
奧氏體不銹鋼熱處理
2023-02-09 16:51:39
作者:熱處理生態圈 來源:熱處理生態圈
分享至:


隨著冶金技術的發展,各類優質不銹鋼不斷出現。盡管冶金行業可以不斷研發優質鋼種,但是需要正確的熱處理才能更好的發揮不銹鋼的功能。
不同鋼種的不銹鋼加熱冷卻過程中,基體組織轉變不同,碳、氮化物以及金屬間化合物生成轉變不同,對不銹鋼的性能影響不同。因此,在不銹鋼熱處理過程中應根據鋼種和使用目的選擇合適的熱處理工藝。
奧氏體不銹鋼熱處理
1. 奧氏體不銹鋼熱處理目的
奧氏體不銹鋼基體組織為奧氏體,在加熱和冷卻過程中不發生馬氏體相變,沒有淬硬性。
奧氏體熱處理的目的是提高耐蝕性,消除第二相帶來的不利影響,消除應力,或使已經加工硬化的材料得到軟化。

2. 基礎理論
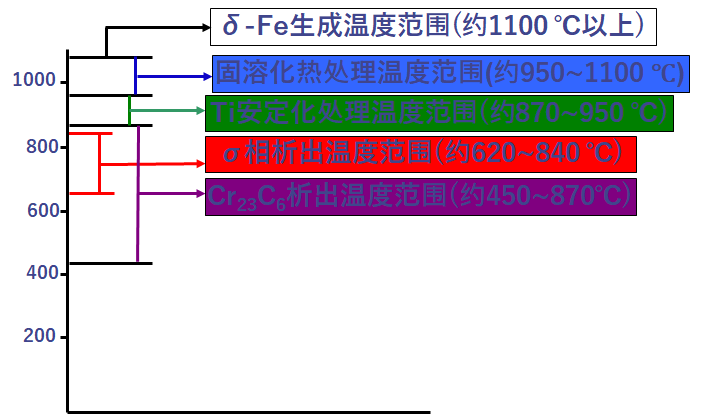
(1)析出物生成溫度
(2)合金碳化物的析出與溶解
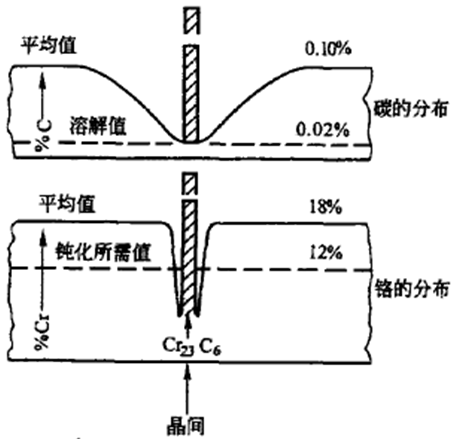
1) 碳溶解度
304(18Cr-8Ni),1200℃碳的溶解度0.34%,1000 ℃碳的溶解度0.18%。600 ℃碳的溶解度0.03% 。
304碳含量不大于0.08%,1000 ℃以上碳固溶于奧氏體中,由于碳原子半徑小,所以溫度降低時碳原子沿著晶界析出。

18Cr-8Ni
2)晶間貧鉻
碳溶解度:溫度降低,溶解度降低。
碳原子半徑:原子半徑小,溶解度降低,沿晶界析出。
穩定性:析出碳原子不穩定,與Cr、Fe生產穩定的Cr23C6或(FeCr)23C6 。
原子擴散速率 :碳原子半徑小,擴散速率較大。鉻原子半徑大,擴散速率較小。
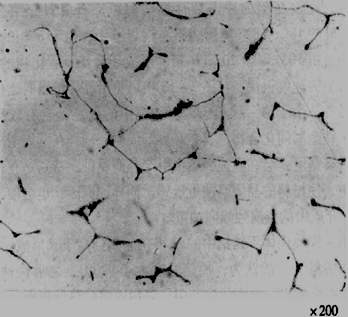
(3)σ相
1)產生條件
620~840 ℃溫區,長時間加熱
加入鐵素體形成元素,如Ti、Nd等。
采用形成鐵素體形成元素高的焊條焊縫中。
以Mn、N代Ni的奧氏體中。
2)不利影響
降低塑性,特別是沖擊韌性。
σ相是富金屬間化合物,形成時易導致晶間腐蝕,Cl-介質中點蝕。
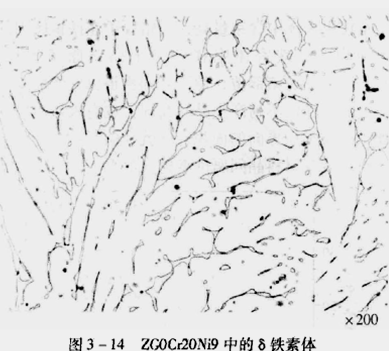
(4)δ-鐵素體
1)產生條件
鑄造的鉻-鎳奧氏體不銹鋼,鑄態化學成份不均勻,鐵素體形成元素偏聚區。
一些奧氏體不銹鋼的焊縫組織中。
2)有利影響
含5-20%δ-鐵素體,減少晶間腐蝕。
提高屈服強度。
在低應力條件下可降低應力腐蝕的敏感性。
焊接時,減少焊接熱裂紋形成的可能性
3)不利影響
壓力加工時易形成裂紋(兩種組織變形能力不同)。
3.熱處理工藝
(1) 固溶化處理
1) 固溶化處理溫度:950-1150℃
2) 保溫時間:比一般合金鋼長20-30%。
3) 冷卻:碳化物形成溫度區間(450-850℃)需快冷;
冷卻方式有以下原則:
鉻含量大于22%,且鎳含量較高;
碳含量大于0.08%;
碳含量不大于0.08%但有效尺寸大于3mm的不銹鋼,選用水冷。
碳含量不大于0.08%,有效尺寸小于3mm的不銹鋼,選用風冷。
有效尺寸小于0.5mm的薄件可空冷。

