
科技論壇 | 科學研究成果要走出象牙塔
2020-04-13 11:39:27
作者:高巖 鄭志軍 華南理工大學 來源:《腐蝕與防護之友》
分享至:


當今社會人們日常出行少不了種類繁多的導航軟件,如百度地圖、高德地圖等。這類基于位置移動的應用程序都依賴 GPS 技術,將用戶與附近的位置和道路聯系起來。GPS 技術通過衛星網絡將位置數據從地球發出最終再傳回地球的過程中,遵從愛因斯坦廣義相對論中提出的一個重要原則,即引力被描述為時空的一種幾何屬性,它會導致時空彎曲,影響時間和距離。換句話說,定位信號從衛星到用戶接收機天線不是直線傳輸,而是曲線傳輸。為了消除這種影響,須運用廣義相對論把地球引力場對定位信號傳播的影響加以考慮,從而實現精準定位。愛因斯坦廣義相對論的數學源頭則要追溯到 19 世紀高斯的學生黎曼提出的“黎曼幾何”(解釋了空間和曲線如何相互作用) [1] 。但在此之前,人們都認為“黎曼幾何”毫無實用價值。
這個例子凸顯了基礎科學研究中具有重要科學價值的研究成果實現其潛在應用價值的漫長過程和驚人成效。
如何讓基礎科學研究的成果在實際應用中發揮作用、體現價值,讓基礎科學研究走出象牙塔,已成為全社會關注的焦點問題,這也應該成為每一位科學工作者思考的問題和追求的目標。
一、關于納米晶奧氏體不銹鋼的基礎研究
不銹鋼的廣泛應用已證實其對人類社會的重要性。顧名思義,“不銹鋼”是一種在通常情況下不會生銹、不易腐蝕的鐵基材料,主要成分是 Fe 和 Cr。
在低腐蝕性環境(如純凈大氣環境)下,要達到不銹效果,鉻的含量至少要達到,才能在材料表面形成致密鈍化膜。對于高腐蝕性環境(如污染環境),鉻含量需要進一步增加。不銹鋼可以分為鐵素體型、奧氏體型,馬氏體型、雙相型、沉淀硬化型以及 Mn-N 替代型不銹鋼等六大類,其中奧氏體不銹鋼是使用最廣泛的一類。在奧氏體不銹鋼中,使用最廣泛的則是 AISI300 系列,它是系合金,其中最常見的是(18-8 型)不銹鋼,即 Cr、Ni 含量分別為 18wt% 和 8wt%。總體來講,奧氏體不銹鋼具有良好的耐蝕性、塑性(成形性)和一定強度。
華南理工大學材料科學與工程學院高巖教授課題組長期從事奧氏體不銹鋼的納米化與局部腐蝕的研究,通過主持國家自然科學基金“ECAP 制備的塊體超細晶奧氏體不銹鋼的微觀結構及腐蝕行為”(2009)、“表面細晶化對高碳奧氏體耐熱鋼晶間腐蝕敏感性和脫敏特性的影響”(2015)等項目,對納米晶奧氏體不銹鋼的力學性能和耐蝕性能有了較為全面和深入的理解,為拓展納米晶奧氏體不銹鋼的應用積累了豐富的基礎數據,打下了扎實的理論基礎。
