
超音速火焰噴涂制備微晶鎳基耐蝕合金涂層
2016-12-07 15:57:03
作者:本網(wǎng)整理 來源:熱噴涂與再制造
分享至:


處于海洋環(huán)境中的裝備鋼鐵構(gòu)件需要長效防腐蝕涂層保護,常用的防腐蝕涂層如特種涂料涂層、無機涂料涂層、熱噴涂鋁合金涂層等,雖然具有較好的防腐蝕性能,但不能同時滿足長效、耐老化、耐磨損等要求,往往達不到長效保護效果。
這就需要在提高表面耐蝕性的同時,提高表面耐磨性和強度等力學(xué)性能。奧氏體耐蝕合金噴涂層是理想方法之一。
奧氏體耐蝕合金形成噴涂層后,其耐蝕性能會下降:①腐蝕在表面發(fā)生,源于表面形成的腐蝕原電池;②腐蝕沿金屬晶間發(fā)展,
一般源于晶間貧鉻。因而,須針對奧氏體合金材料腐蝕發(fā)生與發(fā)展的原因,研究如何在滿足材料整體耐蝕性的前提下避免點腐蝕的發(fā)生,以及如何在保持材料微觀耐蝕相態(tài)的前提下避免晶間腐蝕發(fā)生。從消除表面腐蝕原電池和解決晶間貧鉻問題入手,提高涂層的耐蝕性能。由于納米晶體材料有著特殊的耐腐蝕性能,表面非晶化或微晶化是提高表面性能的重要途徑,可以通過改變表面的電化學(xué)性能,提高其耐蝕性。為此文中采取兩個途徑:①細化噴涂層的金屬晶粒,解決表面點蝕問題;②克服晶界的成分偏析,解決晶間腐蝕問題。
超音速火焰噴涂(HVOF)技術(shù)可以作為一種材料從熔融狀態(tài)下驟然降溫到常溫的“驟冷”冶金方法,通過噴涂材料成分選擇和噴涂工藝研究,可以使金屬液粒在噴涂凝固過程中盡可能地將高溫熔融狀態(tài)下的非晶“固化”,阻止晶粒形成,并延緩冷卻過程中晶體的成長,從而細化金屬晶粒,并通過合理的成分選擇來扭轉(zhuǎn)成分偏析,被認為是工程化制備非晶涂層較為理想的技術(shù),可以在防腐蝕領(lǐng)域有較好的應(yīng)用。
鎳基合金涂層與鐵基合金涂層等相比,制備過程中金屬晶粒細化難度大,很難制備出完全的非晶鎳基合金涂層,未見其工程化研究的報道。
文中針對提高涂層耐蝕性進行了鎳基合金粉體材料研制和HVOF噴涂工藝研究,并通過涂層金相分析、相分析、差熱分析、硬度檢測、海水浸泡腐蝕電化學(xué)檢測等試驗,驗證了涂層的微晶化效果及耐高溫、耐磨損、耐腐蝕性能。
1 材料與方法
1.1 粉體材料制備
鎳鉻基耐蝕合金是海洋環(huán)境下較好的鎳基耐蝕材料,鎳含量超過25%時能改善氯化物引起的腐蝕破壞,鉻元素賦予合金耐氧化性腐蝕介質(zhì)能力,其耐蝕性隨著鉻含量的增加而增加,當(dāng)鉻大于50%時開始變差。考慮到海洋腐蝕環(huán)境的特點,以20%~30%Cr的鎳鉻基合金為基礎(chǔ)材料,通過添加合金元素改進材料性能: 加入硅元素助熔成分,促進噴涂材料在噴涂過程中充分熔融、分散;加入稀土元素形核成分,增大晶核密度;通過投料中單質(zhì)與化合物的科學(xué)配比,富化晶間鉻含量。
