



1 美國二戰(zhàn)斷裂自由輪鋼板測試報(bào)告
2 當(dāng)代材料及焊接沖擊測試標(biāo)準(zhǔn)
3 鋼材增韌技術(shù)
01 自由輪鋼板測試報(bào)告
在1942-43年(二次世界大戰(zhàn)期間)的冬天,美國許多焊接的商船和油輪發(fā)生了嚴(yán)重的斷裂。有些船完全裂成兩半,有些船的加強(qiáng)甲板或底部完全斷裂。美國國家標(biāo)準(zhǔn)局被要求協(xié)助調(diào)查這些故障。因此,斷裂鋼板的樣品提交冶金司進(jìn)行檢查。隨著焊接的船只繼續(xù)斷裂,問題變得很明顯且被意識(shí)到這是一個(gè)非常嚴(yán)重的問題,美國海岸警衛(wèi)隊(duì)發(fā)出了指示,將斷裂板的樣品進(jìn)行適當(dāng)?shù)貥?biāo)識(shí),并應(yīng)該送到國家標(biāo)準(zhǔn)局進(jìn)行研究。這項(xiàng)調(diào)查從那時(shí)起就一直在進(jìn)行,有兩個(gè)主要目標(biāo):第一,確定單個(gè)故障的原因,第二,獲取數(shù)據(jù),用于評(píng)價(jià)導(dǎo)致斷裂的起源和擴(kuò)展的冶金和其他因素。
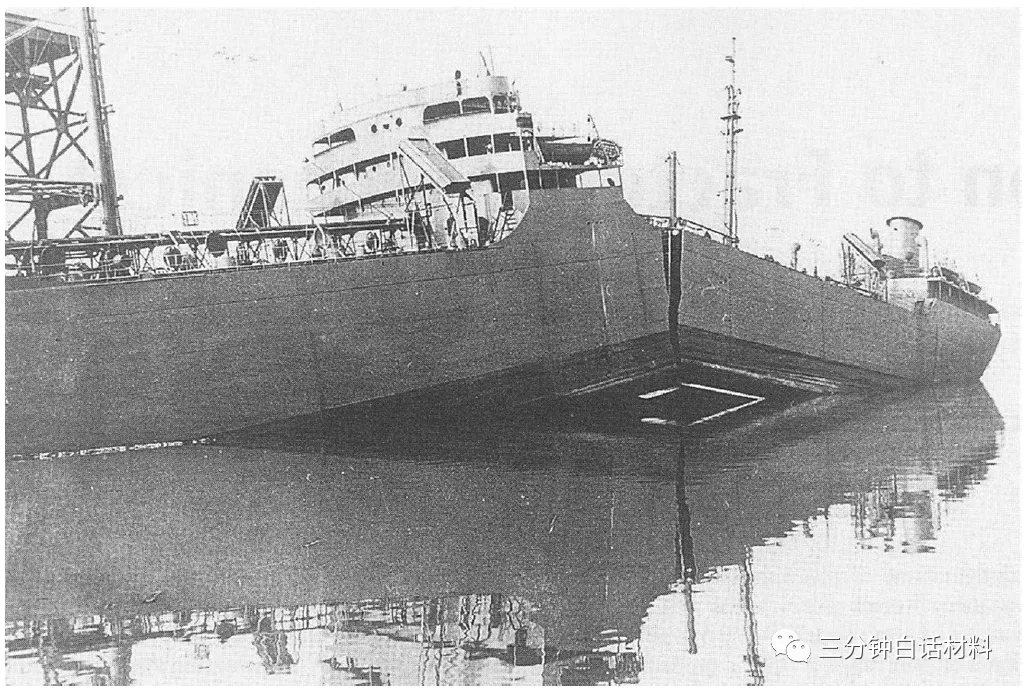
圖 1 二戰(zhàn)時(shí)期斷裂的自由輪
據(jù)統(tǒng)計(jì)期間共建造2500艘油輪,其中有145艘斷成兩截,有近700艘發(fā)生了嚴(yán)重破壞。通過分析表明這些斷裂無一不是起源于設(shè)計(jì)細(xì)節(jié)、焊接缺陷或意外損壞等因素引起的機(jī)械或冶金缺口。
斷裂的起源可以一直追溯到應(yīng)力集中點(diǎn),如艙口角、梯子切口、加強(qiáng)筋末端或焊接缺陷。因此,在這一調(diào)查時(shí)期的早期,就對現(xiàn)有船舶和新建造船舶進(jìn)行了廣泛的結(jié)構(gòu)改造減少應(yīng)力集中。這些改進(jìn)和同時(shí)改進(jìn)的焊接工藝減少了局部高應(yīng)力集中的數(shù)量,從而大大降低了失效的發(fā)生率。
然而,顯然不可能消除所有的應(yīng)力集中。許多故障源自缺口,這些缺口是在服役后引入的缺陷造成的,例如在改造過程中由于小事故或焊接操作不當(dāng)造成的。因此,鋼的性能對失效有重要的影響。
事實(shí)上,當(dāng)早期的焊接船建造時(shí),人們對在不同的操作條件下可能發(fā)生的應(yīng)力集中的大小知之甚少。在一個(gè)給定的點(diǎn)上,造成總應(yīng)力的眾多因素是如此復(fù)雜和多變,甚至平均應(yīng)力也無法以任何程度的準(zhǔn)確性估計(jì)出來。
