9 焊接與檢測 | SY/T 7820-2024 輸氫管道工程設(shè)計(jì)規(guī)范(2025年6月25日實(shí)施)
2025-07-18 13:38:53
作者:本網(wǎng)發(fā)布 來源:考拉腐蝕
分享至:
SY/T 7820-2024 輸氫管道工程設(shè)計(jì)規(guī)范 Specification for design of hydrogen transmission pipeline engineering于2024年12月25日發(fā)布,2025年6月25日實(shí)施!!
本規(guī)范共分10章和6個(gè)附錄,主要內(nèi)容包括:總則、術(shù)語、輸氫工藝、材料、線路、管道和管道附件的結(jié)構(gòu)設(shè)計(jì)、輸氫站、輔助工程、焊接與檢測、清管試壓與干燥置換等。
- 【輸氫管道】輸送氫氣管道和氫氣摩爾分?jǐn)?shù)含量大于3%的輸氣管道。
- 【氫脆】描述氫原子與金屬相互作用而導(dǎo)致金屬失效現(xiàn)象的總稱。
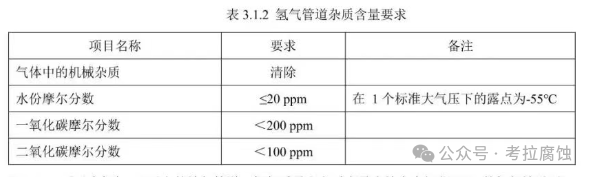
3.1.2 進(jìn)入氫氣管道的氫氣質(zhì)量不應(yīng)低于現(xiàn)行國家標(biāo)準(zhǔn)《氫氣 第1部分:工業(yè)氫》GB/T 3634.1和表3.1.2的技術(shù)要求,如下:
- 水分摩爾分?jǐn)?shù)≤20ppm(在1個(gè)標(biāo)準(zhǔn)大氣壓下的露點(diǎn)為-55℃);
- CO一氧化碳摩爾分?jǐn)?shù)<200ppm;
- CO2二氧化碳摩爾分?jǐn)?shù)<100ppm。
9.1.1 設(shè)計(jì)文件應(yīng)明確輸氫管道和管道附件的焊接方法、焊接材料、接頭形式、工藝評(píng)定要求以及焊接檢驗(yàn)要求。9.1.2 線路管道焊接工藝評(píng)定和焊接工藝規(guī)程應(yīng)符合現(xiàn)行國家標(biāo)準(zhǔn)《鋼質(zhì)管道焊接及驗(yàn)收》GB/T 31032的有關(guān)規(guī)定:輸氫站及閥室內(nèi)管道焊接工藝評(píng)定和焊接工藝規(guī)程應(yīng)符合現(xiàn)行行業(yè)標(biāo)準(zhǔn)《石油天然氣金屬管道焊接工藝評(píng)定》SY/T 0452的有關(guān)規(guī)定。9.1.3 管道根部焊接宜采用鎢極氬弧焊或氣體實(shí)心焊絲內(nèi)焊機(jī)自動(dòng)焊。9.1.4 碳鋼和低合金鋼焊接材料應(yīng)選用低氫型焊接材料,擴(kuò)散氫含量應(yīng)按現(xiàn)行國家標(biāo)準(zhǔn)《熔敷金屬中擴(kuò)散氫測定方法》GB/T 3965規(guī)定的標(biāo)準(zhǔn)方法進(jìn)行試驗(yàn),擴(kuò)散氫含量不應(yīng)超過5mL/100g。9.1.5 不銹鋼焊接材料應(yīng)符合國家現(xiàn)行標(biāo)準(zhǔn)《不銹鋼焊條》GB/T 983、《不銹鋼藥芯焊絲》GB/T 17853、《焊接用不銹鋼焊絲》YB/T 5092的有關(guān)規(guī)定。9.1.6 線路焊縫的坡口形式和尺寸應(yīng)能保證焊接質(zhì)量和滿足清管器通過的要求。對(duì)接焊縫坡口應(yīng)根據(jù)焊接工藝確定。9.1.7 線路焊接接頭力學(xué)性能要求,除應(yīng)滿足現(xiàn)行國家標(biāo)準(zhǔn)《鋼質(zhì)管道焊接及驗(yàn)收》GB/T 31032的有關(guān)規(guī)定外,還應(yīng)滿足如下要求:(1)焊縫金屬的最大抗拉強(qiáng)度不應(yīng)超過690MPa;(2)L450及以下強(qiáng)度級(jí)別鋼管的焊接接頭,在試驗(yàn)溫度下,沖擊吸收能量應(yīng)滿足3個(gè)試樣均值不小于60J;L485強(qiáng)度級(jí)別鋼管的焊接接頭,在試驗(yàn)溫度下,沖擊吸收能量應(yīng)滿足3個(gè)試樣均值不小于80J;允許最多1個(gè)試樣值低于平均值,但不應(yīng)低于均值的75%;(3)L360及以下強(qiáng)度級(jí)別鋼管的焊接接頭的硬度應(yīng)不宜大于220HV10,其他強(qiáng)度級(jí)別鋼管的焊接接頭硬度不宜大于250HV10。