



金相分析(Metallographic Analysis)是材料科學(xué)與工程領(lǐng)域中的一種重要研究方法,主要用于研究和表征金屬及其合金的微觀結(jié)構(gòu)。通過(guò)金相分析,可以獲取材料內(nèi)部的晶粒形態(tài)、相分布、夾雜物、孔隙、析出物、變形特征以及其他微觀結(jié)構(gòu)特征的信息。這些微觀結(jié)構(gòu)直接影響材料的機(jī)械性能、物理性能以及化學(xué)性能,因此金相分析在材料設(shè)計(jì)、質(zhì)量控制、失效分析等方面具有重要作用。金相分析在生產(chǎn)實(shí)際中常常稱為金相檢驗(yàn),在材料研發(fā)、生產(chǎn)過(guò)程控制、故障診斷和質(zhì)量保證中都是不可或缺的工具。 首先要明確金屬和合金在固態(tài)下,通常都是晶體。 晶體就是原子在三維空間中有規(guī)則作周期重復(fù)排列的物質(zhì),就是說(shuō),在金屬和合金中,原子的排列都是有規(guī)則的,而不是雜亂無(wú)章的。 晶體通常具有如下的特征: 1.均勻性; 2.各向異性; 3.能自發(fā)地組成多面體外形; 4.具有確定的熔點(diǎn); 5.晶體的理想外形和內(nèi)部結(jié)構(gòu)都具有特定的對(duì)稱性; 6.對(duì)X射線產(chǎn)生衍射效應(yīng)。 金相檢驗(yàn)的基礎(chǔ)包括樣品制備、腐蝕處理、顯微觀察和圖像分析。樣品制備涉及切割、鑲嵌、研磨和拋光,以獲得平滑的表面。腐蝕處理使用特定的化學(xué)試劑揭示材料的微觀結(jié)構(gòu)。顯微觀察通過(guò)光學(xué)顯微鏡、掃描電子顯微鏡(SEM)或透射電子顯微鏡(TEM)獲取樣品圖像。圖像分析則通過(guò)軟件對(duì)顯微圖像進(jìn)行定量和定性分析,以評(píng)估材料的微觀結(jié)構(gòu)和性能。 立方晶格(Cubic):立方晶格是最對(duì)稱的晶格結(jié)構(gòu),其單位晶胞的三個(gè)邊長(zhǎng)相等,且每個(gè)角度都是90度。常見(jiàn)的立方晶格類型包括簡(jiǎn)單立方晶格(SC)、體心立方晶格(BCC)和面心立方晶格(FCC)。體心立方晶格中的原子不僅位于立方體的角落,還位于中心,而面心立方晶格在角落和每個(gè)面中心都布滿了原子,這使得FCC晶格的密度通常較高。 四方晶格(Tetragonal):四方晶格的單位晶胞具有一個(gè)邊長(zhǎng)與另兩個(gè)邊長(zhǎng)相等,且角度都是90度。四方晶格包括簡(jiǎn)單四方晶格和體心四方晶格。簡(jiǎn)單四方晶格的原子排列較為簡(jiǎn)單,而體心四方晶格則在簡(jiǎn)單四方晶格的基礎(chǔ)上,在中心位置添加了一個(gè)額外的原子,使結(jié)構(gòu)更復(fù)雜。 