傳統(tǒng)的拉力測試對于預(yù)防發(fā)生上述斷裂也毫無幫助。斷裂后鋼板的拉伸性能測試結(jié)果顯然與未斷裂鋼板的拉伸性能一樣好。在一些板材上進(jìn)行的拉力試驗(yàn)和彎曲試驗(yàn)表明,在使用中斷裂的板材的拉伸和彎曲性能滿足購買時(shí)的規(guī)格要求。
但大多數(shù)的斷裂都發(fā)生在50華氏度以下,表明船只的運(yùn)行溫度范圍(通常20 - 90 ℉)位于所涉及鋼材的韌脆斷裂過渡溫度區(qū)間之內(nèi)。通過對板材在一系列的溫度下進(jìn)行的夏比V形缺口測試結(jié)果也證實(shí)了這個(gè)假設(shè)評(píng)判。
斷裂幾乎為脆性類型,大致垂直于板塊表面。厚度的減少非常小,通常不到2%或3%。鋼板表面的油漆和水垢沒有破裂,這表明有很少或沒有大的塑性變形。許多脆性斷裂在板塊表面附近顯示出狹窄的剪切斷裂帶或剪切唇。
通常情況下,在更嚴(yán)重三向約束的殼板結(jié)構(gòu)中的斷裂以脆性模式傳播,但當(dāng)裂紋從嚴(yán)重約束結(jié)構(gòu)擴(kuò)展到一些弱約束的構(gòu)件中時(shí),裂紋變?yōu)榈捻g性斷裂,并且在很短的距離內(nèi)停止。在大多數(shù)情況下,斷裂停止時(shí)的區(qū)域內(nèi),受側(cè)向約束比斷裂起始處少,斷裂會(huì)轉(zhuǎn)變?yōu)轫g性模式。由此可見,在常規(guī)平板拉伸試驗(yàn)所得到的鋼性能與脆性裂紋的萌生和擴(kuò)展關(guān)系不大。事實(shí)上,在常規(guī)平板拉伸試驗(yàn)中,每一個(gè)斷裂船只的8英寸鋼試件的拉伸延伸率都超過15%。
共解剖了116艘船,把樣品按裂紋起源、擴(kuò)展及止裂部位進(jìn)行分類,采用V形缺口夏比沖擊試樣,縱向取樣且缺口垂直于板表面,在發(fā)生事故的溫度下進(jìn)行沖擊試驗(yàn)。當(dāng)時(shí)的船體鋼均為普通低碳鋼。實(shí)驗(yàn)分析后取得下列一些結(jié)果。
起裂區(qū)裂源部位的沖擊值平均為7.6ft-lb(10J),39個(gè)試樣中只有2個(gè)試樣的沖擊值為10.6和10.8ft-lb(15J),最低沖擊值只有3.2ft-lb。
裂紋擴(kuò)展部位的沖擊值平均只有9.3ft-lb,不足10ft-lb(1.4kgf-m或14J),最低沖擊值也只有3.8t-lb。
止裂部位或不裂部位的沖擊值平均為19.1ft-lb。各部位的沖擊能量值如表1所示。
表 1 斷裂溫度沖擊能

圖 2 船舶斷裂溫度的沖擊吸收能
注:從上至下的級(jí)別分別為
S1: 主斷裂源區(qū)
S2: 二次裂紋源區(qū)
T1: 主斷裂擴(kuò)展區(qū)
T2: 二次裂紋擴(kuò)展區(qū)
E1: 斷裂終止區(qū),但明顯由于結(jié)構(gòu)應(yīng)力集中水平降低決定
