
鈦合金骨架開裂,原因找到了
2021-06-21 13:42:12
作者:潘恒沛 來源:熱處理生態(tài)圈
分享至:


鈦合金鑄件骨架試樣1件,鑄件處理流程為:熱等靜壓→無損檢測→補(bǔ)焊→熱處理→終檢測,后續(xù)加工過程中發(fā)現(xiàn)裂紋,要求對裂紋產(chǎn)生原因進(jìn)行分析。
一、理化檢驗(yàn)
1.1 宏觀分析
鑄件裂紋宏觀形貌如圖1a所示。裂紋附近外表面金屬光澤明顯,裂紋不能閉合,中間部位有較大縫隙。肉眼觀察斷口未發(fā)現(xiàn)明顯自由面,將斷口置于三維視頻顯微鏡下觀察,一側(cè)斷口發(fā)現(xiàn)一處光亮區(qū)域,形貌如圖1b、圖1c所示。
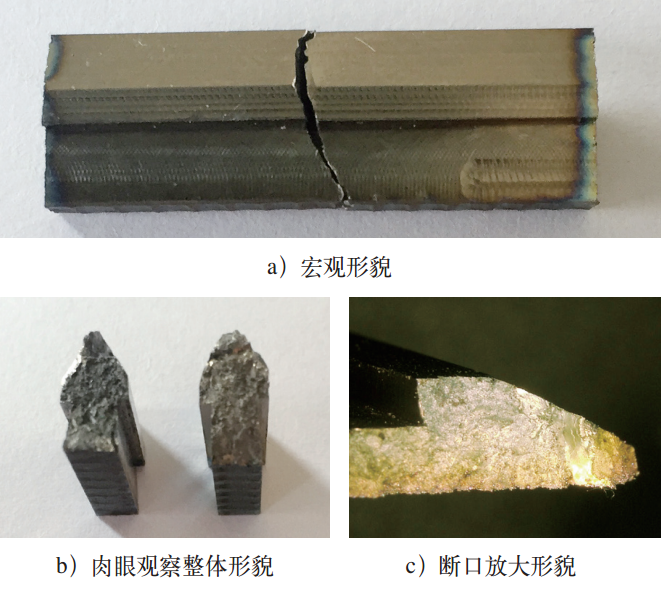
圖1 送檢試樣宏觀形貌
1.2 掃描電鏡分析
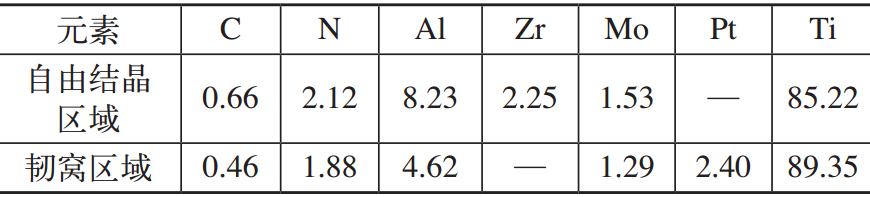
將斷口置于掃描電鏡下進(jìn)行觀察。斷口部分區(qū)域存在類似自由面的特征,其他區(qū)域均表現(xiàn)為韌窩特征,形貌如圖2所示。對類似自由面區(qū)域以及韌窩區(qū)域分別進(jìn)行能譜分析,主體元素含量基本一致,均未發(fā)現(xiàn)氧元素存在,能譜分析結(jié)果見表1。
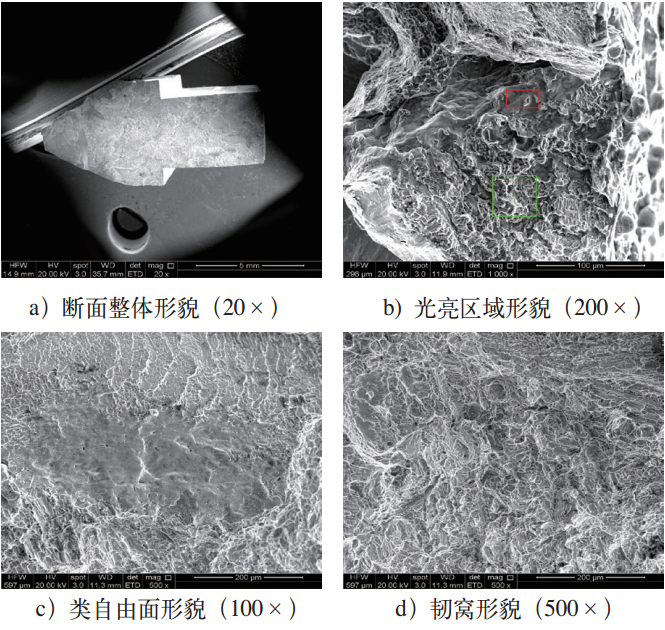
圖2 掃描電鏡斷口形貌
表1 能譜分析結(jié)果(質(zhì)量分?jǐn)?shù)) (%)
1.3 金相檢驗(yàn)
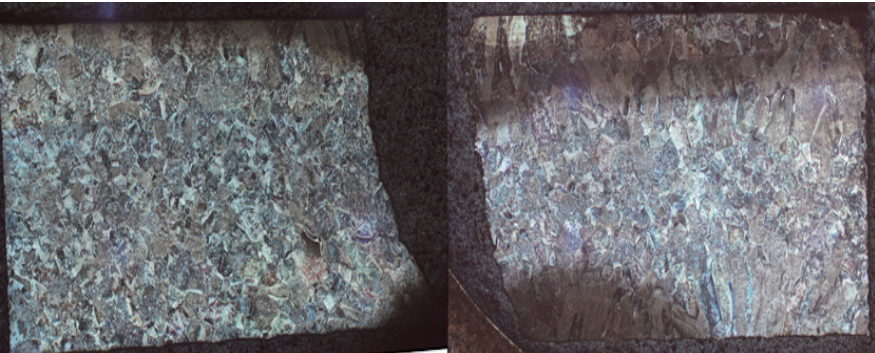
將斷口試樣從中間對半剖開進(jìn)行金相分析,如圖3所示。觀察發(fā)現(xiàn),右側(cè)斷口上部存在焊縫區(qū)域,下部有柱狀晶特征,左右兩側(cè)斷口上部及下部均存在一定的熱影響區(qū),缺陷附近存在明顯焊接特征。
圖3 斷口剖面低倍形貌
金相組織觀察結(jié)果如下:基體為魏氏組織;熱影響區(qū)為針狀α+晶間β+部分殘留的晶界α;焊縫為針狀α+晶間β+極少量殘留的晶界α,金相組織形貌如圖4所示。