正交晶格(Orthorhombic):正交晶格的單位晶胞三個(gè)軸都互相垂直,但邊長(zhǎng)不相等。常見(jiàn)的正交晶格類型包括簡(jiǎn)單正交晶格、體心正交晶格(BCO)和面心正交晶格(FCO)。體心正交晶格在簡(jiǎn)單正交晶格的基礎(chǔ)上添加了一個(gè)中心原子,而面心正交晶格則在每個(gè)面中心有額外的原子,形成更復(fù)雜的結(jié)構(gòu)。 單斜晶格(Monoclinic):?jiǎn)涡本Ц竦膯挝痪О哂袃蓚€(gè)軸互相垂直,第三個(gè)軸與這兩個(gè)軸不垂直的特征。該晶格類型包括簡(jiǎn)單單斜晶格和體心單斜晶格。體心單斜晶格在簡(jiǎn)單單斜晶格中添加了一個(gè)中心原子,使得結(jié)構(gòu)更加復(fù)雜。 三斜晶格(Triclinic):三斜晶格是最復(fù)雜的晶格類型,其單位晶胞的三個(gè)軸長(zhǎng)度和相互夾角都不相等。沒(méi)有任何軸與其他軸垂直,導(dǎo)致其晶胞形狀較為不規(guī)則。三斜晶格的結(jié)構(gòu)具有最低的對(duì)稱性,因此在自然界中相對(duì)少見(jiàn)。 六方晶格(Hexagonal):六方晶格的單位晶胞具有兩個(gè)邊長(zhǎng)相等,且底面為正六邊形的結(jié)構(gòu)。其軸長(zhǎng)不同于底面軸,角度為120度和90度。簡(jiǎn)單六方晶格中的原子排列在一個(gè)六邊形的底面上,結(jié)構(gòu)具有較高的對(duì)稱性。 羅頓晶格(Rhombohedral):羅頓晶格的單位晶胞中的三個(gè)軸長(zhǎng)度相等,但軸間夾角不為90度,通常是60度或120度。雖然在幾何上看起來(lái)像一個(gè)“斜方立方體”,但所有邊長(zhǎng)相等的特點(diǎn)使其成為一種對(duì)稱的晶格結(jié)構(gòu)。 相圖中特性點(diǎn)符號(hào)及含義 特性點(diǎn) 溫度(℃) 含碳量(%) 特性點(diǎn)的含義 A 1538 0 純鐵的熔點(diǎn) B 1495 0.53 包晶轉(zhuǎn)變的液態(tài)合金成分 C 1148 4.30 共晶點(diǎn) D 1227 6.69 滲碳體熔點(diǎn) E 1148 2.11 碳在奧氏體中最大溶解度 F 1148 6.69 共晶滲碳體成分點(diǎn) G 912 0 a-Fe← →r-Fe同素異構(gòu)轉(zhuǎn)變點(diǎn) H 1495 0.09 碳在ð-Fe中最大溶解度 J 1495 0.17 包晶點(diǎn) K 727 6.69 Fe3C的成分 N 1394 0 r-Fe ← →ð-Fe同素異構(gòu)轉(zhuǎn)變點(diǎn) P 727 0.0218 碳在ɑ-Fe中最大溶解度 S 727 0.77 共析點(diǎn) Q 室溫 0.0008 室溫下碳在鐵素體中溶解度 相圖主要特性線 序號(hào) 線名及含義 1 AC線,液體向奧氏體轉(zhuǎn)變的開(kāi)始線,即:L→A 2 CD線,液體向滲碳體轉(zhuǎn)變的開(kāi)始線,即:L→Fe3CI ACD線統(tǒng)稱為液相線,在此線以上合金全部處于液相狀態(tài),用符號(hào)L表示。 