及較多的零件,其防范措施采用過程控制,通過隨槽試樣的氫脆試驗來保證零件質量。開展氫脆失效分析時,如果氫脆起源位置存在裂紋、折疊、機械加工損傷、冶金缺陷等,這些缺陷就會破壞零件的連續性,使零件產生應力集中,表面除氫后,殘余氫原子在應力作用下在缺陷處聚集,最后在持久應力的作用下,材料發生氫脆破壞,案例中的側滾輪氫脆開裂就屬于這種情況。側滾輪氫脆跟起源位置鍍層不完整、不致密有關,為此排查庫存的該批零件,均未發現該形貌,模擬裝配后擺放超過200h也無零件發生開裂,同時已裝配的6件零件只有1件開裂,參考ASTM F519《鍍/ 涂工藝與服役環境的氫脆力學性能評估標準試驗方法》,零件往往在裝配使用后較短時間內就會發生氫脆開裂,而已裝配的零件約半年都未失效,這些信息綜合表明側滾輪氫脆屬于個性案例。此外,氫脆還跟受力有關,不正常的受力狀態和載荷會促進氫脆的發生。
高強度鋁合金鍛件發生應力腐蝕破壞較為常見,應力腐蝕開裂原因分析的難點主要是確定是應力因素還是環境因素,一般要結合失效件發生失效的時間、使用環境、受力狀態和表面處理工藝進行綜合判斷,對于使用時間較短就發生失效的零件,應力的影響可能性較大。但在外場零件應力腐蝕開裂分析中,有的是表面防護層受到破壞,使得基體裸露在含有敏感介質的環境中,進而造成應力腐蝕破壞,這可能是裝配過程中表面防護層破壞或后期使用維護造成的,可采取裝配后再涂防腐涂料的方式(濕裝配)進行預防。
由以上脆性斷裂案例進行分析可知:其原因是多方面的,涉及設計、制造、裝配、使用等環節。由于零件脆性斷裂的危險性高,為避免該類事件的發生,首先在設計選材時,除考慮強度外,還應了解其使用環境,并合理選擇表面處理工藝,設計單位應多了解零件的失效形式和原因。在零件制造過程中,應選用合格的原材料,并正確設定工藝參數,以滿足設計要求;最后在零件裝配、使用時,須了解零件的特性,保證零件正確的裝配狀態和完好的表面狀態。零件在“全生命周期”的任何一個環節都有可能發生脆性斷裂,對此要嚴格執行全過程質量控制。
(1)應采用宏觀與微觀觀察相結合的方法對零件脆性斷裂進行判定。
(2)脆性斷裂的原因跟多種因素有關,包括自身材料和環境介質因素,可通過人工打斷獲取的斷口形貌來明確斷裂原因。
(3)脆性斷裂并非均是零件批次性問題造成的,應結合斷裂原因和失效一般規律,對零件進行處置和改進。
(4)為避免脆性斷裂的發生,應從零件設計、制造、裝配和使用的“全生命周期”進行嚴格質量控制。
作者:王強,林文欽,王陸增,曾思學,李俊文,丁力釗,王怡星
單位:成都飛機工業(集團)有限責任公司
來源:《理化檢驗-物理分冊》2025年第5期
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。