E2: 二次裂紋終止區(qū),但并非由結(jié)構(gòu)應(yīng)力集中水平?jīng)Q定
表2總結(jié)了Charpy測試的結(jié)果,包括每種斷裂部位的試板塊在10、15和25 ft-lb水平上的平均轉(zhuǎn)變溫度。可以看出,無論采用何種標(biāo)準(zhǔn),裂源板(S1, S2, T1, T2, E1) 與不含裂源板(E2) 之間都存在顯著差異。并且E2組試樣的15fb-lb的臨界溫度(即vTr15)在50華氏度以下。但開裂鋼板組(S1, S2, T1, T2, E1) 試樣的vTr15在50華氏度以上。
表 2 不同部位試樣的韌脆轉(zhuǎn)變溫度

由于船的損壞溫度在50℉以下,而不足15ft-lb的部位其臨界溫度大部分在50℉以上,見表2。所以,認(rèn)為可以采用15ft-lb(2.6kgf-m/cm2或20J/cm2)作為韌性臨界值或判據(jù),即所謂vTr15判據(jù)。
為安全計(jì),以后又規(guī)定0℃時(shí)的韌性臨界值 vE 為20ft-lb(3.5kgf-m/cm2或27J/cm2)。日本的 JIS SM便采用了這個(gè)標(biāo)準(zhǔn)。
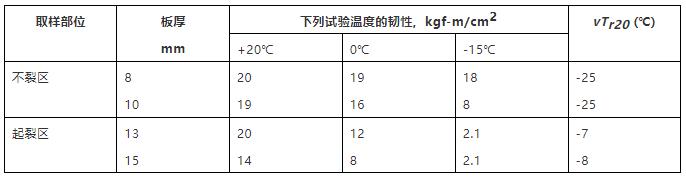
以后在其他焊接結(jié)構(gòu)的脆斷事故分析中,也得到類似的結(jié)果。例如一個(gè)10000噸焊接儲(chǔ)油罐,使用4.5年后,在-14℃~-16℃的溫度條件下脆裂。鋼板為低碳沸騰鋼,其脆裂區(qū)域及不裂區(qū)域的Ⅴ形缺口夏比沖擊試驗(yàn)的韌性數(shù)值,列于表1中。可見,起裂區(qū)在事故溫度(-15℃附近)下的韌性只有2.1~2.2kgf-m/cm2不足15ft-lb(2.6kgf-m/cm2),僅相當(dāng)于12ft-lb左右。看來,用15ft-1b作為判據(jù)是可行的。順便指出,油罐發(fā)生事故時(shí),鋼板的靜載強(qiáng)度及延伸率均合格,達(dá)22~30%,可以表明,脆斷事故的產(chǎn)生取決于韌性的水平。另外,也發(fā)現(xiàn)脆裂始于厚板部位而止于薄板部位,到厚度為8mm的薄板處已呈延性斷裂。由表3可見,板厚為8mm的薄板,在-15℃時(shí)的韌性高達(dá)18kg-m/cm2,相當(dāng)于103ft-lb。
表 3 10000噸油罐脆裂區(qū)與不裂區(qū)的沖擊韌性
02 當(dāng)代材料及焊接沖擊測試標(biāo)準(zhǔn)
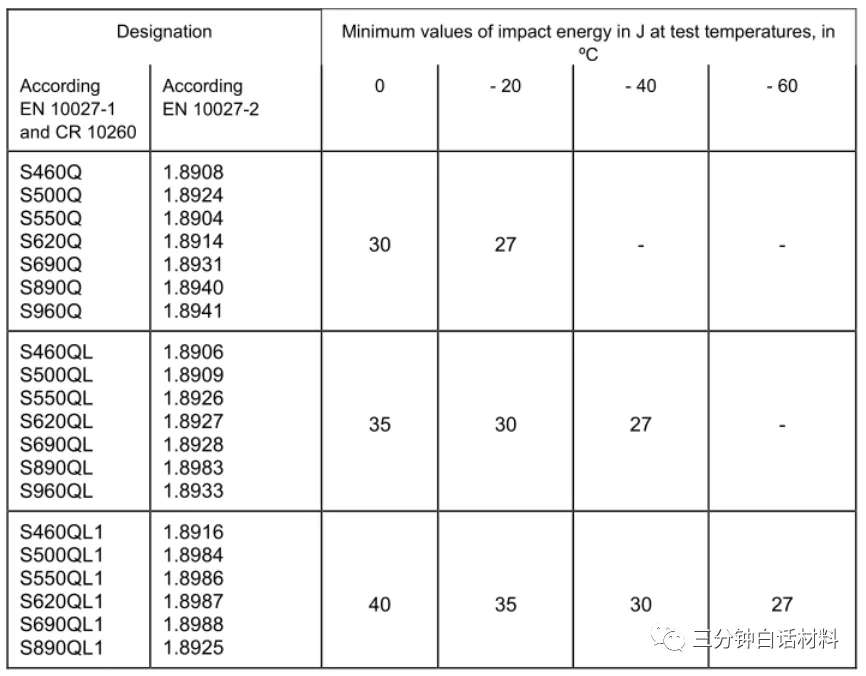
從上述歷史,可以看出,鋼鐵材料的沖擊門檻值27J是根據(jù)大量的測試數(shù)據(jù)所得到的經(jīng)驗(yàn)數(shù)值,也一直沿用至今,目前普遍應(yīng)用的鋼鐵材料的沖擊韌性評(píng)判方法仍是V形缺口夏比(Charpy)沖擊方法,歐標(biāo)EN10025-6調(diào)質(zhì)高強(qiáng)鋼的按沖擊韌性測試溫度分為-20℃(無標(biāo)記)、-40℃(標(biāo)記為L)及-60℃(標(biāo)記為L1),最低沖擊值為27J(20ft-lb),如表4所示。