3 AE線,液體向奧氏體轉(zhuǎn)變的終止線。 4 ECF線,水平線、共晶線。 AECF線統(tǒng)稱為固相線,液體合金冷卻至此線,全部結(jié)晶為固體,此線下為固相區(qū) 5 ES線,又稱Acm線,是碳在奧氏體中溶解度曲線,即:L→Fe3CII 6 GS線,又稱A3線。 7 GP線,是奧氏體向鐵素體轉(zhuǎn)變的終止線。 8 PSK線,共析線,又稱A1線。 9 PQ線,碳在鐵素體中的溶解度曲線。 相圖的相區(qū) 1.單相區(qū),簡(jiǎn)化的Fe-Fe3C相圖中有F、A、L和Fe3C四個(gè)單相區(qū)。 2.兩相區(qū),簡(jiǎn)化的Fe-Fe3C相圖中有L+A、L+Fe3C、A+F、A+FeC和F+Fe3C五個(gè)兩相區(qū)。 每個(gè)兩相區(qū)都與相應(yīng)的兩個(gè)單相區(qū)有相鄰兩條三相共存線,即: 共晶線:ECF、L、A和Fe3C三相共存。 共析線:PSK、A、F和Fe3C三相共存。 鐵碳合金的基本相 基本相 定 義 力學(xué)性能 容碳量 鐵素體F 碳在ɑ-Fe中的間隙固溶體 強(qiáng)度、硬度低,塑性、韌性好 最大0.02% 奧氏體A 碳在γ-Fe中的間隙固溶體 硬度低、塑性好 最大2.14% 滲碳體Fe3C Fe與C的金屬化合物 硬而脆 最大6.7% AC1 – 加熱時(shí),珠光體向奧氏體轉(zhuǎn)變的開(kāi)始溫度。 Ar1 – 冷卻時(shí),奧氏體向珠光體轉(zhuǎn)變的開(kāi)始溫度。 AC3 – 加熱時(shí),先共析鐵素體全部轉(zhuǎn)變?yōu)閵W氏體的終止溫度。 Ar3 – 冷卻時(shí),奧氏體開(kāi)始析出先共析鐵素體的溫度。 Accm – 加熱時(shí),二次滲碳體全部融入奧氏體的終止溫度。 Arcm – 冷卻時(shí),奧氏體開(kāi)始析出二次滲碳體的溫度。 通常把加熱時(shí)的臨界溫度加注下標(biāo)“C”,冷卻時(shí)的臨界溫度加注下標(biāo)為“r” 鐵碳合金的七種類型 1.工業(yè)純鐵:w(C)﹤0.0218% 2.共析鋼:w(C)=0.77% 3.亞共析鋼:w(C)=0.021%~0.77% 4.過(guò)共析鋼:w(C)=0.77%~2.11% 5.共晶白口鐵:w(C)=4.30% 6.亞共晶白口鐵:w(C)=2.11%~4.30% 7.過(guò)共晶白口鐵:w(C)=4.30%~6.69% 鐵素體: 碳溶于ɑ-Fe中的間隙式固溶體稱為鐵素體,常用F表示。