
先進鎂合金材料及其在航空航天領域中的應用
2018-03-13 10:02:51
作者:丁文江,付彭懷,彭立明,蔣海燕,王迎新,吳國華,董 杰,郭興 來源:上海交通大學 輕合金精密成型國家工程研究中心,上海 200240
分享至:


0 前言
鎂合金作為最輕的金屬結構材料,具有比強度/比剛度高、尺寸穩定、易于加工成形、導熱導電性好、阻尼減振、電磁屏蔽和容易再回收等優點,因此被譽為“21 世紀綠色工程材料” [1] 。鎂合金已經成為航空航天、汽車、電子通信等工業領域的重要結構材料。在航空航天領域,鎂合金被廣泛應用于制造飛機、導彈、飛船、衛星上的重要機械裝備零件 [2] ,以減輕零件質量,提高飛行器的機動性能,降低航天器的發射成本。早在 20 世紀 50 年代,我國仿制的飛機和導彈的蒙皮、框架以及發動機機匣已采用鎂稀土合金。70 年代后,隨著我國航空航天技術的迅速發展,鎂合金也在強擊機、直升機、導彈、衛星等產品上逐步得到推廣和應用。例如:ZM6鑄造鎂合金已經用于制造直升機尾減速機匣、殲擊機翼肋及 30 kW 發電機的轉子引線壓板等重要零件;MB25 稀土高強鎂合金已代替部分中強鋁合金,在強擊機上獲得應用 [3] 。目前,我國航空航天領域對減重的迫切需求為鎂合金新材料的開發與應用提供了機遇與挑戰。
限制鎂合金材料在航空航天領域應用主要有兩個因素:1)材料強度偏低,尤其是高溫強度和抗蠕變性能較差;2)鎂合金鑄件容易形成縮松和熱裂紋,成品率低,鎂合金變形件塑性加工條件控制困難,導致組織與力學性能不穩定。作為我國重要的鎂合金研發和技術轉移中心,上海交通大學輕合金精密成型國家工程研究中心針對以上兩個制約因素,展開了系統深入的研究,經過 20 多年的探索與開發,在新材料與新工藝方面取得了較大突破。本文重點介紹上海交通大學開發的 2 種新型鎂合金材料與 4 種鎂合金制備新工藝,以及其在我國航空航天領域中的應用。
1 鎂合金新材料的研發
為了提高鎂合金的強度,上海交通大學近年來對各個 Mg-RE 系合金重新進行了審視,系統研究了Mg-Nd-Zn [4-6] 、Mg-Gd [7] 、Mg-Gd-Y [8-10] 、Mg-Gd-Nd [11] 、Mg-Gd-Sm [12] 、Mg-Gd-Zn [13] 、Mg-Gd-Ag [14] 、Mg-Y-Nd [15] 、Mg-Y-Sm [16] 、 Mg-Dy-Gd-Nd [17] 、 Mg-Y-Gd [18] 、Mg-Sm-Zn [19] 等多個 Mg-RE 系合金,重點探討了合金的強化與韌化機制,研究發現 JDM1 和 JDM2 鎂合金具有優良的綜合力學性能,下面重點介紹這兩種合金的顯微組織與強韌化機制。
