



其中鋼管內(nèi)壁,鋼管外壁的底層噴涂環(huán)氧粉末涂層,厚度在200~350μm,鋼管外壁的面層噴涂聚酯粉末涂層,厚度在50~100μm,三涂層一次性同步完成;經(jīng)過表面處理及預(yù)熱后的管件,可以進(jìn)行粉末涂料涂裝了。不管采用哪種涂敷方法,涂層的厚度都要滿足《自動噴水滅火系統(tǒng)第20部分:涂敷鋼管》標(biāo)準(zhǔn)中提出的公稱通徑DN≤65mm,涂層厚度>300μm,公稱通徑DN≥80mm,涂層厚度>350μm的要求。
(5)涂層通過遠(yuǎn)紅外線在200~230℃溫度下保溫,并涂層在2~4min內(nèi)快速固化。
消防管道專用粉末涂料涂層的性能除取決于預(yù)熱溫度外,還與烘烤溫度及烘烤時間密切相關(guān)。粉末涂裝后的消防管道被置于烘烤爐中烘烤,如杲烘烤溫度達(dá)不到規(guī)定溫度或者烘烤時間達(dá)不到規(guī)定時間,涂膜的交聯(lián)固化不完全,將影響涂膜的物理力學(xué)性能。反過來烘烤溫度過高或者烘烤時間過長,使涂膜變色或老化而影響涂膜的各種性能。因此,在烘烤固化過程中的烘烤溫度和時間的控制對涂膜性能有著重要的作用。
(6)水冷卻至100℃以下。
因為粉末涂料的烘烤溫度比較高,所以被涂物出爐時的溫度也比較高,出爐以后需要放置一定時間才能冷卻到可以手摸的溫度(40℃以下)。被涂物的冷卻有兩種方式,一種是強(qiáng)制性冷卻;另一種是自然冷卻。強(qiáng)制性冷卻是采用冷風(fēng)吹冷卻或用涼水等介質(zhì)進(jìn)行冷卻。對于潛熱較大的被涂物,如果采用自然冷卻方式,冷卻速度慢,在生產(chǎn)線上停留的時間就相應(yīng)較長,這樣生產(chǎn)線也不得不相應(yīng)加長。因此,以采用強(qiáng)制性冷卻工藝為宜,這樣可以縮短涂裝生產(chǎn)線和涂裝時間。
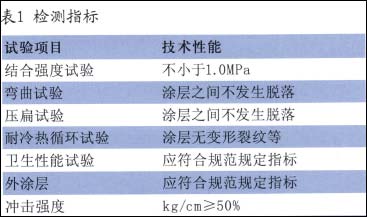
(7)檢測合格包裝出幾內(nèi)外涂層鋼管的出廠相關(guān)檢測指標(biāo)如表1所示。
技術(shù)優(yōu)勢
與現(xiàn)有技術(shù)相比,本技術(shù)的優(yōu)點在于:原工藝鋼管在除銹前、后都需預(yù)熱,內(nèi)壁在噴涂后還需45~60min時間的加熱固化,即需經(jīng)過三次加熱,1h的固化,表面還未有聚酯防腐層。現(xiàn)僅需在噴涂前進(jìn)行加熱,鋼管內(nèi)、外靜電噴涂完成后,再經(jīng)遠(yuǎn)紅外線保溫快速固化,減少了兩次加熱程序,用一次遠(yuǎn)紅外線保溫替代,使鋼管內(nèi)壁、外壁底層、面層共三次噴涂,一次性同步在同一生產(chǎn)線上完成,固化時間僅用2~4min,大大縮短了噴涂、加熱和固化時間,省時、省力、節(jié)能又減輕勞動強(qiáng)度,生產(chǎn)效率提高50%,而能耗降低一半,生產(chǎn)成本也大幅度下降。
另外原用烘道加熱設(shè)備進(jìn)行加熱,設(shè)備占地面積大、能耗高,現(xiàn)采用中頻加熱、遠(yuǎn)紅外線保溫快速固化,適宜在流水線上批量生產(chǎn),而生產(chǎn)線成本降低一半,因鋼管外壁噴涂環(huán)氧粉末、聚酯粉末為雙層防腐涂層,其抗沖擊力、承壓性好,阻燃、耐高溫、抗紫外線`等性能遠(yuǎn)高于傳統(tǒng)工藝所制作成的產(chǎn)品。
技術(shù)特性
(1)耐酸、堿、鹽的腐蝕及耐候。
(2)保留了傳統(tǒng)金屬管材的鋼度及強(qiáng)度,遠(yuǎn)遠(yuǎn)優(yōu)于塑料管、鋁塑管。
(3)具有內(nèi)壁光滑、磨擦阻力小、不結(jié)垢的特點,外壁可以根據(jù)功能要求選擇各種顏色。
(4)韌性好、耐高壓、耐沖擊、適用溫度寬:-30~100℃。
(5)連接方便,可采用絲接、法蘭、溝槽、焊接、承插等多種形式。
(6)涂層的附著力強(qiáng),熱膨脹系數(shù)小,不脫落。
(7)性能、價格比合理、綜合造價低,在很多領(lǐng)域可替代銅管、不銹鋼管,價格比銅管、不銹鋼管更經(jīng)濟(jì)。
主要產(chǎn)品規(guī)格
(1)鍍鋅管內(nèi)涂環(huán)氧(EP)系列產(chǎn)品(DN15一DN200)《更大口徑可訂貨》。
(2)直縫焊管涂環(huán)氧(EP)系列產(chǎn)品(DN15一DN500)。
(3)螺旋焊管涂環(huán)氧(EP)系列產(chǎn)品(DN200一DN1200)。
(4)無縫鋼管涂環(huán)氧(EP)系列產(chǎn)品(DN20-DN600)。
(5)電纜套管系列產(chǎn)品(DN15一DN300)。
應(yīng)用領(lǐng)域
雙層環(huán)氧聚酯內(nèi)外防腐涂層鋼管技術(shù)可應(yīng)用于各種形式的循環(huán)水系統(tǒng)(民用循環(huán)水、工業(yè)循環(huán)水),消防供水系統(tǒng),各建筑的給水系統(tǒng)(特別適用于賓館、酒店、高檔住宅區(qū)的冷、熱水系統(tǒng)),各種化工流體輸送(本產(chǎn)品耐酸、堿、鹽的腐蝕),電線電纜的地埋管和過路管,礦山礦井的通風(fēng)管、供、排水管,城市的排污管線等。
應(yīng)用前景
比較鍍鋅管與涂塑鋼管的價格:鍍鋅管大約為5000~6000元/t;黑鐵管價格大約為4000元/t,涂塑鋼管用粉末涂料在35000~40000元/t,由于50kg粉末涂料大約涂塑1t黑鐵管,因此涂塑鋼管的價格大約為6000~7500元/t。單從成本上考慮涂塑鋼管要比鍍鋅管貴15%左右,但是由于涂塑鋼管的使用壽命是鍍鋅管的6~7倍,綜合鍍鋅管與涂塑鋼管的成本價及使用壽命可以看出涂塑鋼管比鍍鋅管便宜得多。

免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 鋼管高性價比環(huán)氧樹脂涂塑

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”