因?yàn)轶w心立方晶格的ɑ-Fe總的間隙量雖大,但是間隙半徑卻很小,所以碳在ɑ-Fe中的溶解度極小,室溫下不超過(guò)0.005%,隨著溫度升高,溶解度略有增加,在727度時(shí)達(dá)到最大值,也僅有0.0218%。 鐵素體含碳量很低,其性能接近純鐵,是一種塑性、韌性高和強(qiáng)度、硬度低的組織。 奧氏體: 碳溶于γ-Fe中的間隙式固溶體稱為奧氏體,常用A表示。因?yàn)槊嫘牧⒎骄Ц竦?gamma;-Fe總的間隙量雖比ɑ-Fe的小,但空隙半徑比較大,所以能溶解較多的碳。碳在γ-Fe中的溶解度隨溫度升高而增加,在727度時(shí)為0.77%,在1148度時(shí)達(dá)到最大值2.11%。 奧氏體塑性很好,強(qiáng)度和硬度也比鐵素體高。 滲碳體: 滲碳體是鐵與碳的化合物,常用Fe3C表示。 滲碳體的含碳量為6.69%,熔點(diǎn)約為1227度,晶體結(jié)構(gòu)復(fù)雜,硬度很高,脆性極大,幾乎沒(méi)有塑性。 一般來(lái)說(shuō),在鐵碳合金中,滲碳體越多,合金就越硬,越脆。 珠光體: 鐵素體和滲碳體組成的機(jī)械混合物叫做珠光體,常用P表示。珠光體的平均含碳量為0.77%。其性能介于鐵素體和滲碳體之間。 一般情況下,珠光體中鐵素體和滲碳體呈片狀交替分布,稱為片狀珠光體。通過(guò)熱處理可以使?jié)B碳體呈顆粒狀分布在鐵素體基體上,叫做球狀珠光體或粒狀珠光體。 萊氏體: 由奧氏體和滲碳體組成的機(jī)械混合物(共晶體)叫做萊氏體,常用Ld表示。 萊氏體的平均含碳量為4.3%,因它以滲碳體為基體,其性能硬而脆。當(dāng)冷卻至727度時(shí),萊氏體中的奧氏體將轉(zhuǎn)變?yōu)橹楣怏w。 鐵碳合金在平衡狀態(tài)下的五個(gè)基體組織中,鐵素體、奧氏體和滲碳體是鐵碳合金的三個(gè)基本相,而珠光體和萊氏體則為基本相組成的機(jī)械混合物。 1. 金相顯微鏡的放大原理 金相顯微鏡是由兩塊透鏡(物鏡和目鏡)組成,并借助物鏡、目鏡兩次放大,使物體得到較高的倍數(shù)。放大率與物鏡和目鏡的焦距乘積成反比。 物鏡:顯微鏡成象質(zhì)量主要決定于物鏡的優(yōu)劣,因此它是顯微鏡中的最重要的光學(xué)零件。 物鏡的分辨率:是指將試樣上細(xì)微組織構(gòu)成清晰可分的能力。 象差:一般實(shí)用光束均要有一定寬度,而且物體的發(fā)光點(diǎn)也不可能全部都用在光軸上,對(duì)不同波長(zhǎng)的光折射率也不相同。因此,實(shí)際的光學(xué)系統(tǒng)與近軸光學(xué)系統(tǒng)所得圖像有所偏差。 目鏡:是將物鏡放大的中間象再次放大。 放大倍數(shù)=物鏡放大倍數(shù)×目鏡放大倍數(shù)。 觀察:為了保證在聚焦過(guò)程中物鏡不觸及試樣的操作次序是先調(diào)節(jié)粗動(dòng)螺絲使物鏡接近試樣,再通過(guò)目鏡觀察試樣時(shí)用微動(dòng)螺絲進(jìn)行調(diào)節(jié)。 