
不銹鋼裂紋處理辦法
2016-02-25 11:29:49
作者:本網(wǎng)整理來源:


一、不銹鋼復(fù)合板裂紋現(xiàn)象及處理辦法
不銹鋼復(fù)合板焊接等操作過程中,操作不當(dāng)很容易導(dǎo)致不銹鋼復(fù)合板出現(xiàn)彎曲裂紋現(xiàn)象。修復(fù)焊接裂紋的不銹鋼復(fù)合板。可利用砂輪研磨機(jī)消除裂紋,減少裂縫硬化邊緣,再進(jìn)行滲透探傷檢查,確認(rèn)裂紋消除。判斷裂紋深度選擇焊條進(jìn)行修復(fù),如不銹鋼焊條、碳鋼電極、電隔離層。
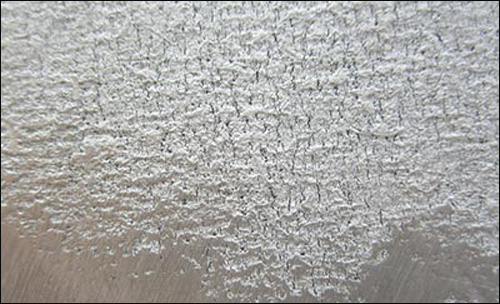
二、321不銹鋼板表面裂紋現(xiàn)象及處理辦法
321不銹鋼板具有高韌性、抗疲勞性、易焊接等優(yōu)點(diǎn),廣泛應(yīng)用于五金、造船、航天、機(jī)械等領(lǐng)域。321不銹鋼板采用無扭轉(zhuǎn)軋制方法,表面潔凈光滑、尺寸精度高。然在生產(chǎn)過程中由于工藝流程等原因?qū)е虏讳P鋼板產(chǎn)生裂紋。產(chǎn)生裂紋的現(xiàn)象有三種:1、沿軋制方向成直線狀或鋸齒狀裂紋;2、裂紋處含有夾雜物;3、裂紋處皮下氣泡暴露并氧化。第一種裂紋通常由于未對夾雜物進(jìn)行處理導(dǎo)致裂紋產(chǎn)生,軋制時(shí),需要對鋼水中夾雜物進(jìn)行清理。第二種現(xiàn)象通常是由表面折疊引起的裂紋。軋制過程中產(chǎn)生折疊,圓鋼表面呈現(xiàn)出沿軋制方向直線狀或鋸齒狀裂紋。采用合理的脫氧合金化工藝,控制鋼水含氧量,清理鋼水中夾雜物含量。皮下氣泡裂紋主要原因是鋼水中含有大量氣體,鋼水凝固時(shí),氣體排出就形成氣泡,鑄坯外層的氣泡形成皮下氣泡,形成蜂窩形垂直排列,發(fā)生氧化后無法焊合從而形成裂紋。需采取全程保護(hù)澆筑過程,避免鋼水二次氧化,減少氣泡產(chǎn)生,提高鑄坯純度。
《不銹鋼管焊縫開裂現(xiàn)象》
三、不銹鋼拉伸延遲開裂現(xiàn)象及處理辦法
當(dāng)前不銹鋼生產(chǎn)加工中,通常使用鐵素體不銹鋼和奧氏體不銹鋼。加工完成后,根據(jù)拉伸加工程度不同,可能出現(xiàn)開裂現(xiàn)象。奧氏體不銹鋼發(fā)生延遲開裂主要是由本身的組織決定。存在冷加工造成的殘余內(nèi)應(yīng)力及發(fā)生馬氏體相變,口部發(fā)生破裂,必須消除殘余應(yīng)力及馬氏體組織,使其在高溫下發(fā)生相變,304不銹鋼退火溫度為1010-1050攝氏度。為了避免拉伸件整體退火變形,只對口部進(jìn)行退火,如高頻退火。鐵素體不銹鋼產(chǎn)品拉伸后不發(fā)生相變,裂紋主要由殘余應(yīng)力造成,須進(jìn)行退火。

《不銹鋼管腐蝕裂紋》
四、不銹鋼拉伸不開裂方法
適當(dāng)使用潤滑劑,在凹凸模之間形成韌性薄膜,有利于不銹鋼的拉伸成型。如果要制造拉伸變形幅度較大的拉伸件,可以使用聚氟乙烯薄膜為潤滑劑,因其具有抗撕裂強(qiáng)度特點(diǎn),且潤滑效果好,能有效將不銹鋼板與模具表面隔離。此外,還有其他一些方法,如使用白口鑄鐵做壓邊圈模具,利用其儲(chǔ)存性能好,形成潤滑油膜。還可以采用錐形壓邊圈,將工件的邊緣加工光滑,去除缺口,有效防止開裂。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng) http://www.heizuowen.com/。
http://www.heizuowen.com/。
http://www.heizuowen.com/。 責(zé)任編輯:班英飛
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-801
郵箱:ecorr_org@163.com
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞
鋁合金LDH自修復(fù)自抗菌膜層構(gòu)建
點(diǎn)擊數(shù):466
碳鋼及合金鋼應(yīng)用與區(qū)別
點(diǎn)擊數(shù):393