(2) 安定化處理
安定化處理是含Nd或Ti的奧氏體不銹鋼采用的熱處理方法。
1)安定化處理溫度:高于鉻的碳化物溶解溫度(450-870℃)低于或略高于TiC和NbC的溶解溫度(750-1120 ℃)。一般推薦為870-950 ℃。
2) 保溫時間:2-4小時(依工件形狀,合金元素等)。
厚度或直徑為25mm的保溫時間2小時,超過的加計1小時。
3) 冷卻:較小的冷卻速度,如空冷或爐冷。

(3) 去應力退火
1)奧氏體不銹鋼的去應力退火工藝,應根據奧氏體不銹鋼的材質、使用環境、消除應力的目的及工件形狀尺寸等情況選擇。
2)去應力退火的目的
去除殘余應力,降低應力腐蝕破裂。
保證工件最終尺寸的穩定性。
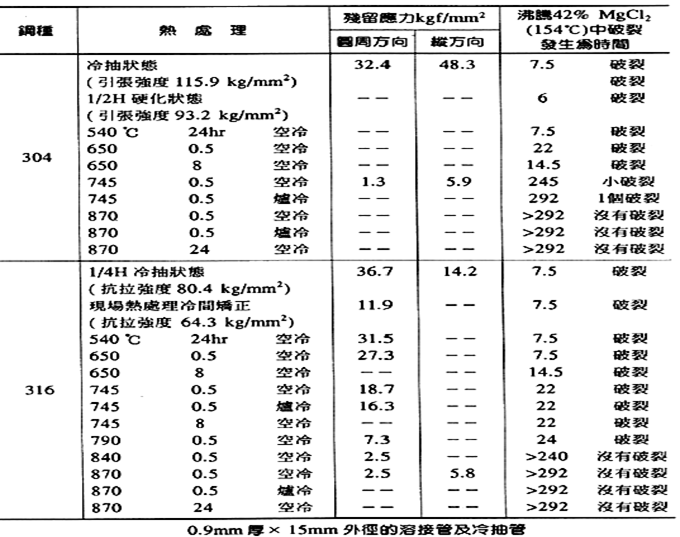
3) 應力腐蝕破壞
4) 去應力退火方法
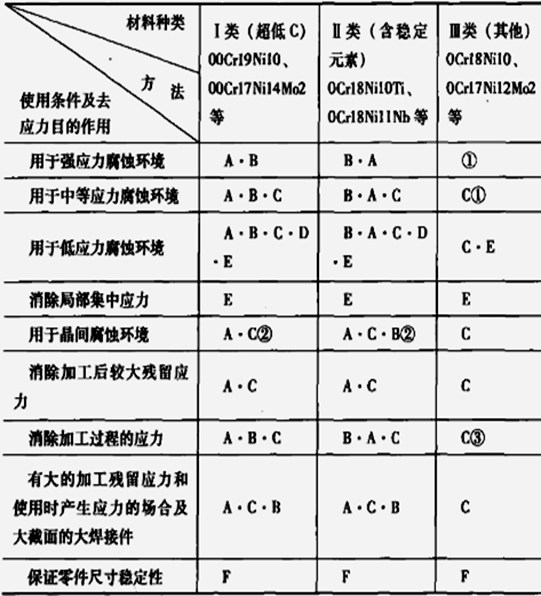
說明:表中方法順序為優先選擇順序
A:1010-1120℃加熱保溫后緩慢冷卻。
B:850-900℃加熱保溫后緩慢冷卻。
C:1010-1120℃加熱保溫后快速冷卻。
D:480-650 ℃加熱保溫后緩慢冷卻。
E:430-480 ℃加熱保溫后緩慢冷卻。
F:200-480 ℃加熱保溫后緩慢冷卻
保溫時間:按每25mm,保溫1-4h,較低溫度時采用較長保溫時間。
注:
在較強應力腐蝕環境工作,最好選用Ⅰ類鋼A處理,或Ⅱ類鋼B處理。
工件在制作過程中,產生敏化情況下應用。
如果工件在最終加工后進行C處理時,此時可采用A或B處理。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8264

腐蝕與“海上絲綢之路”
點擊數:6639