2. 金相顯微鏡的光學(xué)系統(tǒng) 3. 金相組織檢驗(yàn)方法 《GB/T 13298-1991》 試樣的侵蝕-一般情況下顯示組織用4%硝酸酒精溶液侵蝕。 在顯微鏡下觀察鐵素體為均勻明亮的多邊形晶粒。 滲碳體不會(huì)被硝酸酒精溶液腐蝕,所以在顯微鏡下顯示白亮顏色。 珠光體在高倍顯微鏡下可以看到是條狀滲碳體分布于鐵素體機(jī)體上,在低倍顯微鏡下呈片層狀特征。 4. 金相顯微鏡的操作 1)操作者必須充分了解儀器設(shè)備的結(jié)構(gòu)原理,使用方法,嚴(yán)守操作規(guī)程; 2)操作時(shí)雙手要干凈,試樣的觀察面應(yīng)用酒精沖洗并吹干; 3)操作顯微鏡時(shí),對(duì)鏡頭要輕拿輕放,不用的鏡頭應(yīng)隨時(shí)放入盒中,不能用手觸摸鏡頭; 4)調(diào)整焦距時(shí),應(yīng)先輕輕轉(zhuǎn)動(dòng)粗調(diào),使物鏡和觀察面盡量靠近,并從目鏡對(duì)焦,然后輕輕轉(zhuǎn)動(dòng)微調(diào),直到調(diào)節(jié)成像清晰為止。在調(diào)節(jié)中必須避免物鏡和試樣磨面碰撞,損壞鏡頭; 5)顯微鏡使用完畢后,應(yīng)及時(shí)將物鏡、目鏡卸下,放入盒中,最后切斷電源。 5. 金相顯微鏡的維護(hù) 1)金相顯微鏡的工作地點(diǎn)必須干燥、少塵、少震動(dòng),不應(yīng)放在陰暗潮濕的地方,也不應(yīng)受陽(yáng)光暴曬; 2)不宜靠近揮發(fā)性、腐蝕性等化學(xué)藥品,以免造成腐蝕環(huán)境; 3)在顯微鏡工作時(shí),樣品上的殘留液體、油污必須去凈,如不慎玷污鏡頭,應(yīng)立即用棉花擦凈。油鏡頭用畢應(yīng)立即用二甲苯細(xì)心的揩凈; 4)物鏡、目鏡一般應(yīng)放在干燥皿中,如果有灰塵用吹灰球洗凈,然后用擦鏡紙擦干凈; 5)陰暗潮濕的空氣對(duì)顯微鏡危害很大,會(huì)造成部件生銹、發(fā)霉,以致報(bào)廢; 6)機(jī)械部分不要隨意拆卸,經(jīng)常加潤(rùn)滑油,以保證正常運(yùn)轉(zhuǎn)。 1. 使用方法 1)右手將手柄抬起,左手將支撐板脫開(kāi)支撐點(diǎn),這時(shí)右手握住手柄使試樣漸漸接近砂輪片,進(jìn)行切割; 2)切割時(shí),冷卻液必須對(duì)準(zhǔn)試樣的切割位置,并同時(shí)保持均勻進(jìn)給。冷卻液的大小也應(yīng)調(diào)節(jié)至切割要求,以免溢出機(jī)外; 3)切割完畢將鋸架抬起到一定的高度,支撐板便自動(dòng)將鋸架支撐在一定位置,此時(shí)方可取下試樣。 2. 維護(hù)與保養(yǎng) 1)嚴(yán)禁使用已有裂紋或破損的砂輪片進(jìn)行切割。 2)不宜在沒(méi)有冷卻液或冷卻液不充分的情況下切割。 