
發(fā)動機(jī)缸蓋缸體內(nèi)腔噴丸清理線的設(shè)計
2017-03-15 13:41:36
作者:本網(wǎng)整理 來源:鑄造網(wǎng)
分享至:


摘要:采用一般砂芯涂料生產(chǎn)4JB1汽車發(fā)動機(jī)缸體、缸蓋時,在缸體、缸蓋內(nèi)腔會有大量粘砂,使得汽缸導(dǎo)熱性降低,從而帶來許多負(fù)效應(yīng)。實驗研究表明,采用合理的噴丸清理工藝,對4JB1發(fā)動機(jī)缸體、缸蓋鑄件內(nèi)腔粘砂進(jìn)行清理,可取得較好的效果。所以有必要在此基礎(chǔ)上建立自動化程度較高的缸體、缸蓋噴丸清理線來適應(yīng)大批量生產(chǎn)的需要。介紹了解決缸蓋、缸體清理線布置的幾個關(guān)鍵技術(shù)問題、清理流程、布置及特點。
關(guān)鍵詞:噴丸;缸蓋;清理線;布置
某鑄造廠生產(chǎn)的4JB1汽車發(fā)動機(jī)缸體、缸蓋鑄件由于體積較小,結(jié)構(gòu)復(fù)雜,水道狹窄彎曲,工藝出砂孔較少且小等特點,對涂料的要求高。采用進(jìn)口涂料,價格昂貴;采用一般涂料,則可能造成粘砂并且出砂清理比較困難,經(jīng)常有大量殘砂存于內(nèi)腔之中,致使發(fā)動機(jī)不能正常工作。該鑄造廠現(xiàn)一般采用振擊吹砂方式進(jìn)行清理,效果不是很好,清理后的缸體缸蓋內(nèi)腔清潔度經(jīng)常超標(biāo)。我們對汽車發(fā)動機(jī)4JB1缸體缸蓋鑄件內(nèi)腔進(jìn)行了噴丸清理試驗,取得了較好的效果。噴丸清砂就是用適當(dāng)壓力的壓縮空氣,使彈丸以高速
噴射到鑄件表面上,將鑄件表面粘砂清除,從而達(dá)到清理的目的。

1缸體、缸蓋內(nèi)腔的噴丸清理實驗
對4JB1缸體、缸蓋鑄件內(nèi)腔進(jìn)行噴丸清理實驗后,取得了滿意的效果。圖1為未清砂缸體鑄件局部照片,圖2為清理后的缸蓋鑄件剖面,圖3為清理后的缸體鑄件剖面。由照片可見,缸體、缸蓋內(nèi)腔、甚至一些極為狹窄的地方均清理得很干凈,不僅清除了粘砂,而且還露出了金屬光澤,達(dá)到了非常理想的清理效果[3],所以有必要在此基礎(chǔ)上建立一條自動化程度較高的噴丸清理線來滿足汽車工業(yè)大批量生產(chǎn)的需要,以進(jìn)一步提高清理質(zhì)量及勞動生產(chǎn)率。
2清理線布置應(yīng)解決的關(guān)鍵問題
2.1缸蓋、缸體工藝結(jié)構(gòu)分析
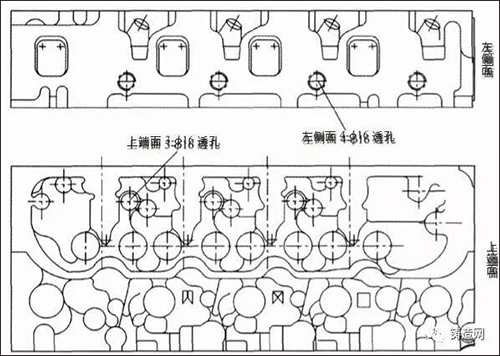
圖4、氣缸蓋鑄件圖
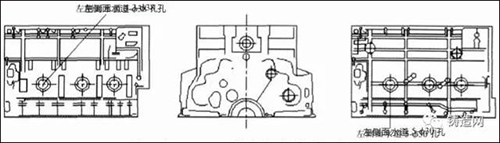
圖5、氣缸體鑄件圖
圖4為缸蓋鑄件示意圖,由圖可見,缸蓋的左側(cè)面有4個孔,上端面有3個孔。如圖5為缸體鑄件示意圖,由圖可見,缸體的左側(cè)面有五個孔,右側(cè)面有3個孔。
2.2合理布置清理線應(yīng)解決的幾個關(guān)鍵問題
(1)對工件多孔同步噴射問題。現(xiàn)有噴丸器大多只有一個噴嘴,最多可設(shè)置兩個噴嘴,但也不提倡兩個噴嘴同時工作。由于現(xiàn)有噴丸器占地面積不大,因此可采用二合一,三合一(最多)方法,即由2~3個噴丸器組合在一起使用,同步問題可在控制系統(tǒng)上解決,且縮短生產(chǎn)周期。
(2)噴丸量自控和微調(diào)問題。由于現(xiàn)有的噴丸器的噴丸量均為手工操作,噴丸量的調(diào)節(jié)只分四檔,即使最小一檔,其噴丸量也顯過大,不適合缸蓋、缸體這種內(nèi)腔狹窄的復(fù)雜鑄件,所以要采取自動控制,實現(xiàn)噴丸量自控和微調(diào)[4]。
(3)噴射方向問題。為減少輸送機(jī)上的輔機(jī)(翻轉(zhuǎn)和轉(zhuǎn)向),對于缸蓋缸體,根據(jù)優(yōu)化試驗的結(jié)果采用兩側(cè)分次噴射工藝。
(4)殘留彈丸的清除問題。①采用先噴丸后吹氣工藝;②在輸送線末端設(shè)立一個傾倒輔機(jī),該輔機(jī)可夾持工件進(jìn)行搖擺,同時用振動子振擊。
(5)噴嘴對孔問題。由于工件毛坯未經(jīng)加工,外形尺寸和孔洞間的尺寸存在誤差,給定位帶來一定困難,所以在輸送機(jī)上設(shè)工件定位和夾緊裝置,以實現(xiàn)噴嘴對鑄件的對孔。
(6)生產(chǎn)節(jié)拍問題。按生產(chǎn)綱領(lǐng)計算。
(7)噴射中補(bǔ)充彈丸的問題。采用雙室噴丸器即可解決。
(8)彈丸回收處理系統(tǒng)的問題。現(xiàn)有的拋丸、噴丸設(shè)備已具有彈丸回收、提升、分離、分配、加料等功能,可移植到清理生產(chǎn)線上來。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:龐雪潔
投稿聯(lián)系:編輯部
電話:010-62313558-806
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 缸蓋, 發(fā)動機(jī), 噴丸
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):8125

腐蝕與“海上絲綢之路”
點擊數(shù):6461