1.1 JDM1 鎂合金
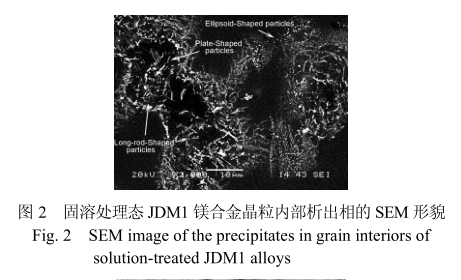
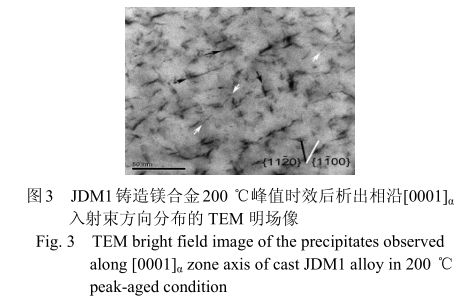
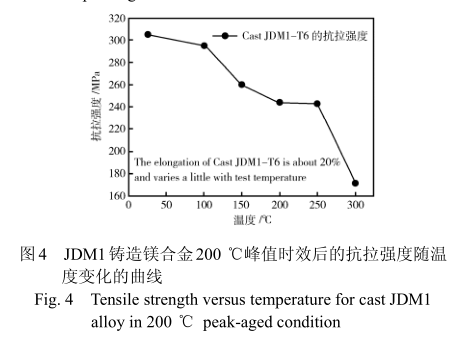
JDM1 鑄造鎂合金是一種低稀土含量的鎂合金,其典型的室溫力學性能為屈服強度 140 MPa、抗拉強度 300 MPa、延伸率 10%,典型的顯微組織如圖 1所示,鑄態的 JDM1 鎂合金主要由鎂基體(α-Mg)和離異共晶 Mg 12 Nd 相構成。固溶處理后,初生離異或析出的共晶 Mg 12 Nd 相固溶進入基體,同時在晶粒內部形成細小彌散相,如圖 2 所示。這些細小彌散相為含 Zr 化合物,呈橢球狀和短片狀,研究表明橢球狀的為 Zr-H 化合物,而短片狀的為 Zn-Zr 化合物,其他含 Zr 化合物仍需進一步確認。JDM1 鑄造鎂合金最終使用狀態為 200 ℃峰值時效態(即 T6 態),固溶處理態合金經過時效沉淀強化后合金強度進一步提高,時效沉淀強化對室溫屈服強度的貢獻率占60%以上(表 1),是 JDM1 鑄造鎂合金最主要的強化機制。200 ℃峰值時效時 β″和 β′亞穩相同時存在,分別如圖 3 中黑色與白色箭頭所示,以 β″亞穩相為主。圖 4 為 JDM1 鑄造鎂合金T6 態短時高溫抗拉強度隨溫度變化的曲線,可以看出:當溫度高于250 ℃時,合金抗拉強度明顯下降;而在 250 ℃及以下溫度時,合金力學性能下降較小;250 ℃時的抗拉強度仍高于240 MPa。因此,JDM1鑄造鎂合金可以在250 ℃及以下溫度使用,合金在200 ℃和100 MPa 載荷下的穩態蠕變速率在10 -9 量級水平,蠕變性能良好。

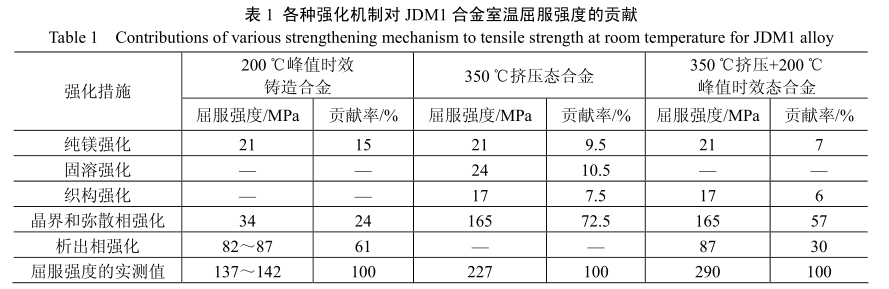
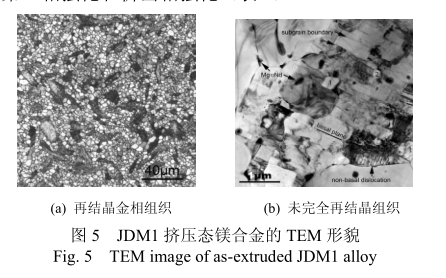