3)切割機(jī)應(yīng)每天做好清潔保養(yǎng)工作,各轉(zhuǎn)動(dòng)處在操作前應(yīng)注入潤(rùn)滑油。 4)機(jī)體內(nèi)積屑及垃圾應(yīng)經(jīng)常清除,使排水暢通。 1. 使用方法 1)接通電源開(kāi)關(guān); 2)將需鑲嵌的試樣放置在下模,放入電玉粉或膠木粉,合上防護(hù)蓋板,旋緊八角旋鈕,使下模上升到壓力指示燈亮,恒溫一定時(shí)間,使試樣成形; 3)松開(kāi)八角旋鈕及蓋板,頂出試樣,并在十分安全的情況下取出試樣; 4)如需調(diào)整設(shè)定溫度時(shí),可根據(jù)需要按鍵進(jìn)行調(diào)整設(shè)定溫度值,其他參數(shù)均不需要調(diào)整。 2. 維護(hù)與保養(yǎng) 1)每次使用完畢,及時(shí)做好清潔保養(yǎng)工作,嚴(yán)禁使用帶有腐蝕性的液體進(jìn)行清洗,清潔后的鋼模套內(nèi)腔和上下模應(yīng)涂上油脂,防止銹蝕。 2)對(duì)絲杠、花鍵套等轉(zhuǎn)動(dòng)、移動(dòng)部位必須定期加油潤(rùn)滑,連續(xù)使用3~5次,以免在操作時(shí)產(chǎn)生卡死和超負(fù)荷現(xiàn)象,損壞機(jī)件。 1. 使用方法 1)調(diào)節(jié)水旋鈕,讓水不停地流入磨盤(pán); 2)磨盤(pán)注入適量水后,放入砂紙; 3)接通開(kāi)關(guān)磨盤(pán)旋轉(zhuǎn)后,進(jìn)行磨光工作; 4)放入不同型號(hào)的砂紙,由粗至細(xì)連續(xù)進(jìn)行磨光; 5)使用的砂紙以水砂紙最為適宜。 2. 維護(hù)與保養(yǎng) 1)不允許使用已破損的砂紙,以免影響磨光時(shí)的安全。 2)及時(shí)清除底座中的沉積物以利于排水,不使用時(shí)應(yīng)及時(shí)蓋好塑料蓋。 3)長(zhǎng)期使用后應(yīng)及時(shí)更換軸承的潤(rùn)滑油。 1.使用方法 1)取下蓋、罩和套圈,做好清潔工作; 2)將拋光織物粘貼在拋光盤(pán)上,并在粘貼前先在盤(pán)上涂少量的機(jī)油,為保證使用安全,一般呢絨類織物采用粘貼法; 3)將罩緊壓在盤(pán)內(nèi),并在織物表面滴上適量的拋光液或拋光膏與水,接通電源開(kāi)關(guān),進(jìn)行拋光工作; 4)在不使用時(shí)及時(shí)蓋上塑料蓋,以免灰塵或其他雜物落入拋光織物上影響拋光效果。 2. 維護(hù)與保養(yǎng) 1)在使用時(shí)不允許對(duì)試樣加過(guò)大的壓力,以免電動(dòng)機(jī)過(guò)載而導(dǎo)致電動(dòng)機(jī)損壞。 2)拋光織物應(yīng)緊貼在拋光盤(pán)上,不允許使用已破損的織物,以免在拋光時(shí)試樣有飛出去的危險(xiǎn)。 