1、塊體納米晶結構不銹鋼的制備及性能研究
針對傳統粗晶奧氏體不銹鋼強度、硬度偏低的問題,本課題組利用等徑角擠壓(ECAP)法成功制備出塊體納米晶 / 超細晶結構,實現了奧氏體不銹鋼的強化。奧氏體不銹鋼經 ECAP 塊體納米晶化后,晶粒細化至左右,如圖 1(a);屈服和抗拉強度分別提高至 1130MPa、1160MPa,但 是 均 勻 延 伸 率 卻 從 58% 下 降 至,圖 1(b) 中 B 線所示。這顯然不是研究目的。為此,本團隊針對在不顯著降低強度的前提下如何恢復納米晶不銹鋼的塑性開展了系統研究。結果發現,對納米化不銹鋼進行適當退火處理(750℃ -30min),形成一種以超細晶為基體、微米級粗晶為嵌體的雙尺度結構(圖 1(c)),可有效解決上述問題,實現高強度和高塑性的配合(圖 1(b) 中的 C 線)。通過與文獻結果對比,我們開發的雙尺度結構不銹鋼具備較好的綜合力學性能,如圖 1(d) 中紅色實心方框所示。
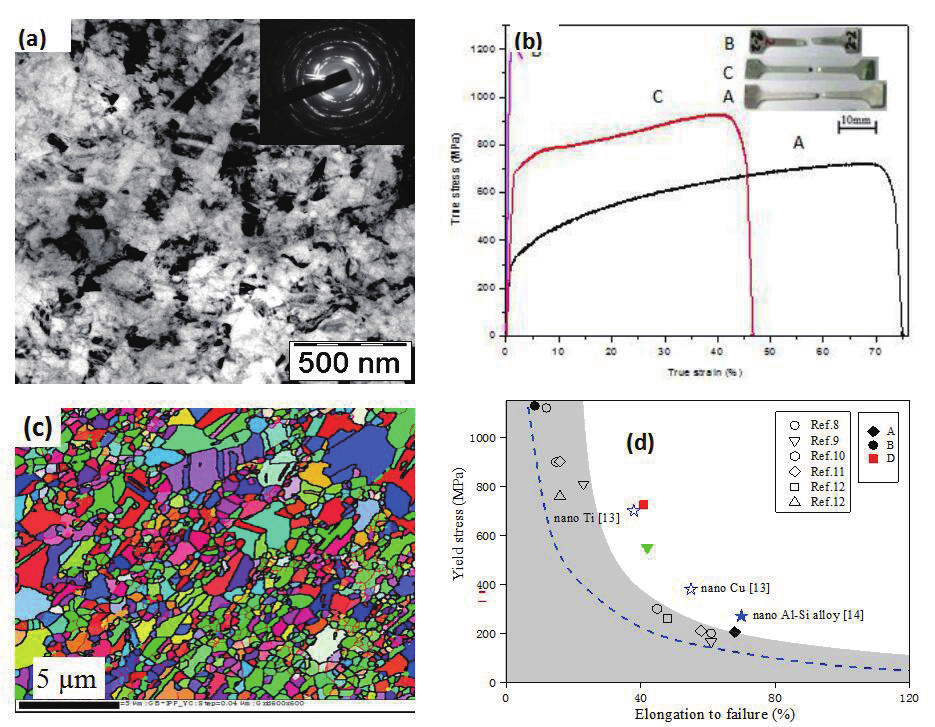
圖1 不銹鋼 (a)經8道次擠壓的TEM圖像,(b)不同結構的力學性能:A-粗晶,B-納米晶,C-雙尺度結構,
(c)雙尺度結構的EBSD圖,(d)拉伸性能對比:中空符號-文獻結果,實心符號-本文結果,其中紅色實心方
塊為雙尺度結構
雙尺度結構不銹鋼的耐蝕性能也值得關注。在 0.5M 硫酸溶液中的電化學測試結果(圖 2(a) 和 (b))顯示,雙尺度結構不銹鋼的耐蝕性能低于納米晶結構,但優于粗晶不銹鋼。因為晶粒尺寸越小,對應表面膜的致密性和穩定性越好,雙尺度結構具有中等水平的致密性和耐蝕性能 ( 圖 2(c))。

圖2粗晶(CC)、納米晶(NC)及雙尺度(BMS)結構不銹鋼的(a)動電位極化曲線,(b) Nyquist圖,(c)雙尺
度結構表面鈍化膜結構示意圖:A-細晶基體區,B-粗晶基體區
2、奧氏體耐熱鋼晶間腐蝕機理研究
超級奧氏體不銹鋼(Super304H)中,為了提高高溫強度,C 含量較高,但這會導致其晶間腐蝕敏感性提高。因此,如何克服 Super304H 鋼的高晶間腐蝕敏感性就成為一個重要問題。納米晶能縮短晶內鉻的擴散距離及為鉻擴散提供通道,對消除貧鉻區、提高其抗晶間腐蝕性能有促進作用。但晶粒細化、晶界數增加,也會促進碳化物和貧鉻區的形成,對抗晶間腐蝕性能又有負面影響。同時,噴丸強度增加,也會增加應力誘發馬氏體的含量,從而影響耐蝕性能。因此,我們重點研究了表面噴丸納米化對 Super304H 鋼耐晶間腐蝕性能的雙重影響,深入解析了 Super304H 鋼納米化后晶間腐蝕的變化規律及機理。