采用氬氣干霧化方法進行制粉,制粉設(shè)備包括: 電磁感應(yīng)熔化爐、霧化裝置、篩粉裝置。其制粉工藝為: 將金屬料和添加物按比例投于感應(yīng)爐中,用惰性氣體趕跑空氣后抽至一定的真空度,減少因氣體對流造成的散熱,使因合金成分加入導(dǎo)致材料電阻變大后的材料也能夠充分熔化。進行交流感應(yīng)熔化,待充分熔融并混合均勻后,用壓縮惰性氣體霧化,再對霧化顆粒進行過篩,篩選粒徑小于325目(粒徑20~50 μm)的部分,即為用于噴涂的粉體材料。
1.2 試樣制備
噴涂粒子速度越高越利于涂層晶粒的細化。文中采用德國產(chǎn)的ZB-2000HVOF超音速火焰噴涂系統(tǒng),該噴涂系統(tǒng)采用丙烷作為燃氣,可以獲得大于Ma8.0的噴涂粒子速度,理論速度可達2 500 m/s。該噴涂系統(tǒng)由控制器、送粉機、機械手及噴槍、噴涂室等組成。
涂層試樣在100 mm×100 mm×3 mm 的A3鋼板上制備。表面噴砂達Sa2.5級后進行超音速火焰噴涂。壓縮空氣:0.6 MPa,120 L/min;氧氣:1.1 MPa,90 L/min;丙烷:0.6 MPa,22 L/min; 氮氣:0.8 MPa,10 L/min。制備出的涂層厚度約40 μm左右。
1.3 測試方法
將試樣切割、酚醛樹脂鑲嵌、王水浸蝕處理后,用Nikon 金相顯微鏡進行金相分析。同金相分析試樣制作,用SU-70 熱場發(fā)射掃描電鏡分析王水浸蝕處理后的涂層截面。用掃描電鏡自帶的能譜儀分析未經(jīng)王水處理的涂層截面。
用DMAX-IC X射線衍射儀對比粉體試樣及涂層試樣的相組成。采用DSC404熱分析儀對涂層試樣進行差熱分析,溫度范圍為室溫至900 ℃。 采用MH-3顯微硬度計直接在涂層試樣表面進行測試。用青島海域的海水浸泡71 d,其間前3天每天檢測,以后每周定期采用M2273電化學(xué)綜合測試系統(tǒng)進行交流阻抗檢測分析,根據(jù) R p值計算腐蝕速率。
2 結(jié)果與分析
2.1 涂層組織
圖 1給出了涂層試樣的金相組織形貌。由圖 1(a)中可以看到上部的酚醛樹脂鑲嵌材料、中部的涂層部分和下部的鋼鐵基體。圖 1(b)為圖 1(a)中涂層部分的局部放大圖。圖中能夠看出溶粒特征和涂層孔隙。
金相分析結(jié)果表明:①涂層中多呈均勻的單相組織狀態(tài),宏觀上的均一性使表面不易形成腐蝕原電池;②涂層中只存在少許不規(guī)則晶界,晶界少,對防腐蝕有利;③涂層孔隙率≤0.5%,孔隙較少,涂層致密,說明涂層可以單獨使用,不必進行封孔處理。
