



涂裝施工要點
為了保證涂裝施工質量,根據涂料說明書,結合我公司風電機組零部件法蘭面的施工要求和實際應用情況,總結歸納出相關施工要點:
(1)所有待涂表面應清潔、干燥且無污染物,油和油脂應按照SSPC— SP1標準的溶劑清理要求除去,應嚴格遵守所有清潔度標準的要求。
(2)噴砂清理至Sa21/2級(IS08501-1:1988)標準,如果在噴砂清理后涂裝時,發現待涂基材表面已發生氧化生銹現象,那么應重新進行噴砂處理達到規定的要求。
(3)試驗涂料為兩罐分裝:液體基料組分(A)和鋅粉末(B),使用時將A、B組分按照重量比1:4進行稱重。混合時,把B組分緩慢加入到A組分中,在機械攪拌器充分攪拌混合。切不可反過來操作,把液體加入鋅粉中很容易到導致結團。
(4)施工前,混合的涂料應進行過濾,涂料一經混合,應在規定的活化使用期內用完。
(5)噴涂前用純凈水徹底噴涂工具,以免污染涂料。若采用空氣噴涂進行施工,由于水性無機富鋅涂料鋅粉含量很高,其鋅粉易沉淀在噴灌底部,導致漆料成分不均勻,則噴涂時需不斷攪拌涂料,推薦采用重力式噴槍進行噴涂,保證鋅粉和基料充分混合。根據噴涂技巧,可加入少量純凈水進行稀釋,加入過多會導致漆膜過低產生流掛和其他漆膜弊病。
(6)在整個儲存和使用期均應確保涂料不會產生冰凍的現象。
(7)施工時基材表面最低溫度不應低于10℃ ,且基材表面溫度必須高于露點3℃ 以上。施工和固化期間周圍環境的相對濕度應在50%~60%之間,否則漆膜固化和涂層復涂時間的間隔將會延長。
耐磨涂層的檢測
固化狀況
水性無機富鋅涂料噴涂后,表干很快(30℃ 時約20min),漆膜固化的檢測方法有兩種:簡易的方法可以用硬幣或小刀刮擦已噴涂的漆面,如果僅有少量的鋅粉刮下,漆面閃亮,說明固化已完成。標準的檢測方法是MEK測試法,根據ASTM4752,用白色棉布蘸上MEK試劑,來回在漆面上擦拭50次,如果沒有或者很輕微的變色說明漆膜固化已完成,如果變色嚴重,說明漆膜還未完成固化。
厚度檢測
采用TT220磁性測厚儀對涂層厚度進行測量,在對早期的實驗涂層進行測量時發現其厚度高達200μm以上,而這些區域出現開裂的現象。規范噴涂工藝后,使用測厚儀測試涂層厚度,厚度范圍在60~80μm,滿足工藝要求。厚度過厚會出現涂層龜裂、起層的現象,厚度過薄則會導致噴砂形成的波峰難以覆蓋,從而出現早期腐蝕,防腐性能下降。
附著力撿測
—般水性無機富鋅底涂料附著力檢測方法采用國家標準GB/T5210《涂層附著力的測定法一拉開法》進行檢測,由于本次涂層厚度在60~80μm,不宜采用拉開法,試驗采用劃格法進行測試,測試結果為0級,附著力滿足相關要求。
抗滑移系數測定
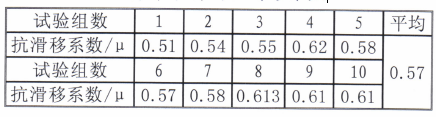
根據《ASTM A325或A49O螺栓結構聯接規范》中附錄A中的測試方法,測試試驗樣品的水性無機富鋅涂料的表面摩擦系數(抗滑移系數μ)。測試結果見表1。
從下述10組試驗來看,其表面抗滑移系數滿足風電機組設計所要求的法蘭等零部件連接面的表面摩擦系數≥0.25的要求。
表1水性無機富鋅涂料的抗滑移系數
結論
通過上述現場試驗,對風電機組的耐磨涂層進行了研究和總結,得出如下結論:
(1)施工水性無機富鋅涂料對表面處理要求高,其表面噴砂處理等級必須達到Sa21/2級,表面粗糙度為40μm≤Rz≤ 75μm),能保證漆膜與基材充分的接觸。如果粗糙度過高,會導致設計的涂層厚度不能覆蓋噴砂后的波峰位置,出現早期腐蝕,導致防腐性能下降。粗糙度過低,導致漆料不能與鋼鐵基體充分嚙合,引起漆膜的附著力降低,容易導致噴涂后的耐磨涂層脫落。其表面處理必須達到要求。
(2)噴涂施工過程中應確保鋅粉末與液體基料的充分混合,在使用吸力式噴槍時,由于鋅粉易沉淀到壺底,會導致漆料和鋅粉混合不均。采用重力式噴槍進行噴涂可以避免此問題的發生,同時噴涂過程中需要不斷地攪拌,防止鋅粉產生沉淀。
(3)水性無機富鋅涂料由于與鋼鐵基體直接反應,形成化學鍵,與基材的附著力高。假如需要對無機富鋅涂料進行修補,直接在富鋅涂料表面施工是不可行的,由于外層的涂料不能與鐵基體接觸。在施工時盡量做到—次到位,如果需要進行修補,必須對修補區域進行重新噴砂處理去掉涂層后再施工。
(4)通常施工水性無機富鋅涂料不必稀釋,若考慮到施工時粘度問題,可以加入少量純凈水進行稀釋,但必須注意水質,對于未經驗證以及一般的飲用水和礦物質水不能使用,而應選用通過試驗后驗證的品牌純凈水,如娃娃哈純凈水。并且用量宜少不宜多,一般不超過混合料總量的5%為宜。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 風電部件耐磨涂層

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”