(1)噴丸工藝對應力誘發馬氏體和敏化度的影響
利用 0.5MPa- 不同時間的噴丸工藝在 Super304H 鋼表面獲得細化層,各細化層結構特征如表 1。圖 3(a) 給出了 0.5MPa-5min 試樣的 TEM 明場像,可見晶粒已明顯細化,且包含高密度位錯,選區電子衍射表明,噴丸后不銹鋼主要由奧氏體和馬氏體兩相組成,且馬氏體含量隨噴丸強度增加而增加。利用雙環電化學動電位再活化法(DL-EPR)對不同樣品在不同溫度(600~700℃)敏化處理 2h 后的晶間腐蝕敏感性(敏化度 DOS)進行評價,結果如圖 3(b)。在 600~650℃內,噴丸使不銹鋼的抗晶間腐蝕敏感性下降,且噴丸時間越長下降越明顯。當溫度升高至 700℃時,噴丸使不銹鋼的抗晶間腐蝕敏感性改善。
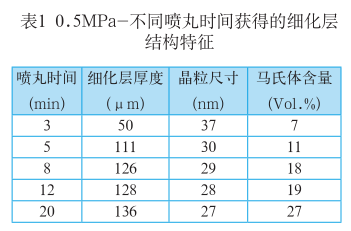
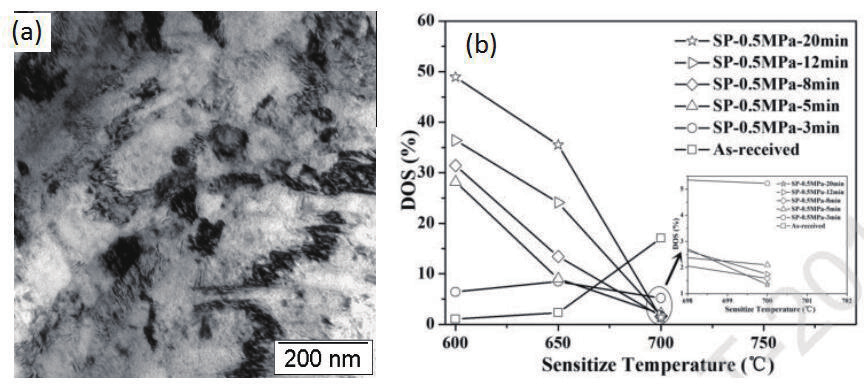
圖3(a)噴丸細化層TEM明場像,(b)敏化度DOS隨敏化溫度的變化曲線
(2)納米晶對脫敏的促進機制以 0.5MPa-3min、兩種噴丸試樣為例,考察納米晶對不銹鋼脫敏的影響,圖 4 給出時效時間敏化溫度 - 敏化態(TTS)曲線。可見,噴丸試樣的 TTS 曲線呈現“C”曲線特征,“鼻尖”溫度均在 650℃,說明該溫度下噴丸試樣的敏化速率最快。當時效溫度較低時(600℃),由于馬氏體熱穩定好,其誘發的敏化在整體敏化中占主導地位,噴丸時間越長(馬氏體含量越多)耐晶間腐蝕能力越差,因此噴丸試樣的晶間腐蝕敏感性遠遠超過粗晶試樣,且在實驗時效時間(168h)內,兩個噴丸試樣的耐晶間腐蝕能力均沒有得到恢復;當時效溫度較高時(650℃),馬氏體發生逆轉變促進了噴丸試樣的去敏化過程,隨噴丸時間延長完全脫敏所需時間顯著縮短(0.5MPa-3min 和 -8min 分別對應 96h 和 24h)。當時效溫度進一步提高(700℃)時,噴丸試樣敏化與脫敏所需時間更短,但此時表面納米晶組織失穩速度較快。總之,噴丸納米晶化能有效減少 Super304H 鋼進入敏化及脫敏所需的時效時間,且噴丸時間越長,這種效果越明顯。

圖4 兩個噴丸試樣的TTS曲線:(a)0.5MPa-3min,(b)0.5MPa-8min
(3)過度變形對脫敏的負面影響進一步延長噴丸時間,是否可再縮短去敏化時間,從而提高生產效率?