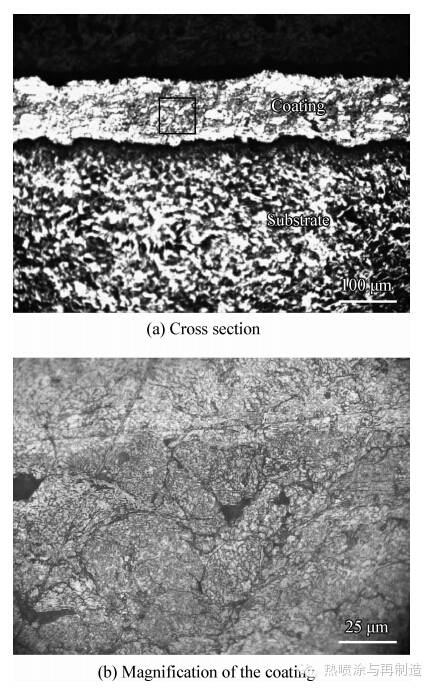
圖 1 涂層試樣金相組織
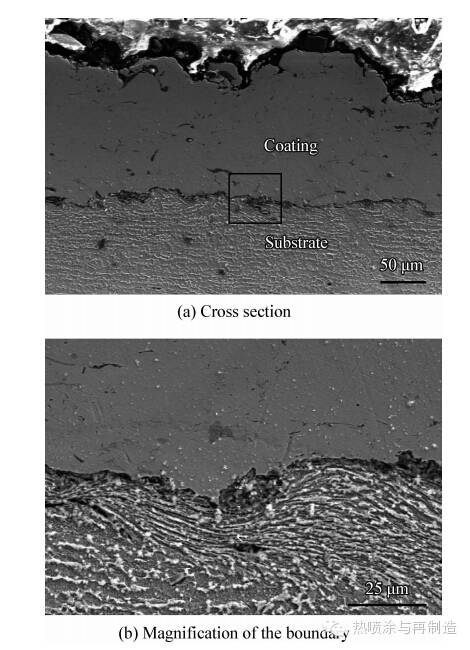
圖 2為涂層截面SEM組織形貌。圖 2(a)是涂層截面形貌,可以看出上部的鑲嵌材料酚醛樹脂、下部的鋼鐵基體和中間部分的涂層本體。圖 2(b)為涂層與基體結(jié)合部位。
由圖可以看出: ①涂層與基體結(jié)合較好,除局部存在細微孔洞外,涂層致密完整;②涂層結(jié)構(gòu)均勻,分辨不出相晶,未見明顯的成分偏析。
圖 2 涂層的截面組織形貌
2.2 涂層成分分析
結(jié)合SEM和電子能譜對涂層截面進行面區(qū)域掃描分析。對涂層試樣上的圖 3中選取的區(qū)域進行各種元素的面分析,且其EDS結(jié)果如圖 4所示。
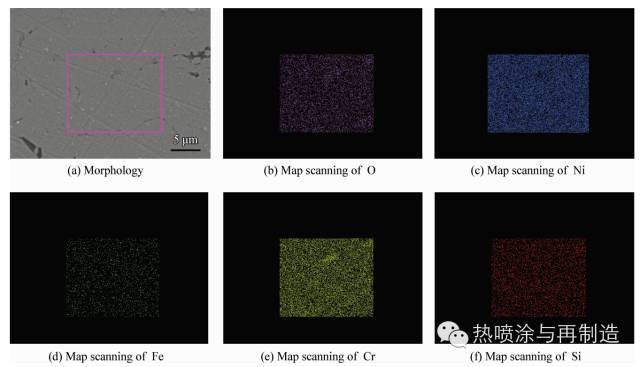
圖 3 涂層的區(qū)域面掃描結(jié)果
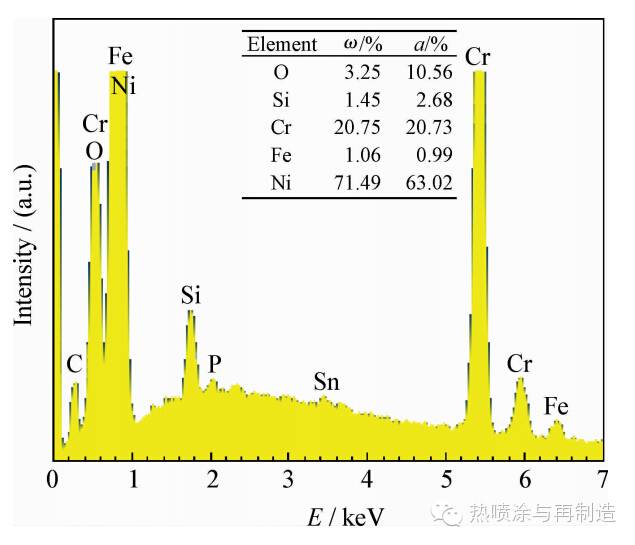
圖 4 涂層截面的EDS分析
涂層截面成分的面分析結(jié)果表明:①涂層中各元素分布均勻,沒有偏析;②涂層中成分分布的均一性表明涂層可能以相同的微晶存在,晶體微小到分辨不出成分差異的程度,這為涂層是微晶或非晶提供了一方面的證據(jù)。涂層中成分分布的均一性可以防止表面腐蝕原電池的產(chǎn)生,對防腐蝕有利。
2.3 涂層相結(jié)構(gòu)
圖 5、圖 6分別給出了噴涂粉體材料和涂層樣品的XRD相分析結(jié)果。圖 5的結(jié)果表明: 噴涂用粉體材料為晶粒材料,沒有非晶或微晶特征峰,圖中從左到右,3個峰分別對應(yīng)著Cr2Ni3相(PDF#65-6291)、Cr4Ni15相(PDF#65-5108)和Ni2.9Cr0.7Fe0.36相(PDF#33-0945)的(111)、(200)、(220)。其中Cr2Ni3和Cr4Ni15相卡片的峰線位置與圖中相比略偏左,相對強度比較一致。Ni2.9Cr0.7Fe0.36相的峰線位置與圖中的重合較好,但相對強度偏差較大。
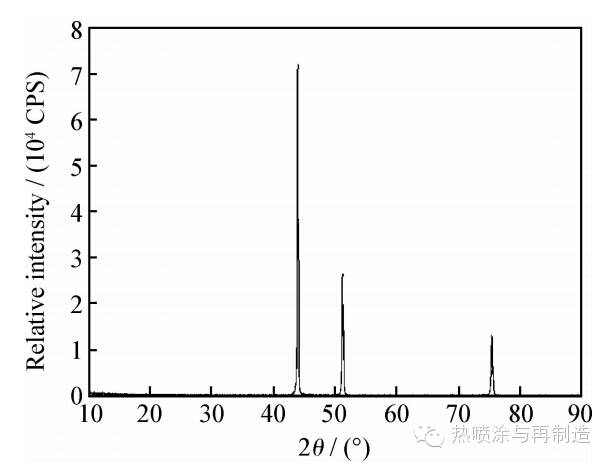
圖 5 粉末試樣的XRD圖譜
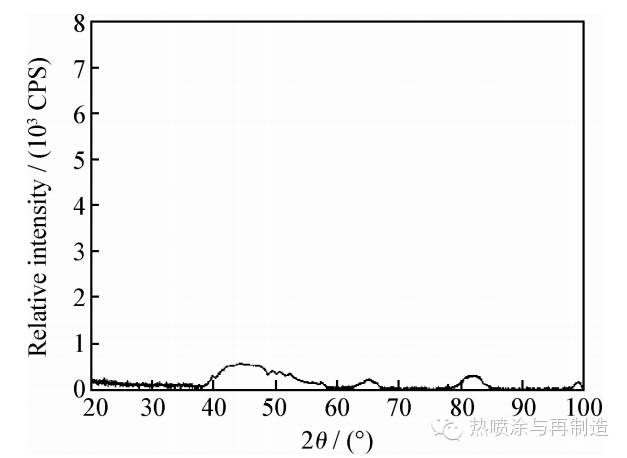
圖 6的結(jié)果表明:試樣具有非晶或微晶特征,涂層不是完全的非晶,應(yīng)該是由非晶和微晶組成,圖中從左到右,4個峰分別對應(yīng)著NiCrFe相(PDF#35-1375)的(110)、(200)、(211)、(220)。
