
中密度纖維板粉末涂裝技術(shù)研究及進(jìn)展
2015-02-01 00:00:00
作者:admin 來源:《腐蝕防護(hù)之友》
分享至:


文| 周和榮 武漢科技大學(xué)材料與冶金學(xué)院
中密度纖維板(Medium density fibreboard,簡稱MDF)是以木質(zhì)纖維或其他植物纖維為原料,施加脲醛樹脂或其他適用的膠粘劑制成密度在0.5-0.88g/cm3 的板材。中密度纖維板結(jié)構(gòu)比天然木材均勻,表面平整,具有優(yōu)良的抗彎曲、抗沖擊性能,主要用于家具制造、室內(nèi)裝修、音響殼體、樂器、車船內(nèi)裝修、建筑等行業(yè)。目前中密度纖維板涂裝普遍采取壓膜或噴漆工藝,但這兩種工藝技術(shù)都會(huì)產(chǎn)生大量揮發(fā)性溶劑,且工藝比較復(fù)雜,工件形狀限制較多。
中密度纖維板粉末涂裝技術(shù)最早出現(xiàn)在英國Stilexo 工業(yè)有限公司(中密度纖維板粉末涂裝生產(chǎn)線示意圖見圖1,主要是取代溶劑性油漆,粉末涂料不含有機(jī)溶劑,對(duì)環(huán)境基本沒有揮發(fā)性有機(jī)物(VOC)排放,這符合歐盟的環(huán)保要求被大力推廣和發(fā)展, 國際上很多企業(yè)都開展了大量的研究工作。我國于2000 年開始跟蹤該技術(shù),認(rèn)識(shí)到粉末涂裝中密度纖維板技術(shù)作為一種新興技術(shù)符合我國提倡的綠色環(huán)保家居概念和產(chǎn)業(yè)政策,未來具有較好的應(yīng)用前景和巨大的市場潛力。但中密度纖維板粉末涂裝技術(shù)涉及到中密度纖維板板材性能、粉末涂料、涂裝設(shè)備和涂裝工藝等多方面技術(shù)要求,橫跨了木材學(xué)、粉末涂料、成套設(shè)備和光學(xué)等多學(xué)科和行業(yè),需要多種技術(shù)集成,而且要求產(chǎn)品外觀質(zhì)量高,因此技術(shù)難度很大。國內(nèi)企業(yè)如中國林業(yè)科學(xué)研究院、中國電器科學(xué)研究院等單位開展了此方面的嘗試和研究。本文作者曾開展了中密度纖維板粉末涂料和粉末涂裝技術(shù)研究,系統(tǒng)了解了中密度纖維板、粉末涂料、涂裝設(shè)備和涂裝工藝技術(shù)等方面的國際國內(nèi)情況和進(jìn)展,并詳細(xì)研究了各種因素對(duì)粉末涂裝產(chǎn)品質(zhì)量的影響, 以對(duì)中密度纖維板粉末涂裝技術(shù)提供一些借鑒。
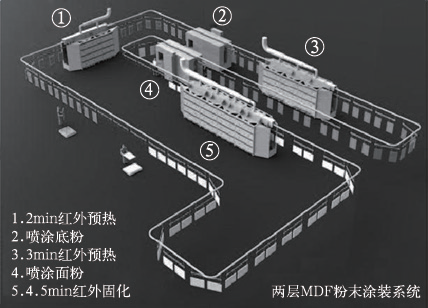
圖1 中密度纖維板粉末涂裝生產(chǎn)線示意圖
中密度纖維板
中密度纖維板質(zhì)量對(duì)粉末涂料涂裝技術(shù)影響很大。目前我國中密度纖維板原料主要是桉木和松木,產(chǎn)品種類和規(guī)格很多,產(chǎn)品質(zhì)量差距較大。影響中密度纖維板粉末噴涂性能的參數(shù)主要有含水率、密度、內(nèi)結(jié)合強(qiáng)度、靜曲強(qiáng)度、彈性模量和握螺釘力等, 其中直接影響粉末涂料噴涂的板材性能參數(shù)是含水率、密度和內(nèi)結(jié)合強(qiáng)度,而間接影響噴涂的板材參數(shù)是靜曲強(qiáng)度、彈性模量和甲醛含量。