沿著這個思路,我們對長時間噴丸試樣(S3,0.5MPa-20min)的敏化和脫敏特性進行了研究,以固溶態(S1)和短時噴丸 3min(S2)試樣作為對比,敏化溫度為 650℃(納米晶熱穩定性在℃時較好,700℃時則急劇下降)。敏化度隨時效時間的變化曲線如圖 5。與短時噴丸相比,長時噴丸試樣的敏化和脫敏過程發生了顯著變化,敏化度隨時效時間雖然開始是先上升后下降,但后面由于 sigma 相析出又出現上升的現象。
圖5 (a)敏化度隨時效時間的變化,(b) S3時效24h的形貌, (c) S3時效不同時間的XRD
經過系統實驗與分析,我們給出了三種試樣晶間腐蝕演變的機制,示意圖如圖 6。對于固溶態試樣,在時效初期(),M23C6 析出物逐漸在晶界上析出而形成貧鉻區,導致材料敏化;長時間時效后(168?h),由于無法通過 Cr 擴散來消除貧鉻區,因此敏化更加嚴重;對于噴丸態試樣,納米化促進 M23C6 快速析出,導致時效初期材料敏化更為嚴重;長時間時效后,短時噴丸試樣(3min)中納米化促進Cr擴散,及時消除貧鉻區,因此時效 168h 便進入脫敏階段;但對于長時噴丸試樣(20min),在快速完成碳化物貧鉻區的脫敏過程(10h)后,由于大變形帶來的非均勻結構導致長時間時效過程中析出了富鉻 σ 相,形成了新的貧鉻區,晶間腐蝕性能又出現惡化。

圖6 三種不同試樣在650℃時效處理的晶間腐蝕演變機制
二、科學研究如何走出象牙塔
通過多年努力,我們在奧氏體不銹鋼結構的納米化及其腐蝕機理方面取得了一些研究成果,如何讓這些研究成果能走出實驗室,解決實際問題,是科學研究的終極目標。下面以我們幫助某企業解決不銹鋼水壺生銹問題的實際過程,說明我們如何讓基礎科研成果走出象牙塔,為生產實際服務。
廣東某企業發現所生產的直筒電熱水壺(材質為 304 不銹鋼)多處出現腐蝕生銹的問題,腐蝕生銹位置主要位于底部和壺嘴(圖 7),嚴重影響了產品質量和企業形象。該公司基于對本課題組在不銹鋼方面研究的了解,委托我們來解決這個問題。由于我們前期對奧氏體不銹鋼有長期的研究積累,尤其對奧氏體不銹鋼應力誘發馬氏體問題和晶間腐蝕敏感性問題有深入研究,因此,通過現場走訪了廠家的水壺生產線,我們很快初步判斷出水壺生銹的內在原因。壺底與加熱元件連接采用的是過爐中溫釬焊處理,而中溫過爐過程可能會導致碳化物析出,引起不銹鋼的晶間腐蝕敏感性問題。壺嘴處是采用人工點焊成型,壓力較大且受力不均勻,這可能引起應力誘發馬氏體轉變。這些因素均可能引起不銹鋼水壺生銹。我們沿著這個思路進行檢測和分析,問題很快迎刃而解。
