
礦用圓環鏈疲勞斷裂失效分析
2020-12-07 11:16:18
作者:劉崢 來源:《金屬加工(熱加工)》雜志
分享至:


我廠生產的配件礦用圓環鏈,該圓環鏈的材料為23MnNiMoCr54鋼,也稱防腐54鋼,屬低碳低合金鋼,是圓環鏈生產專用鋼,它不僅具有較高的強度,還具有良好的韌性和塑性。礦用圓環鏈出廠前要進行拉拉疲勞試驗,發現不同批次產品的試驗數據相差較大,質量的波動嚴重影響正常生產。在拉-拉疲勞試驗中,拉力范圍180~903kN,試樣1在拉-拉交變載荷作用下經116380次于肩部斷裂,試樣2在拉-拉交變載荷作用下經65770次于熱影響區斷裂,兩試樣的熱處理工藝均為880℃淬火+440℃回火。本文對斷裂試樣從斷口形貌、顯微組織、斷裂位置等方面進行失效分析。
1.斷口形貌及斷裂部位表面狀況分析
由圖1a和圖2a可以看出,斷口都呈現明顯四個區:裂紋源、亞穩擴展區、加速擴展區、瞬間斷裂區。

(a)斷口形貌
(b)裂紋源處的表面形貌
圖1 試樣1
由圖1b可以明顯看出,裂紋源出現在環鏈內側,壓痕邊緣,塑性變形與未塑性變形的交界處,并以此為出發點向內擴展出一個圓形亞穩擴展區。擴展初期的擴展紋十分明顯,說明裂紋源只有一個且十分集中,就在斷面與變形交界線的交叉點上。擴展紋細而清晰,無明顯凹陷,說明裂紋源的出現原因較單一,應屬正常。宏觀判斷此裂紋源是由于試驗中環鏈之間的壓應力使鏈環肩部接觸處發生塑性變形,變形區與未變形區交界處是最大應力所在位置,如果在此區域有微觀薄弱區必然會在此處生成裂紋。

(a)斷口形貌

(b)裂紋源區表面形貌
圖2 試樣2
由圖2a可見試樣2的裂紋源區不是一個點,而是一條線,擴展紋從此區發射出去,反向延長線并未集中到一個點,從而使得亞穩擴展區不是一個圓而是一個“圓缺”。與試樣1相比,試樣2的四個區幾乎在一個平面內,各區平面間的夾角很小,而試樣1擴展區與瞬時斷裂區呈很大的夾角。由圖2b可見試樣2裂紋源區對應的表面有明顯的凹凸和較深拉痕。直線裂紋源的一個端點正好起源于表面凹凸處。在直線裂紋源對應的表面發現有一內向20°左右的斜坡,其表面有氧化色,表面形態與外表面接近,估計此處可能是軋制夾皮,因此在此處產生了早期疲勞裂紋源。
2.金相分析
在斷口附近取樣作金相分析,經4%硝酸酒精侵蝕。試樣1的金相如圖3a所示,金相組織為回火托氏體。如圖3b所示,表明有雜質存在。雜質物或第二相粒子會促進微裂紋的形成。
(a)金相
(b)試樣中的雜質
圖3 試樣1
(a)金相


(b)試樣中的雜質
圖4 試樣2
試樣2的金相如圖4a所示,與試樣1無明顯差別,說明熱處理不是影響兩試樣壽命長短的主要因素。從圖4b可看出試樣2中也有少量雜質出現。
3.硬度分析
經硬度儀測得:肩部硬度為38.1HRC,熱影響區處硬度為37.1HRC,如表1所示。
表1 試樣硬度值 (HRC)

所測硬度基本符合中頻感應加熱回火后的硬度值,從而可推測出硬度與壽命長短沒有明顯聯系。
4.掃描電鏡分析
圖5a是試樣1裂紋源照片,可見明顯白色脆性斷裂帶,從表面伸向內部,圖5b是其放大圖。此斷裂帶正對應圓環鏈塑性變形硬化區的邊緣,此處因變形無法向外擴展,應力集中不能松弛,形成最大應力區。
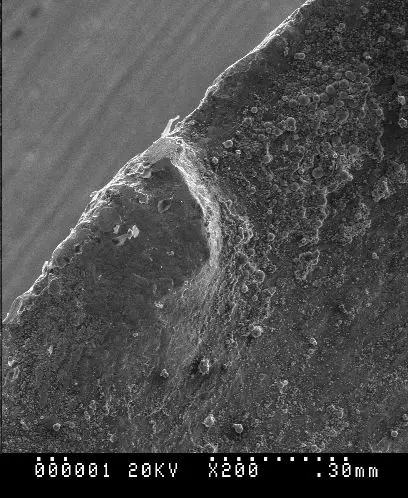
(a)裂紋源

