
焦化裝置焦炭塔焊縫裂紋原因分析及解決措施
2019-03-12 11:38:52
作者:本網整理 來源:第三屆腐蝕與安全會議
分享至:


延遲焦化裝置焦炭塔情況簡述
某煉油廠焦化裝置采用“兩加熱爐四焦炭塔”工藝路線,焦化氣體回收部分采 用富氣壓縮和汽、柴油二級吸收工藝,常減壓裝置、柴油加氫裝置及煤油加氫裝置來的混合氣及液態烴進入焦化氣體回收部分處理。該延遲焦化裝置以加工高硫混合減壓渣油為主,原油的品種較雜,硫含量較高,設備腐蝕壓力較大。
焦炭塔作為延遲焦化裝置的重要設備,安全平穩運行決定了焦化裝置的長周期生產。正常運行期間,作為疲勞容器焦炭塔溫變較大,長時間使用,焦炭塔本體會發生高溫蠕變。
目前,國內焦炭塔材質均已升級為鉻鉬鋼,蠕變現象已不多見,但是塔內焊縫位置出現大量裂紋,有些裂紋甚至發生穿透,造成高溫油氣大量泄漏,發生著火事故。本文就通過焦炭塔焊縫裂紋的處理,探討裂紋產生的原因,并提出解決措施。
腐蝕案例
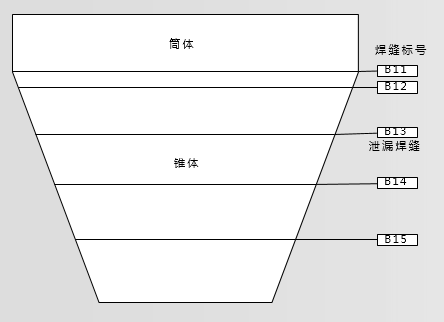

焦炭塔錐段焊縫分布焦炭塔泄漏裂紋外部圖焦化裝置焦炭塔在裙座人孔觀察口部位發現有白煙冒出,伴隨輕微硫化氫氣味。初步判斷泄漏位置在筒體與下錐段B12或B13兩道焊縫處,將此處下方保溫拆開能明顯發現泄漏位置,肉眼可見,裂紋在B13焊縫下部熱影響區,外部顯示為環焊縫上部熱影響區,裂紋大約長20cm,中部有大約5-6cm裂紋較寬。
焦炭塔焊縫裂紋原因分析
焦炭塔主要腐蝕損傷模式為以上幾種,但考慮到失效形式主要為裂紋而不是減薄、點蝕、鼓凸等表現,所以認定為裂紋主要產生原因為低頻熱疲勞開裂和硫化氫應力破壞開裂。由于原料腐蝕較為嚴重,內部進行檢查時,除了焊縫裂紋外,塔內壁坑蝕嚴重,且有沖刷痕跡,焊縫兩側尤為明顯。
1低頻熱疲勞腐蝕開裂
焦化裝置焦炭塔材質為1.25Cr0.5MoSi,強度較高。由于焦炭塔操作條件特別,塔溫及塔壓處于變化中,焦炭塔的操作過程是周期性熱脹冷縮的疲勞過程,其內壁對接環焊縫及焊縫熱影響區在快速的升溫、降溫過程中反復承受熱交變應力作用,同時長期承受低循環疲勞引起筒體部分產生塑性變形,在環焊縫幾何形狀不連續處形成應力集中。
在裝置投產3年以后,為了提高加工能力多產焦炭,該裝置采取縮短生焦周期的方式,每次生焦周期由24小時縮短為20小時,縮短生焦周期主要是縮短升溫、降溫過程,導致溫度變化更加劇烈,熱疲勞和塑性降低導致更易產生裂紋。
2硫化氫應力腐蝕開裂
對焦化裝置焦炭塔焊縫進行檢查,內部錐體段焊縫裂紋全部出現在焊縫下部熱反應區。B塔泄漏處內部裂紋在焊縫下部熱反應區,外部顯示為焊縫上部熱反應區,焦炭塔內部裂紋氣刨時發現,塔壁內部裂比表面上顯示的還要長,裂紋焊接大約40cm左右。初步判斷,該塔制造時,錐體段鋼板可能存在強行拼接操作,整體熱處理時,應力沒有完全消除,導致長時間運行出現應力開裂。
另外,該裝置長期摻煉高硫重質原油,原料性質較差,原料腐蝕較為嚴重。焦炭塔內部檢查時,除了焊縫裂紋外,塔內壁坑蝕較為嚴重,且還有沖刷痕跡,焊縫兩側尤為明顯。由于加工原料的劣質化,塔內壁所承受的腐蝕日益加劇,在內部應力為完全消除的情況下,最終導致焊縫下部熱反應區處應力腐蝕開裂。
焦炭塔焊縫檢測及裂紋處理措施
1貫穿性裂紋處理措施