粉末涂料噴涂中密度纖維板需要板材有一定的含水量, 但板材含水量太高容易出現(xiàn)開裂、翹曲、起泡等現(xiàn)象,含水量太低板材容易出現(xiàn)上粉量減少、不易上粉等現(xiàn)象。中密度纖維板密度和內(nèi)結(jié)合強(qiáng)度直接影響板材的噴涂效果和長期使用性能。靜曲強(qiáng)度、彈性模量和握螺釘力主要影響中密度纖維板的質(zhì)量和使用領(lǐng)域。甲醛含量在國家標(biāo)準(zhǔn)(GB/T 11718-2009 中密度纖維板) 中有明確規(guī)定,一般要求達(dá)到E1 標(biāo)準(zhǔn)規(guī)定以上。中密度纖維板在不同國家有不同的技術(shù)標(biāo)準(zhǔn),我國中密度纖維板執(zhí)行國標(biāo)GB/ T11718-2009,國外中密度纖維板標(biāo)準(zhǔn)主要有歐洲標(biāo)準(zhǔn)和美國標(biāo)準(zhǔn),標(biāo)準(zhǔn)差別主要在板材類型、原料來源不同導(dǎo)致參數(shù)差異。
粉末涂料
中密度纖維板粉末涂料噴涂需要的粉末涂料主要有低溫固化粉末涂料和紫外光固化粉末涂料兩種類型。其中低溫固化粉末涂料目前主要有聚酯粉末涂料、環(huán)氧粉末涂料和環(huán)氧聚酯粉末涂料系列,紫外光固化粉末涂料樹脂主要有環(huán)氧樹脂和丙烯酸樹脂等。中密度纖維板粉末涂料涂裝對(duì)涂料性能有明確的技術(shù)要求,針對(duì)低溫固化型和紫外光固化型粉末涂料分別有不同的技術(shù)要求和產(chǎn)品技術(shù)指標(biāo),但一般要求涂料粒度、黏度、外觀、固化溫度和時(shí)間以及柔韌性等。目前國內(nèi)能生產(chǎn)符合中密度纖維板涂裝技術(shù)要求的粉末涂料企業(yè)很有限。
涂裝設(shè)備
涂裝設(shè)備是實(shí)現(xiàn)中密度纖維板粉末涂料涂裝技術(shù)的關(guān)鍵,主要與涂裝工藝技術(shù)密切相關(guān),依據(jù)涂裝工藝技術(shù)確定涂裝設(shè)備生產(chǎn)線。目前中密度纖維板粉末涂料涂裝生產(chǎn)線主要包括前處理設(shè)備、噴槍、粉房、預(yù)熱設(shè)備、預(yù)固化設(shè)備、固化設(shè)備和冷卻設(shè)備等, 其中固化設(shè)備是涂裝生產(chǎn)線的關(guān)鍵。
噴槍是影響中密度纖維板粉末噴涂工藝條件的主要因素之一, 其性能的好壞直接影響涂層厚度、均勻性以及一次上粉率。中密度纖維板靜電粉末涂裝主要采用電暈放電式靜電粉末噴槍,其性能參數(shù)主要包括噴涂電壓、電流、噴涂距離、供粉氣壓、噴粉量等。目前國內(nèi)外有關(guān)金屬基材粉末噴涂工藝條件的研究很多,噴涂氣壓、距離、氣壓等與涂層厚度、均勻性的關(guān)系以及對(duì)一次上粉率、粉末回收率的影響都已形成了比較完整的理論。但中密度纖維板基材性質(zhì)與金屬基材不同,其導(dǎo)電性比金屬差,導(dǎo)致涂層厚度大小、均勻性控制、邊緣覆蓋率以及一次上粉率等均與金屬基材有一定差異,需要針對(duì)具體產(chǎn)品深入研究。目前相關(guān)研究文獻(xiàn)資料很少。
固化設(shè)備是中密度纖維板粉末涂裝生產(chǎn)線的核心設(shè)備,目前主要有兩種設(shè)備模式,一種是紅外熔融固化,另一種是紅外熔融紫外固化。目前兩種固化方式的生產(chǎn)線皆有運(yùn)行,各有優(yōu)缺點(diǎn)。紅外熔融固化爐主要由紅外加熱熔融固化,粉末涂料熔融和固化在一個(gè)過程全部完成并獲得成品。紅外熔融紫外固化爐主要由中紅外加熱熔融階段和紫外固化階段兩部分組成,紅外加熱熔融讓粉末涂料充分熔融和流平,紫外固化保證粉末涂料固化成涂層。