由粉體材料與涂層的XRD分析可以看出:①非晶化是在噴涂過程中實現(xiàn)的;②涂層中不是完全的非晶,應(yīng)是單相微晶與非晶的混合體,證明制備出的涂層是微晶涂層。
圖 6 涂層試樣的XRD圖譜
2.4 涂層差熱分析(DTA)
圖 7給出了涂層DTA分析結(jié)果。涂層DTA結(jié)果表明: 在786.6 ℃左右涂層會發(fā)生相變,因而涂層使用溫度不宜超過786.6 ℃。一般海洋船舶上的鍋爐過熱蒸汽管、柴油機排煙管的使用溫度也不會超過這樣的溫度,因而涂層性質(zhì)在海洋環(huán)境使用是穩(wěn)定的,不會發(fā)生相變。
圖 7 涂層試樣的DTA分析
2.5 顯微硬度及耐蝕性
涂層的硬度越大越不易被劃傷,一般要求耐磨涂層硬度大于200 HV。經(jīng)檢測,試驗涂層硬度為300 HV,結(jié)果表明: 該涂層的耐機械損傷性能良好。
2.6 腐蝕試驗
雖然電化學(xué)交流阻抗方法檢測的是表面活化狀態(tài)下的腐蝕率,活化腐蝕率遠遠大于實際腐蝕率,但可比較出腐蝕活性。經(jīng)檢測計算,微晶化涂層的腐蝕速率0.04~0.1 mm/a之間,穩(wěn)定腐蝕速率為0.09 mm/a;而未進行粉體改進的非微晶化的對比涂層腐蝕速率在1.8~6.4 mm/a之間,穩(wěn)定腐蝕速率為2.3 mm/a。可見,非晶化后的涂層耐蝕性有大幅度的提高。
3 結(jié) 論
(1) 通過選擇鎳鉻基材料,添加助熔、形核等元素以及防鉻元素偏析成分,采用熔化氬氣干霧化工藝,研制出新型粉體噴涂材料 。 并研究采用
超音速火焰噴涂方法,突出其“驟冷”熱處理特點,通過提高冷卻速度來促進非晶化,制備出了微晶態(tài)鎳鉻基耐蝕合金涂層。
(2) 經(jīng)驗證,涂層為具有非晶特征的單相微晶與非晶的混合體,沒有明顯的晶間成分偏析現(xiàn)象,微晶化阻止了腐蝕原電池在涂層表面發(fā)生,成分不偏析避免了腐蝕沿晶間發(fā)展,從而達到了提高涂層耐蝕性能的目的。
(3) 涂層在786.6 ℃的相變溫度以下性質(zhì)穩(wěn)定,硬度值高達300 HV,非晶化使其耐蝕性提高了一個數(shù)量級以上。涂層不僅耐腐蝕,而且耐高溫、耐磨損,滿足了鋼鐵構(gòu)件的長效防腐蝕要求。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護網(wǎng)http://www.ecorr.org
責(zé)任編輯:龐雪潔
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):8125

腐蝕與“海上絲綢之路”
點擊數(shù):6461