(b)裂紋源放大圖
圖5 試樣1
圖6a表明在其不遠處,塑性變形最大應力區內近表面處有大塊夾雜物。
圖6b為夾雜物群放大圖,其為非金屬夾雜。圖像表明試樣在長期試驗過程中積累了較大塑性變形,在變形最不均勻的局部地區,塑變區與非塑變區的交界處,形變硬化區與非形變硬化區的交界處,即應力最大的部位,又有夾雜物群的弱化,因此產生疲勞裂紋區源。
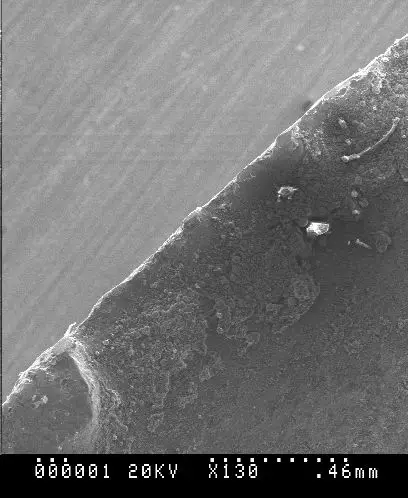
(a)塑性變形處的夾雜物
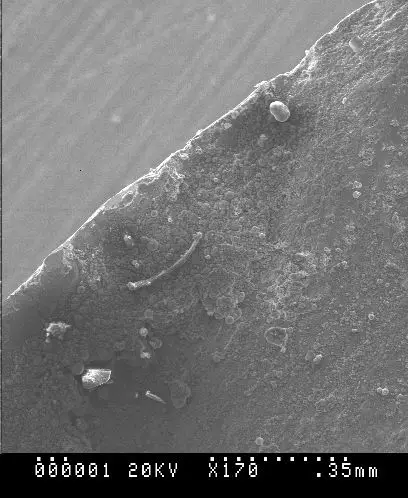
(b)夾雜物群放大圖
圖 6
5.斷裂位置分析
如圖7所示為斷裂位置。試樣1的斷裂部位是肩部,肩部為圓環鏈疲勞載荷時的應力集中處,為圓環鏈的薄弱環節,屬正常斷裂。試樣2斷裂位置是焊縫熱影響區。鏈環經閃光對焊后,焊縫及熱影響區形成粗大晶粒,雖經淬火加熱改善,仍不及鏈環的基體,而在焊接過程中還可能造成輕微燒傷、錯口等缺陷,易產生應力集中及裂紋,它是影響鏈條性能的薄弱環節。
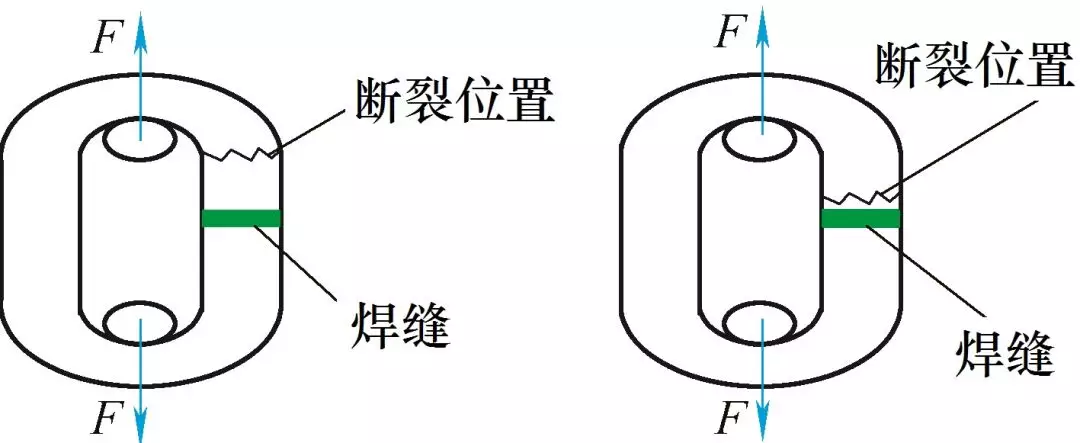
(a)試樣1 (b)試樣2
圖7 試樣斷裂位置示意
6.結語
(1)試樣1從肩部斷裂,此處正是圓環鏈的危險截面,試樣2從直臂處斷裂,此處不是危險截面。
(2)試樣1的裂紋源產生于肩部內側塑性變形區邊緣最大應力集中區,應屬正常位置;試樣2的裂紋源產生于表面拉痕及夾皮處,由表面缺陷引起,屬不正常位置。
(3)掃描電鏡顯示兩試樣裂紋源處均有夾雜物存在,其對裂紋源的產生起了重大作用,但并非兩試樣具有較大的壽命差距的主要因素。
(4)由以上三條可推斷試樣1的裂紋源出現較晚,呈點狀,其初始擴展范圍較小;試樣2的裂紋源出現較早或本身就存在裂紋(夾皮或拉痕處經淬火形成),裂紋源較長,其初始擴展范圍較大。兩者的區別造成試樣1的疲勞壽命遠高于試樣2。
(5)為提高圓環鏈的疲勞強度,可采取以下措施:①提高表面強度,增加表面殘余壓應力,可采用表面噴丸處理;②注意表面加工質量,切毛刺時防止產生過深的拉痕。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章
無相關信息

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741