JDM1 鎂合金經過熱擠壓后晶粒明顯細化,由再結晶晶粒、未完全再結晶組織和熱擠壓過程中析出的第二相組成,其中再結晶晶粒呈雙峰分布,大晶粒尺寸在?m 級,小晶粒尺寸在亞?m 級(圖 5(a)),未完全再結晶組織的[0001]面平行于擠壓方向(圖 5(b))。擠壓態 JDM1 鎂合金仍可以產生時效硬化現象,時效后合金力學性能進一步提高,350 ℃擠壓時效態(T5 態)JDM1 鎂合金的室溫力學性能為屈服強度 290 MPa、抗拉強度 317 MPa、延伸率22%。擠壓態 JDM1 鎂合金的強化機制主要為晶界第二相強化和析出相強化(表 1)。
1.2 JDM2 鎂合金
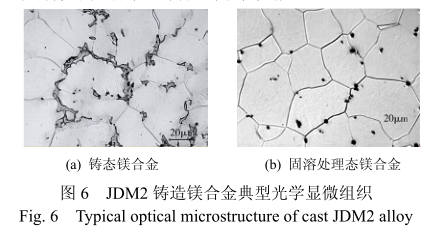
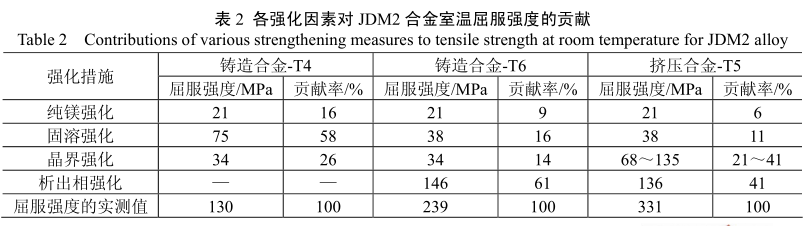
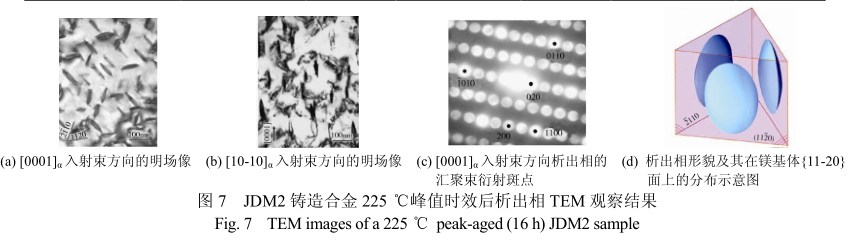
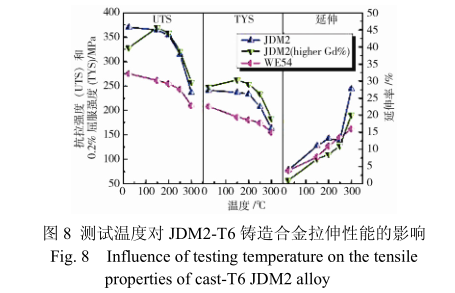
JDM2 鑄造鎂合金是一種高稀土含量的鎂合金,其典型的室溫力學性能為屈服強度 240 MPa、抗拉強度 370 MPa、延伸率 4%。合金典型的顯微組織如圖 6 所示,鑄態的 JDM2 合金主要由鎂基體(α-Mg)和離異共晶 Mg 24 (Gd, Y) 5 相構成。固溶處理后,初生離異共晶 Mg 24 (Gd, Y) 5 相固溶進入基體,同時在晶界附近形成塊狀富稀土相(圖 6(b)),這種相為 fcc 結構,a=0.525 nm,很可能是一種由稀土氫化物形成的細小彌散相 [20] 。JDM2 鑄造鎂合金最終使用狀態為T6 態,固溶處理態合金經過時效沉淀強化后合金強度進一步提高,時效沉淀強化對室溫屈服強度的貢獻率占 60%以上(表 2),是 JDM2 鑄造鎂合金最主要的強化機制。225 ℃峰值時效時析出以 β′亞穩相為主,如圖 7 所示。圖 8 為 JDM2 鑄造鎂合金 T6態短時高溫抗拉強度隨溫度變化的曲線,可以看出:與 JDM1 鎂合金類似,當溫度高于 250 ℃時,合金抗拉強度明顯下降;而在 250 ℃及以下溫度時,合金力學性能下降較小;250 ℃時的抗拉強度仍高于300 MPa。因此,JDM2 鑄造鎂合金可以在 250 ℃及以下溫度使用,在 200 ℃溫度和 180 MPa 載荷的穩態蠕變速率在 10 -9 量級上,蠕變性能良好。與傳統商業用 WE54 高強度耐熱鎂合金相比,JDM2 鎂合金具有更好的高溫與低溫力學性能。
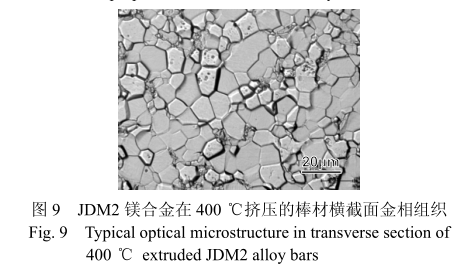