表 4 歐標(biāo)EN10025-6調(diào)質(zhì)高強(qiáng)鋼沖擊功要求
國內(nèi)外的焊接材料標(biāo)準(zhǔn)中,高強(qiáng)鋼用焊接材料的強(qiáng)度級(jí)別雖不完全一致,但各種強(qiáng)度級(jí)別下的熔敷金屬韌性指標(biāo)是相同的,主要有兩個(gè)體系:
(1)歐洲體系,沖擊吸收功要求大于或等于47J;
(2)美國、中國、日本、韓國等采用另一個(gè)體系,沖擊吸收功要求大于或等于27J。
2000年以后,國際標(biāo)準(zhǔn)化組織 (ISO) 同時(shí)認(rèn)可了這兩個(gè)體系,將其按A、B兩個(gè)體系并列于同一個(gè)標(biāo)準(zhǔn)中,如ISO18275:2005,ISO 16834:2006和ISO18276:2005,分別是高強(qiáng)鋼焊條,實(shí)芯焊絲和藥芯焊絲標(biāo)準(zhǔn)。在這三個(gè)標(biāo)準(zhǔn)的A體系中統(tǒng)一把熔敷金屬的屈服強(qiáng)度劃分為5個(gè)等級(jí),即550MPa,620MPa,690MPa,790MPa,890MPa。而熔敷金屬的沖擊吸收功不隨著強(qiáng)度等級(jí)變化,它是一個(gè)固定數(shù)值,即A體系要求沖擊吸收功不低于47J,B體系要求沖擊吸收功不低于27J。
但是在同一個(gè)沖擊吸收功條件下,又分成若干個(gè)試驗(yàn)溫度,通常有20℃,0℃,-20℃,-30℃,-40℃,-50℃,-60℃,-70℃和-80℃。可根據(jù)焊接結(jié)構(gòu)的使用溫度或?qū)g性儲(chǔ)備的要求選擇試驗(yàn)溫度,以滿足對韌性的不同需要。
沖擊測試實(shí)驗(yàn)結(jié)果準(zhǔn)確性對試件的加工精度要求較高,結(jié)果具有一定的分散性,所以一般要求做5個(gè)試樣,之后去掉一個(gè)最大一個(gè)最小值,剩下的3個(gè)值中2個(gè)應(yīng)等于或超過指定的值20 ft lbf [27 J]能量級(jí)。另一個(gè)可以稍低,但不低于15 ft lbf [20 J]。三者的平均值應(yīng)不少于所需的20 ft lbf。通過上述的歷史,我們可以清楚的理解,此處的15 ft lbf [20 J]及20 ft lbf [27 J]兩個(gè)能量級(jí)別背后的意義所在。
03 鋼材增韌技術(shù)