3)在不使用時(shí)應(yīng)及時(shí)清理排污通道的沉積物做好清潔保養(yǎng)工作。 4)長(zhǎng)期使用后,應(yīng)及時(shí)更換電動(dòng)機(jī)潤(rùn)滑油。 金相試樣的制備包括切割、鑲嵌、研磨、拋光和腐蝕處理等步驟,以確保樣品表面光滑且適合顯微觀察。切割使用適當(dāng)?shù)墓ぞ邔悠非懈畛尚K,鑲嵌是將樣品固定在樹(shù)脂中以便于后續(xù)處理,研磨和拋光步驟通過(guò)逐步使用細(xì)粒度磨料和拋光劑來(lái)獲得鏡面般的表面。腐蝕處理則利用化學(xué)試劑揭示材料的微觀結(jié)構(gòu)。制備過(guò)程中,常用的標(biāo)準(zhǔn)包括ASTM E3《金相試樣的制備》、ISO 8688《金屬和合金金相試樣的制備方法》以及GB/T 13298《金屬材料金相試樣制備方法》。這些標(biāo)準(zhǔn)確保了試樣制備的規(guī)范性和一致性。 取樣注意事項(xiàng): 試樣尺寸以磨面面積小于400平方毫米,高度以15—20mm為宜。試樣可以用手鋸、砂輪切割機(jī)、電火花切割機(jī)、車、銑、鋸等方式。脆而硬的金屬可以用錘擊法取樣。不論使用何種方法切割,均應(yīng)該注意不能使試樣由于變形或受熱導(dǎo)致組織發(fā)生變化。對(duì)于使用高溫切割的試樣,必須除去熱影響部分。 1.在金相試樣制備過(guò)程中,有許多試樣直接磨拋有困難,需要進(jìn)行鑲嵌。通常進(jìn)行鑲嵌的試樣有:形狀不規(guī)則的試樣、線材及板材,細(xì)小工件;表面處理及滲層、鍍層等。 2.金相試樣經(jīng)切割或鑲嵌后,需進(jìn)行研磨才能得到光亮的磨面。研磨的過(guò)程包括粗磨和細(xì)磨。 3.拋光的目的是在于去除金相磨面上由細(xì)磨所留下的細(xì)微磨痕及表面變形層,使磨面成為無(wú)劃痕的光滑鏡面。 4.在某些合金中,由于各組成物的硬度差別較大,或由各相本身色澤顯著不同,拋光狀態(tài)下能在顯微鏡中分辨出組織,常用的金屬組織侵蝕法有化學(xué)侵蝕和電解侵蝕。 常用的侵蝕劑 5.吹干 試樣制備注意事項(xiàng) 1)呈90°角磨、拋試樣,目的:消除劃痕; 2)水砂紙要加水,試樣呈45°角進(jìn)行沖洗,目的:將試樣上的雜物沖掉; 3)金相砂紙不需要加水,每次磨、拋后需要用絨布將水擦拭干凈; 4)沖洗、侵蝕和擦拭試樣時(shí),要保持同一個(gè)方向,不要頻繁的轉(zhuǎn)換方向; 5)拋光用帆布、金剛石噴霧研磨劑和水,用力均勻。 根據(jù)化學(xué)成分區(qū)分 2. 根據(jù)品質(zhì)區(qū)分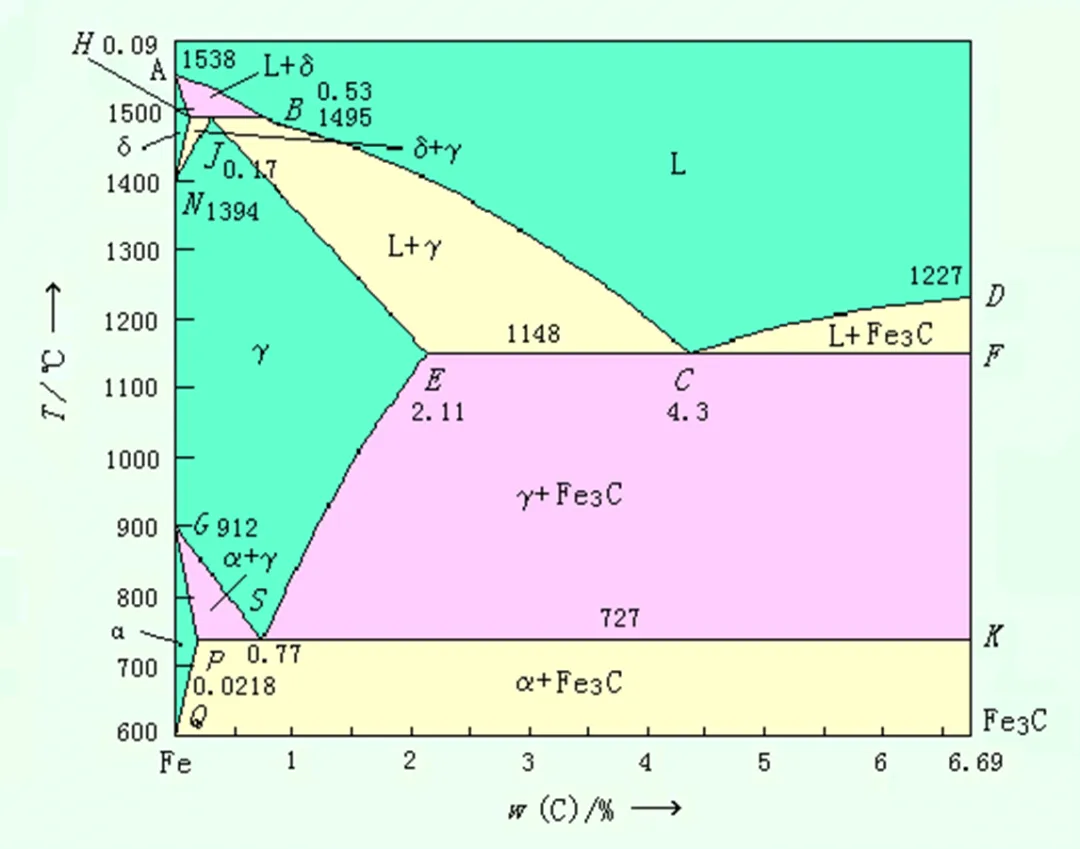

















免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”