JDM2 鎂合金經過熱擠壓后晶粒明顯細化,由再結晶晶粒和熱擠壓過程中析出的第二相組成,如圖9所示。擠壓態JDM2鎂合金時效硬化現象明顯,時效后合金力學性能進一步提高,400 ℃擠壓時效態(T5 態)JDM2 鎂合金的室溫力學性能為屈服強度 314 MPa、抗拉強度 422 MPa、延伸率 3.7%。擠壓態 JDM2 鎂合金的強化機制主要為晶界強化和析出相強化(表 2)。
2 鎂合金成型新工藝的研究
為了滿足航空航天領域對復雜鎂合金結構件的要求,上海交通大學先后開發了多種鎂合金成型新工藝,其中包括涂層轉移精密鑄造技術、大型鑄件低壓鑄造技術、大型鍛件成型技術和表面超聲波陽極氧化技術。
2.1 涂層轉移精密鑄造技術
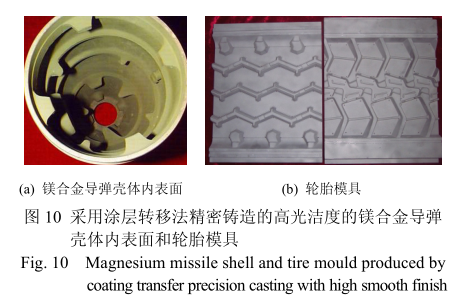
對于復雜鑄件,采用砂型鑄造時通常需要制備復雜的砂芯。傳統砂芯制備方法是先向芯盒內填砂,從芯盒內取出型芯后,再在型芯表面刷、噴、浸或流淌涂料,其涂料層均勻度難以控制,且型砂強烈吸水,涂料容易在型芯表面堆積,難以得到表面光潔的鑄造模樣,從而影響最終鑄件的尺寸精度和光潔度。上海交通大學發明了鎂合金專用的非占位式轉移涂料技術 [21-22] :先將涂料涂在模樣表面上,然后在涂料上面充填造型材料,固化后涂層自發地轉移至型芯表面。該技術中涂層完整地復制了模型表面的形狀和光潔度,顯著提高了鑄件表面的光潔度和尺寸精度。涂層轉移法的關鍵是陰模制備,通過與快速成形和無收縮硅橡膠復膜等技術相結合來實現,可以解決復雜鎂合金零件有較高光潔度要求非加工面的鑄造難題,典型應用如圖 10 所示。
2.2 大型鑄件低壓鑄造技術
鎂合金一般比熱容小、凝固區間大,容易產生縮松、裂紋、氧化皮夾雜和組織粗大等鑄造缺陷,且難以生產大型、薄壁或者結構復雜的鑄件。上海交通大學通過計算機充型與凝固模擬,結合涂層轉移制芯技術 [21] 、坩堝液態金屬密封技術 [23] 與低壓鑄造技術,開發了鎂合金大型鑄件的精密低壓鑄造成型工藝:采用計算機模擬鑄件在預設定工藝下的充型與凝固行為,借以優化鑄造工藝,減少合金液充型過程中的液流交匯,控制合金凝固順序;采用雙熔爐、壓力轉爐方式保證鎂液的高純凈度;采用新型坩堝密封技術對坩堝進行密封(低熔點合金密封法 [23] ),提高保壓壓力;采用冷鐵、氣體冷卻等方式達到鑄件所需要的凝固順序;采用保護氣體加壓技術,即在干燥壓縮空氣中添加新型的 R152 保護氣體 [24] ,防止坩堝內鎂熔體長期使用因氧化燃燒而造成內部壓力波動,使加壓更加平衡;采用涂層轉移技術保障鑄件非加工面的表面光潔度。