每種應(yīng)用都對其制造材料提出一定的材料性能要求,對于金屬來說,韌性是其重要的特性,可以使其在較低溫度下仍具有較好的沖擊抗裂性。對于鋼鐵材料,減少碳量和細(xì)化晶粒可以增加了鋼的韌性。此外,鋼基體中的夾雜物必須減小,以增強(qiáng)韌性性能。
雜質(zhì),如磷、氧等雜質(zhì)。磷雖能使鋼材的強(qiáng)度、硬度增高,但引起塑性、沖擊韌性顯著降低。特別是在低溫時(shí),它使鋼材顯著變脆,這種現(xiàn)象稱“冷脆”。氧在鋼中以FeO、MnO、SiO2、Al2O3等夾雜形式,使鋼的強(qiáng)度、塑性降低。尤其是對疲勞強(qiáng)度、沖擊韌性等有嚴(yán)重影響,具體見《鋼鐵的韌性》。潔凈鋼技術(shù)使鋼的強(qiáng)韌性獲得大幅度提高,見《鋼鐵是怎樣煉成的II --- 潔凈鋼》。
晶粒細(xì)化,控軋控冷軋制工藝,通過添加微合金元素鈮、釩來抑制再結(jié)晶,降低軋制溫度可以得到非常細(xì)小的晶粒,晶粒尺寸可達(dá)到10μm級(jí)別,甚至更小,晶粒細(xì)化是一種既可以強(qiáng)化及增韌的工藝,具體見《從鋼材命名變遷看現(xiàn)代鋼鐵制造技術(shù)》。
調(diào)質(zhì)處理QT鋼,通過合金調(diào)節(jié)碳含量及合金成分,通過先進(jìn)的TMCP+DQ技術(shù)或隨后輥軋淬火工藝,可以得到均勻且細(xì)小的相對軟的板條馬氏體或貝氏體結(jié)構(gòu),在提高強(qiáng)度的同時(shí),使沖擊韌性得到進(jìn)一步的提高。
不同種類材料韌脆轉(zhuǎn)變溫度范圍如圖2所示。高強(qiáng)鋼開發(fā)階段及增韌冶金技術(shù)見表5。
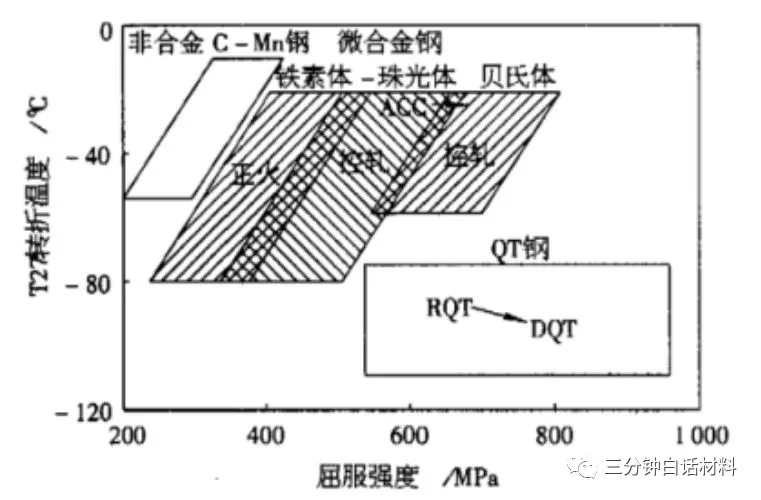
圖 2 不同種類鋼的韌脆轉(zhuǎn)變溫度
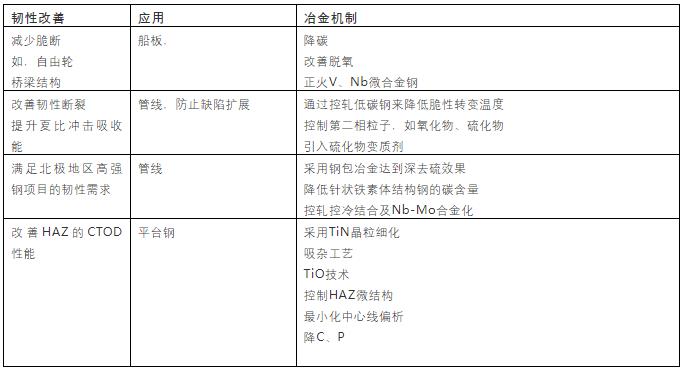
表 5 高強(qiáng)鋼開發(fā)階段及增韌冶金技術(shù)
參考文獻(xiàn)
1 Final Report of Project SR-106 to the SHIP STRUCTURE COMMITTEE, CORRELATION OF METALLURGICAL PROPERTIES, V-NOTCH CHARPY ENERGY CRITERIA,AND SERVICE PERFORMANCE OF STEEL PLATES FROM FRACTURED SHIPS
2 陳伯蠡,金屬焊接性基礎(chǔ),機(jī)械工業(yè)出版社
3 李亞江,高強(qiáng)鋼的焊接, 冶金工業(yè)出版社
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 商船油輪, 斷裂鋼板, 沖擊功標(biāo)準(zhǔn)值

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”