
噴丸: 對著金屬射擊,碰撞出哪些強化效果?
2018-12-28 12:18:19
作者:本網整理 來源:金屬材料科學與技術
分享至:


噴丸強化工藝是是一種在航空、航天、兵器、汽車、機車、電氣電站設備等機械制造行業中有的廣泛應用的表面強化工藝。
噴丸強化是一種專用的機械工藝,廣泛用于某些部件的性能必須高于常規設計限制的應用中。主要原理是利用空氣壓力或者離心力的作用將高速的彈丸介質連續轟擊金屬材料表面,使得表面發生循環塑性變形形成表層硬化層。

噴丸處理法源自于早期鐵匠在熱鍛鐵或鋼試樣冷卻很久后繼續錘擊(錘擊)時所用的相同原理,從而使其成為更堅韌、更耐用的產品。
該技術已被改進為緊密控制的制造工藝,能夠以任何其他類似生產手段無法達到的方式獲得改善產品疲勞壽命的結果。它成功地用于航空、汽車和工業領域的機械動力傳動和其他部件,以及許多其他應用,無論是鐵質材料還是非鐵質材料。
大多數失效都始于受拉力狀態的零件表面。由于噴丸零件的整個工作區域處于壓應力狀態,零件的壽命將增加。
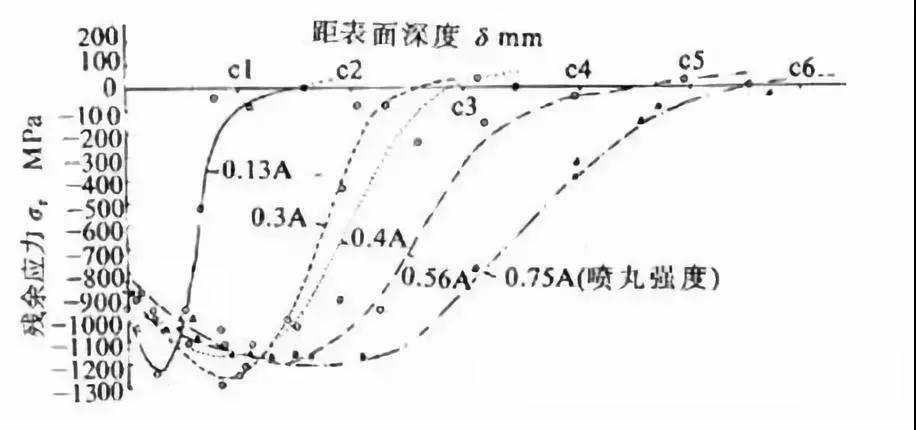
高強鋼噴丸殘余應力曲線
乍看之下,在金屬表面噴丸的彈坑會起到應力上升的作用,對零件的壽命產生破壞性影響;然而,彈坑很淺,而且球面光滑,與深度相比很大。
鑒于彈坑應力上升存在深度效應,隨深度的增加而增大,隨面積的增大而減小,因此噴丸產生的彈坑引起的應力集中很小。
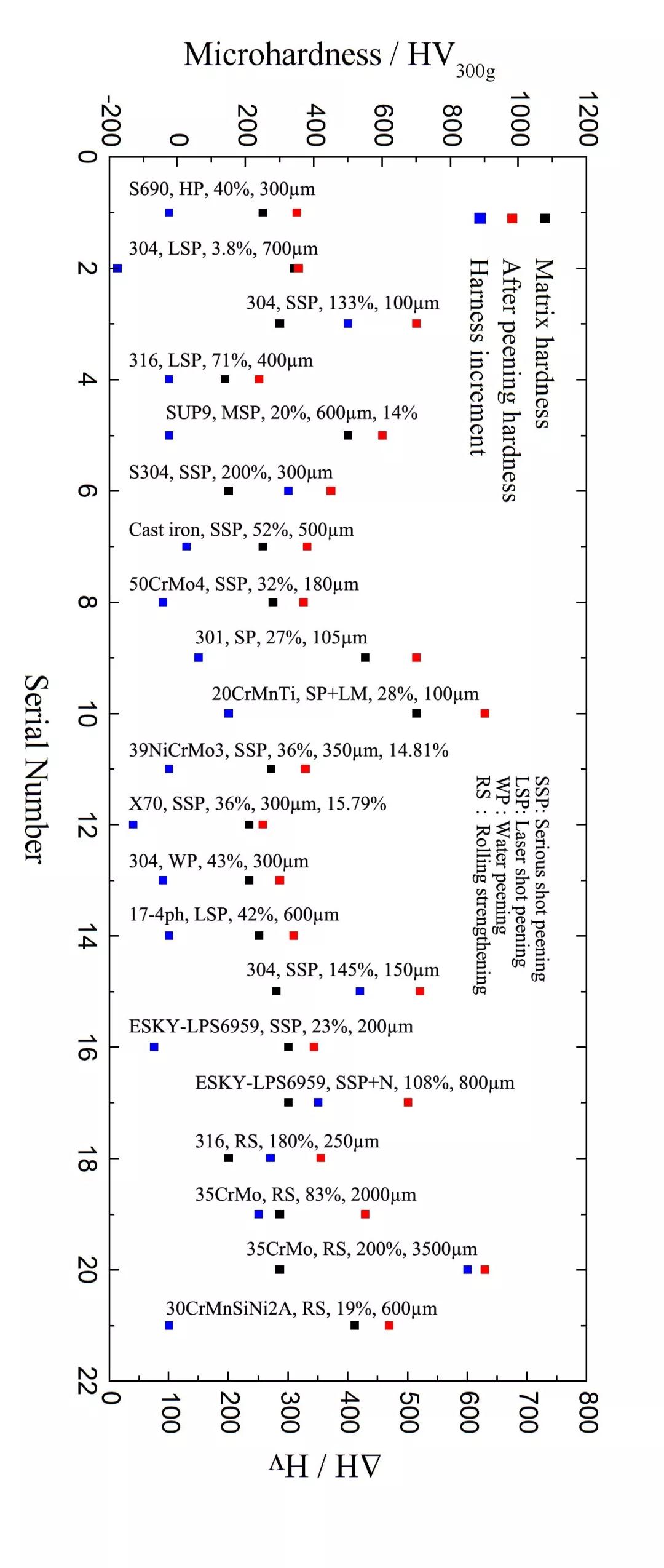
下圖給出了文獻中報道的各種不同金屬表面噴丸效果的統計數據。
各種材料噴丸效果的文獻統計
各種噴丸表面粗糙度的統計結果
噴丸的最大優點是引入殘余壓應力,通常來說,彈丸的動能越大,引入的殘余應力越大。噴丸的缺點是表面粗糙度,尤其采用絲切丸。因此,對于表面要求不極為苛刻的零件,噴丸是一種非常好的表面處理方法。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:韓鑫
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763