2.3 大型鍛件成型技術
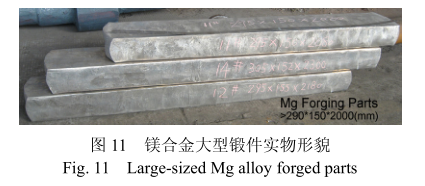
為解決航空航天領域應用中大尺寸鎂合金鍛件制備的技術難題,上海交通大學在大尺寸半連續鑄造坯料的基礎上,通過鎂合金塑性變形計算機模擬與實際鍛造工藝相結合,開發了鎂合金大型鍛件成型技術:通過半連續鑄造制備大尺寸坯料,目前可制備的最大鑄錠坯料直徑可達 φ 400 mm;通過計算機模擬確定鍛造工藝,確保鍛件各個方向總的變形量和變形溫升均勻,減小鍛件的各向異性;通過鍛件實際鍛造工藝與計算機模擬的對比研究,提高后續計算機模擬的準確度;通過鍛造后續熱處理,調整鍛件的力學性能。圖 11 為上海交通大學制備的典型大鍛件圖片,鍛件長度方向尺寸大于 2 m。
2.4 鎂合金表面超聲波陽極氧化技術
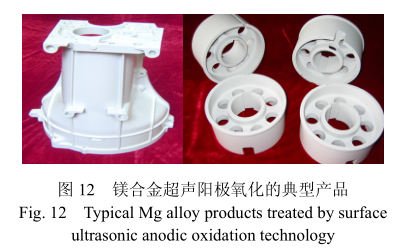
鎂合金極易被腐蝕,其產品一般都需要進行表面處理。傳統的鉻酸鹽處理工藝對人體和環境有害,已經被限制使用。上海交通大學開發了一種鎂合金超聲陽極氧化表面處理技術,相比于傳統的陽極氧化工藝有了較大的進步:1)通過施加超聲場形成薄而致密的氧化膜結構,提高了涂層致密性與生長效率、膜層的耐蝕性;2)電解液配方不含 6價鉻離子,對環境與人體無毒害作用;3)鎂合金氧化時“火花”可控制,可以進行“無火花”陽極氧化,避免了強烈火花放電并降低對基體鎂合金疲勞強度的危害;4)形成的氧化層孔隙直徑小,附著力好,表面均勻光滑,不會在棱邊棱角處產生燒損現象 [25] 。圖 12 是經鎂合金超聲陽極氧化處理的鎂合金產品,涂層致密、光滑、附著力好。
鎂合金陽極氧化后可采用多種封孔方法(如氟碳涂層)提高氧化膜耐蝕性,氧化層表面硬度超過HV900。試樣按 GB/T10125—1997 標準進行鹽霧腐蝕性能評價,在 NaCl 濃度為 5%、pH 值為 6.5~7.2、溫度為(35±2) ℃條件下經 1 500 h 噴霧試驗,結果耐蝕性可達 9 級(最高級)。該工藝已被用于變速箱、電機殼體、輕彈殼體等各種鎂合金零件的處理。
3 在航空航天領域的典型應用
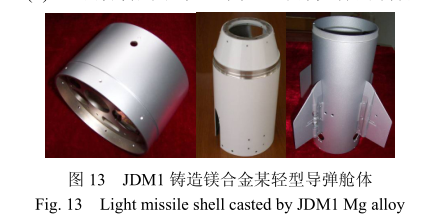