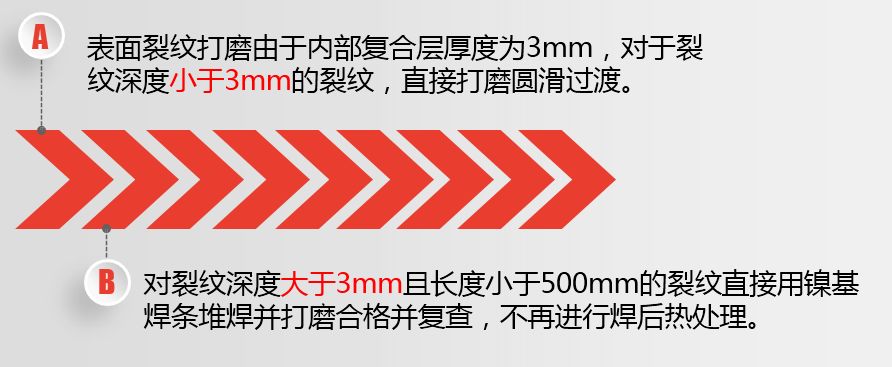
2表面裂紋處理措施
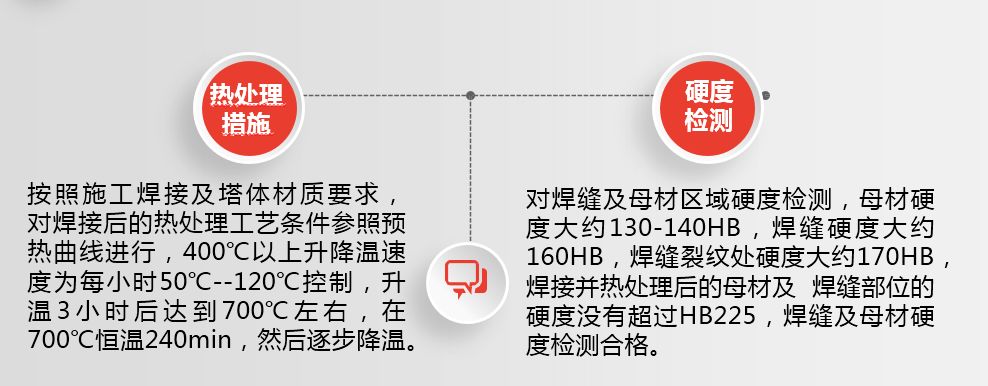
3熱處理措施及硬度檢測
4后續整改預防措施

結論
焦化裝置的焦炭塔是周期性熱脹冷縮的疲勞過程,對接環焊縫及焊縫熱影響區在快速的升溫、降溫過程中反復承受熱交變應力作用,在環焊縫幾何形狀不連續處形成應力集中,極易產生裂紋。因此應嚴格控制焦炭塔生焦周期,嚴格按照設計核算控制并延長生焦周期,延長升溫、降溫時間,減少疲勞次數,減緩裂紋產生的速度和數量。其次,焦炭塔操作時,一定保證均勻,特別是預熱時,保證預熱速度的均勻,不要忽快忽慢,以免對設備焊縫產生較大的影響。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:韓鑫
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763