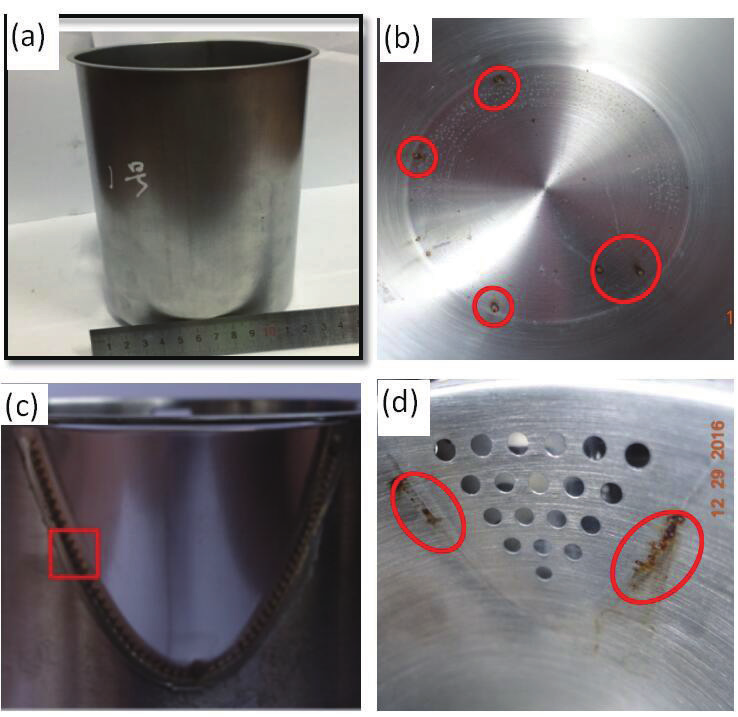
圖7 不銹鋼熱水壺腐蝕生銹部位的宏觀形貌
(a)壺身外形,(b)壺底部多處生銹,(c)壺嘴點焊外形(未打磨),(d)壺嘴內側焊縫處生銹
1、壺嘴焊接成形工藝的影響
通過走訪廠家的水壺生產線,發現不銹鋼壺嘴的成型工藝包括手工密集點焊和一次成型焊兩種。無論哪種焊接過程,不銹鋼局部均會發生較大變形。這樣的工藝過程極可能誘發馬氏體相變;壺嘴焊縫外側形變更大,應力誘發的馬氏體量更多,而馬氏體的存在會降低奧氏體不銹鋼的耐蝕性能。為了驗證這種推測,我們對壺嘴附近不同位置進行了檢測和分析,如圖 8 所示。可以看出,原始板材為單一奧氏體相,而密集點焊和一次成型焊的焊縫位置除了母相奧氏體外,均有少量馬氏體。并且焊縫中部的馬氏體峰明顯強于焊縫底部,密集點焊的馬氏體峰強于一次成型焊。
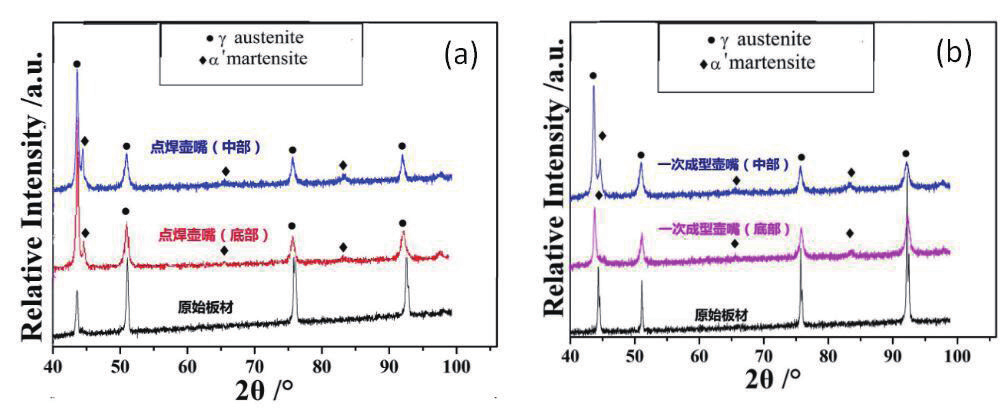
圖8 壺嘴焊縫的XRD圖譜(a)密集點焊,(b)一次成型焊

奧氏體屬于非磁性相,馬氏體相屬于磁性相,我們用磁性測試法進一步表征了壺嘴處馬氏體相的存在,如圖 9。從圖 9 得到不同焊接工藝下不銹鋼的飽和磁化強度值,如表所示。可以看出,兩種成型工藝下壺嘴焊縫處的磁性均比原始板材有一定增加,說明壺嘴焊接過程中由于焊接壓力的存在,誘發了磁性馬氏體相;密集點焊焊縫處磁性更高,表明其應力誘發馬氏體比一次成型焊的更多,說明其焊接壓力更大;焊縫中部應力誘發馬氏體比底部多,說明焊縫中部承受的焊接壓力更大。
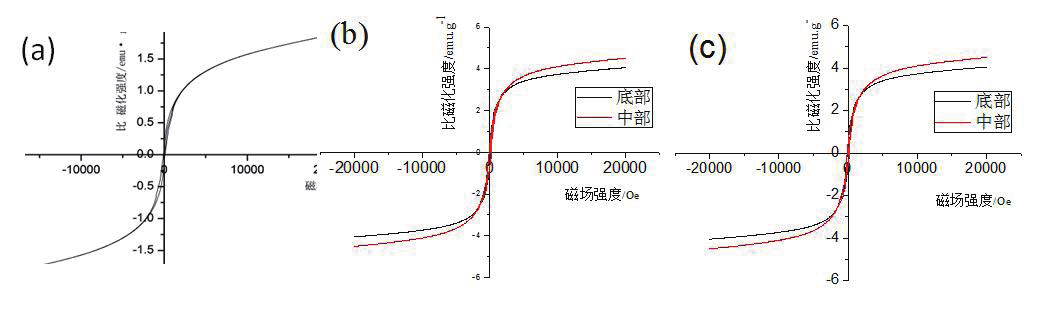
圖9飽和磁化強度曲線(a)原始板材,(b)壺嘴密集點焊焊縫,(c)壺嘴一次成型焊縫
2、釬焊中溫過爐工藝的影響
不銹鋼壺底部連接加熱元件時要經歷一次中溫(500-550℃)過爐釬焊處理,這極易誘發碳化物析出而導致貧鉻現象,影響不銹鋼的耐晶間腐蝕性能。為此,我們對壺中各部分的焊接工藝可能對不銹鋼晶間腐蝕敏感性帶來的影響進行了分析,并通過雙環電化學動電位再活化(DL-EPR)實驗檢測和評價了晶間腐蝕敏感性(DOS)。