圖4 金相組織
二、分析與討論
縮孔和縮松是鈦合金鑄造過程中常見的缺陷類型,鈦合金縮松缺陷可以通過熱等靜壓處理來消除,但大尺寸的海綿狀縮松經(jīng)熱等靜壓處理后,在鑄件表面常出現(xiàn)壓陷,通常需要補(bǔ)焊修正。與其他金屬鑄造縮孔相比,鈦合金鑄造縮孔表面不氧化,仍呈金屬光澤。
宏觀金相證明,在鑄造完成后對彈翼骨架裂紋附近進(jìn)行了補(bǔ)焊,但補(bǔ)焊過程中未將原始缺陷完全挖除。
掃描電鏡觀察,斷面整體表現(xiàn)為韌窩斷裂特征,僅在個(gè)別區(qū)域發(fā)現(xiàn)有類似自由面特征,該區(qū)域肉眼觀察斷口時(shí)存在不能閉合的間隙,此處應(yīng)為鑄造產(chǎn)生的原始縮孔缺陷;鑄件基體為粗大的晶粒和粗大過熱的魏氏組織,這種組織決定了鑄件存在較大的內(nèi)應(yīng)力,原始缺陷處應(yīng)力也容易集中,同時(shí)鑄件本身的塑性較低,容易導(dǎo)致鑄件產(chǎn)生進(jìn)一步開裂。
三、結(jié)束語
鈦合金骨架開裂原因?yàn)榇嬖谠艰T造縮孔缺陷,補(bǔ)焊過程中未將缺陷完全挖除,造成應(yīng)力集中,后續(xù)加工時(shí)在焊接應(yīng)力、加工應(yīng)力共同作用下導(dǎo)致開裂,開裂方向?yàn)橛扇毕萏幭蛲鈹U(kuò)展。
參考文獻(xiàn):略。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 鈦合金, 鑄件骨架, 裂紋產(chǎn)生, 原因分析
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):7130

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):5741