9.1.8 對(duì)焊接接頭進(jìn)行氫環(huán)境相容性試驗(yàn)時(shí),應(yīng)按照現(xiàn)行國家標(biāo)準(zhǔn)《氫氣儲(chǔ)存輸送系統(tǒng) 第2部分:金屬材料與氫環(huán)境相容性試驗(yàn)方法》GB/T 34542.2的要求執(zhí)行,性能應(yīng)滿足本規(guī)范第4.2.1條第14款的要求。(后續(xù)將繼續(xù)摘錄“第4章 材料”)9.1.9 鋼管對(duì)焊時(shí),兩相鄰管的制管焊縫在對(duì)口處應(yīng)相互錯(cuò)開,且間距不宜小于100mm。站內(nèi)地面安裝的管道,制管焊縫的不知應(yīng)避開現(xiàn)場開孔的位置。9.1.10 站內(nèi)管道焊縫位置應(yīng)滿足以下要求:(1)當(dāng)公稱直徑大于或等于DN150時(shí),直管段上兩對(duì)接環(huán)焊縫中心面之間的距離不應(yīng)小于150mm;當(dāng)公稱直徑小于DN150時(shí),該距離不應(yīng)小于管外徑,且應(yīng)不小于100mm;(2)管道環(huán)焊縫距離彎管(不包括彎頭)起彎點(diǎn)的舉例不應(yīng)小于100mm;(3)管道環(huán)焊縫與支吊架的凈距離不應(yīng)小于50mm。需要熱處理的焊縫與支吊架的距離不應(yīng)小于焊縫寬度的5倍,且不應(yīng)小于100mm;(4)管道焊縫位置及其邊緣100mm內(nèi)不應(yīng)開孔;9.1.11 管道連頭口焊縫宜預(yù)留在地形較好的直管段上。不應(yīng)設(shè)在熱煨彎管、冷彎管等不等壁厚焊縫處,不應(yīng)強(qiáng)力組隊(duì)。9.1.12 輸氫站和閥室內(nèi)焊接接頭的力學(xué)性能要求,除應(yīng)滿足現(xiàn)行行業(yè)標(biāo)準(zhǔn)《石油天然氣金屬管道焊接工藝評(píng)定》SY/T 0452的有關(guān)規(guī)定外,還應(yīng)滿足本規(guī)范第9.1.7條的要求。9.1.13 焊件的預(yù)熱和焊后熱處理應(yīng)符合下列規(guī)定:(1)輸氫管道前預(yù)熱和焊后熱處理應(yīng)按照焊接工藝規(guī)程的要求進(jìn)行;(2)焊后熱處理,應(yīng)按設(shè)計(jì)文件要求對(duì)焊縫及熱影響區(qū)進(jìn)行100%硬度檢測;(3)當(dāng)焊接兩種具有不同預(yù)熱要求的材料時(shí),應(yīng)以預(yù)熱溫度要求高的材料為準(zhǔn);(4)焊件預(yù)熱和焊后熱處理應(yīng)受熱均勻,并應(yīng)在施焊和應(yīng)力消除過程中保持規(guī)定的溫度。9.2.1 焊接接頭應(yīng)在外觀檢查合格后進(jìn)行無損檢測。線路環(huán)焊縫外觀檢查應(yīng)符合現(xiàn)行國家標(biāo)準(zhǔn)《油氣長輸管道工程及驗(yàn)收 規(guī)范》GB 50369的相關(guān)規(guī)定。輸氫站及閥室環(huán)焊縫外觀檢查應(yīng)符合現(xiàn)行國家標(biāo)準(zhǔn)《石油天然氣站內(nèi)工藝管道工程施工規(guī)范》GB 50540的相關(guān)規(guī)定。9.2.2 焊接接頭應(yīng)進(jìn)行全周長100%無損檢測。管道環(huán)焊縫的無損檢測方法宜采用射線檢測或超聲波檢測。9.2.3 線路環(huán)焊縫的無損檢測比例應(yīng)符合設(shè)計(jì)文件規(guī)定,設(shè)計(jì)無要求時(shí)應(yīng)符合下列規(guī)定:(1)采用射線檢測時(shí),焊口檢測比例應(yīng)為100%;(2)采用脈沖反射法超聲檢測或相控陣超聲檢測時(shí),焊口檢測比例應(yīng)為100%,并采用射線檢測進(jìn)行復(fù)驗(yàn),復(fù)驗(yàn)數(shù)量不應(yīng)小于下列比例:
- 一、二級(jí)地區(qū)中焊口數(shù)量的10%;
- 三級(jí)地區(qū)中焊口數(shù)量的15%;
- 四級(jí)地區(qū)中焊口數(shù)量的15%;
- 射線檢測復(fù)驗(yàn)時(shí),若有不合格焊口,應(yīng)對(duì)該焊工或流水作業(yè)焊工組在該日或該檢查段中焊接的焊口加倍檢查,如仍有不合格焊口,應(yīng)對(duì)其余的焊口逐個(gè)進(jìn)行射線檢測。
9.2.4 管道線路采用全自動(dòng)焊時(shí),宜采用全自動(dòng)超聲檢測,檢測比例應(yīng)為100%;9.2.5 線路未經(jīng)試壓的管道碰死口焊縫、熱煨彎管與直管段連接焊縫以及返修焊縫應(yīng)進(jìn)行100%射線和100%超聲波檢測。9.2.6 穿、跨越工程段環(huán)焊縫的無損檢測應(yīng)符合現(xiàn)行國家標(biāo)準(zhǔn)《油氣輸送管道穿越工程設(shè)計(jì)規(guī)范》GB 50423和《油氣輸送管道跨越工程設(shè)計(jì)標(biāo)準(zhǔn)》GB 50459的相關(guān)規(guī)定。9.2.7 管道線路焊接接頭的射線、超聲波檢測、相控陣超聲波檢測應(yīng)按照現(xiàn)行行業(yè)標(biāo)準(zhǔn)《石油天然氣鋼質(zhì)管道無損檢測》SY/T 4109的有關(guān)要求進(jìn)行檢測和質(zhì)量評(píng)定。射線、超聲波檢驗(yàn)、相控陣超聲波檢測應(yīng)達(dá)到II級(jí)及以上為合格。全自動(dòng)超聲波檢測應(yīng)符合現(xiàn)行國家標(biāo)準(zhǔn)《石油天然氣管道工程全自動(dòng)超聲波檢測技術(shù)規(guī)范》GB/T 50818的有關(guān)規(guī)定。9.2.8 線路的焊接結(jié)構(gòu)應(yīng)抽取每個(gè)焊工或流水作業(yè)焊工組當(dāng)天完成的全部焊縫5%、且不應(yīng)小于1道焊縫進(jìn)行表面硬度檢測。焊接接頭的硬度測定區(qū)域應(yīng)包括焊縫和熱影響區(qū),熱影響區(qū)的測定區(qū)域應(yīng)緊鄰熔合線,硬度值應(yīng)滿足本規(guī)范第9.1.7條第3款的規(guī)定。9.2.9 輸氫站和閥室內(nèi)工藝管道及管道附件的焊縫檢測應(yīng)符合下列規(guī)定:(1)放空及排污管道的環(huán)焊縫應(yīng)進(jìn)行100%超聲波檢測,并應(yīng)進(jìn)行10%射線復(fù)查檢測;其他管道環(huán)焊縫應(yīng)進(jìn)行100%射線檢測。無法進(jìn)行射線或超聲波檢測的焊縫,應(yīng)進(jìn)行磁粉或滲透檢測;(2)返修焊縫和未經(jīng)試壓焊縫應(yīng)進(jìn)行100%射線和100%超聲波檢測。(3)輸氫站和閥室內(nèi)焊縫射線檢測、超聲檢測、磁粉檢測、滲透檢測等無損檢測方式應(yīng)按照現(xiàn)行行業(yè)標(biāo)準(zhǔn)《石油天然氣鋼制管道無損檢測》SY/T 4109執(zhí)行,射線、超聲波檢驗(yàn)II級(jí)及以上為合格,磁粉和滲透檢驗(yàn)無缺陷為合格。(4)焊接接頭應(yīng)抽取每個(gè)焊工當(dāng)天完成的全部焊縫5%、且不應(yīng)小于1道焊縫進(jìn)行表面硬度檢測、焊接接頭的硬度測定區(qū)域應(yīng)包括焊縫和熱影響區(qū),熱影響區(qū)的測定區(qū)域應(yīng)緊鄰熔合線,硬度值應(yīng)滿足本規(guī)范9.1.7條第3款的規(guī)定。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時(shí)間聯(lián)系本網(wǎng)刪除。