壺底部焊縫采用氬弧焊,氬弧焊快速經過中溫區,因此不會對其晶間腐蝕敏感性帶來影響(圖 10(a));壺底部連接鋁板和加熱元件時,采用壺整體過爐釬焊方式,過爐溫度超過 500℃(保溫時間約 10min),恰好處于 304 奧氏體不銹鋼的敏化溫度范圍(450~800℃),這會引起碳化物在晶界析出而導致晶間腐蝕敏感性升高(圖 10(b))。焊縫處存在一定焊接殘余應變,這也更有利于碳化物得析出,這也是壺底生銹更容易發生在焊縫區的原因。
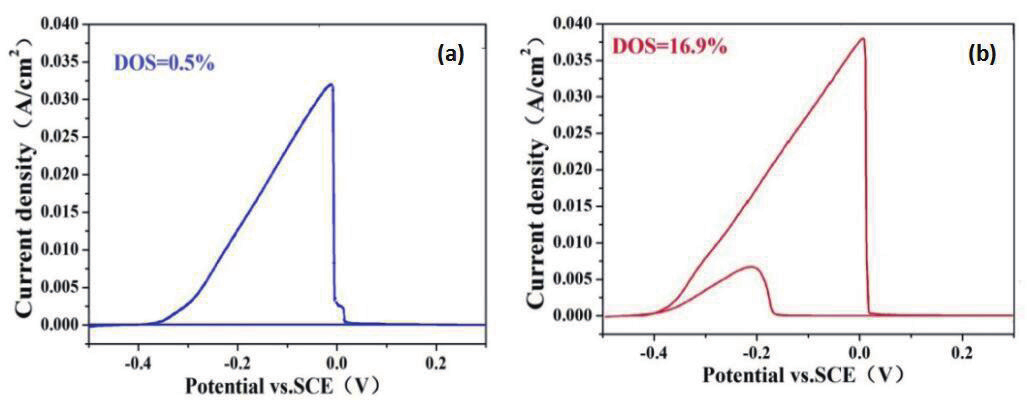
圖10 不同焊接工藝試樣的DL-EPR曲線:(a)底部氬弧焊,(b)過爐釬焊
基于上述原因分析,我們提出了如下解決方案,成功解決了不銹鋼水壺的生銹問題:
(1)針對水壺壺嘴生銹的問題,需要降低壺嘴人工密集點焊的壓力,并避免局部應力過高問題,確保不會發生應力誘發馬氏體相變。建議采用壓力更小、受力更均勻的一次成型焊代替人工密集點焊工藝。
(2)針對水壺底部焊縫處生銹的問題,建議降低釬焊工藝的過爐溫度。
如果目前由于釬焊工藝的局限,無法將過爐溫度降到低于奧氏體不銹鋼的敏化溫度范圍,則建議使用含的奧氏體不銹鋼,提高材料自身的抗晶間腐蝕性能。
另外,原始板材表面質量不好也是其生銹的一個可能原因,需要提高對原始板材表面質量的要求,確保不銹鋼板材表面沒有明顯的酸洗腐蝕痕跡。
三、結論
科學研究成果走出象牙塔才能實現“端到端”效應,即一端是高校實驗室里的科學研究成果,這些科研成果通過科研人員或工程師把它用于解決實際問題或做成實際產品,實現滿足消費者需求這一端。只有實現這兩端的互連,科學研究的價值鏈才算真正完成。因此,科學研究走出象牙塔是必然,也應是科學研究者所追求的目標。
致謝:
本 文 受 國 家 自 然 科 學 基 金 項 目( 批 準號:50871041/51471072)、 美 的 集 團(SHDQ2017020005)和廣東省先進儲能材料重點實驗室(批準號:KLB11003)經費的支持,特此致謝!
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475