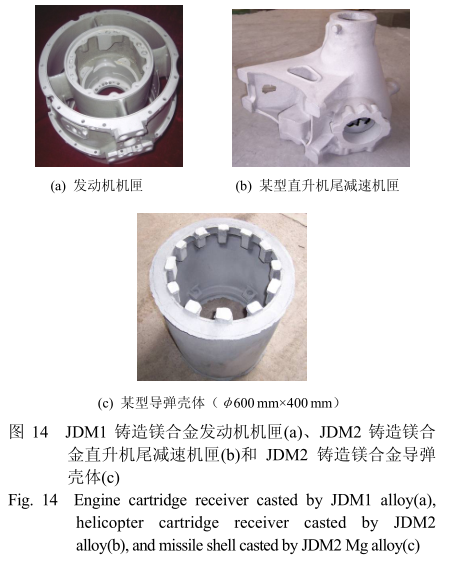
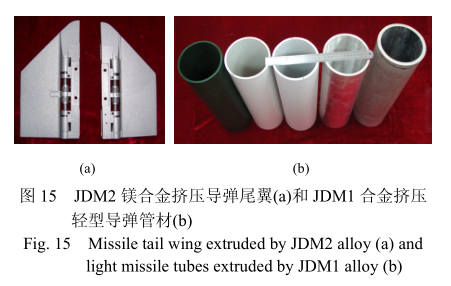
上海交通大學將先進鎂合金材料與成型新工藝相結合,制備了多種航空航天用部件:1)采用涂層轉移精密鑄造技術和 JDM1 鑄造鎂合金結合,成功制備了某型號輕型導彈艙體(圖 13)和發動機機匣(圖 14(a)),滿足了艙體和發動機機匣的內表面(非加工面)對光潔度的高要求。2)采用大型鑄件低壓鑄造技術和 JDM2 鑄造鎂合金結合,成功制備了某型直升機尾部減速機匣(圖 14(b))和某型號導彈殼體(圖 14(c))。這兩類鑄件尺寸較大,結構復雜,采用常規鑄造很難避免鑄造縮松的產生。通過提高低壓鑄造保壓壓力和控制鑄件凝固溫度場的方法,成功解決了上述問題,制備的鑄件已經通過用戶嚴格檢查。3)JDM2 鎂合金與常規等溫熱擠壓工藝相結合,成功制備了某型號輕型導彈彈翼(圖 15(a))。4)JDM1 鎂合金與常規等溫熱擠壓工藝相結合,成功制備了 φ 145 mm 的無縫管(圖15(b)),該管材用于某型號輕型導彈殼體的制備。
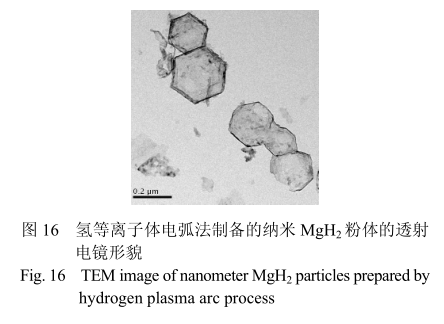
此外,鎂基氫化物具有儲氫量大、安全穩定、燃燒熱值高等優點,被認為是固體推進劑的理想添加物,可顯著提高推進劑燃燒速率和比沖,并縮短點火時間。上海交通大學利用氫等離子體電弧法成功制備了納米 MgH 2 粉體,其顯微形貌如圖 16 所示。該粉體材料已進入實驗驗證階段,將在航空航天領域用于高能固體推進劑的添加劑。
4 展望
隨著科學技術的發展和航空航天活動的日益頻繁,輕量化趨勢勢必在航空航天制造業成為主流,具有明顯輕量化作用的新型鎂合金材料在航空航天領域的應用也會越來越廣泛。對于我國這樣一個鎂合金資源大國來說,加快發展鎂科技、提升我國鎂產業的技術水平無疑是抓住當前這個機遇的最佳選擇。只有在技術上處于先進水平,才能把我國的鎂資源優勢發揮出來,在國際行業競爭上占得先機。新型鎂合金材料在航空航天領域的推廣應用除了需要技術上的革新以外,更離不開航空航天用戶單位的支持。希望我國廣大航空航天企業能夠以一種開放的、勇于嘗試的心態去對待新型鎂合金材料,為其擴大應用提供條件。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461