涂裝工藝技術(shù)
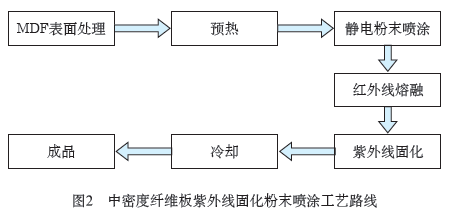
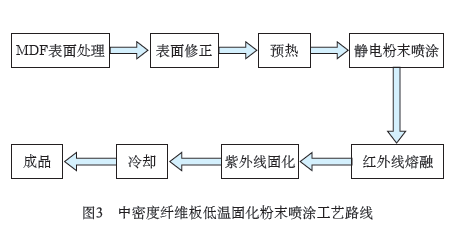
中密度纖維板粉末涂裝工藝技術(shù)決定了粉末涂裝設(shè)備的配置, 目前紫外固化粉末噴涂工藝(圖2)和低溫固化型粉末涂料噴涂工藝兩種(圖3),且兩種生產(chǎn)工藝方式目前都在運(yùn)行。中密度纖維板粉末涂裝工藝主要包含預(yù)熱工藝參數(shù)、預(yù)固化工藝參數(shù)和固化工藝參數(shù),這些參數(shù)涉及到中密度纖維板板材、粉末涂料和涂裝設(shè)備三方面。
紫外線固化工藝的特點(diǎn)是固化時(shí)間短。一般預(yù)熱溫度高且時(shí)間短,目的是提高中密度纖維板的上粉率和上粉質(zhì)量;紅外熔融和紫外固化時(shí)間比較短。
低溫固化粉末涂裝工藝的特點(diǎn)是工序時(shí)間較長。其預(yù)熱溫度和固化溫度較低,處理時(shí)間明顯延長,這和中密度纖維板板的材料特性密切相關(guān)。低溫固化粉末涂裝工藝技術(shù)于2000 年在歐洲家具協(xié)會(huì)出現(xiàn)正式生產(chǎn)線,前期由于技術(shù)成熟性不夠生產(chǎn)線數(shù)量較少,目前由于低溫固化粉末涂料、板材熱處理以及固化工藝的進(jìn)步, 目前新建生產(chǎn)線以低溫固化涂裝線為主。
質(zhì)量標(biāo)準(zhǔn)及檢測
中密度纖維板用粉末涂裝主要用于辦公和民用家具,因此對(duì)其產(chǎn)品性能的檢測方法主要參照家具行業(yè)標(biāo)準(zhǔn),國際上目前主要依據(jù)美國櫥柜家具聯(lián)合會(huì)KCMA(US Kitchen Cabinet Manufacture Association) 和歐洲家具制造聯(lián)合會(huì)FIRMA(Europrecm Furniture Manufacture Association)的要求進(jìn)行檢測,主要檢測內(nèi)容為顏色、光澤、均勻性、硬度、柔韌性、耐化學(xué)污染、擦拭性、耐磨性、耐熱性、耐濕性和耐光老化性等內(nèi)容。
中密度纖維板粉末涂裝符合綠色環(huán)保概念,市場預(yù)期需求量很大。技術(shù)上目前還有問題需要進(jìn)一步研究和完善,外觀效果需要不斷改進(jìn),工藝需要不斷簡化,產(chǎn)品合格率需要不斷提高。市場方面需要找準(zhǔn)定位,開展市場引導(dǎo),確定商業(yè)模式。特別是低溫固化粉末涂裝中密度纖維板技術(shù),具有固化速度快、設(shè)備投資少、固化效果好等優(yōu)點(diǎn),是中密度纖維板粉末涂裝的未來發(fā)展趨勢。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 涂裝纖維
相關(guān)文章
無相關(guān)信息

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8135

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6475