



第一部分 技術(shù)背景
隨著汽車用先進高強鋼在車身中的應(yīng)用不斷提升,零件發(fā)生邊緣開裂的現(xiàn)象也越來越普遍,是一個長期困擾汽車鋼鐵行業(yè)的共性難題之一。
但要解決邊緣開裂其實并不難,難的是如何預(yù)測,西方學者和專家對此做了許多探索,但還沒有找到令人滿意的解決方案。
除了邊緣開裂,還面臨著延遲開裂和點焊LME的難題。三大難題雖難,但其蘊藏的機會要遠大于挑戰(zhàn),是近十年汽車用先進高強鋼的研究熱點。

第二部分 新研發(fā)思路
如何解決三大難題,看待問題的視角很重要,將從三個角度介紹新思路。
第一,從工程現(xiàn)象角度,失效模式具有統(tǒng)一性。
面對零件失效模式,第一感覺是邊緣開裂還是延遲開裂至關(guān)重要。《莊子?秋水》篇中講:以道觀之,物無貴賤;以物觀之,自貴而相賤。若第一感覺是邊緣開裂,是“以道觀”,看到的是現(xiàn)象本身的自然呈現(xiàn),會傾向于用提升擴孔率的思路去解決問題。若第一感覺是延遲開裂,是“以物觀”,正如查理?芒格說:“如果你的工具只有一把錘子,你會認為任何問題都是釘子”,面對已主觀認定的延遲開裂,會傾向于用提升抗氫脆敏感性的思路去解決問題。
第二,從宏觀性能角度,擴孔評價具有統(tǒng)一性。
通過分解擴孔率,可以與三大難題一一對應(yīng)。由鍍層LME和可擴散氫引起的擴孔率變化,或不可控、或不可靠。比如,通過卷料烘烤提升初始擴孔率是“治標”,而通過優(yōu)化基體及其表層提升收斂擴孔率才是“治本”,需要有“一簞食,一瓢飲,在陋巷。人不堪其憂,回也不改其樂《論語》”的定力,“本”一旦治好了,延遲開裂其實大可不必關(guān)心了。
第三,從微觀調(diào)控角度,調(diào)控邏輯具有統(tǒng)一性。
汽車用先進高強鋼產(chǎn)品開發(fā)的核心邏輯可歸結(jié)為:通過“一套參數(shù)”,實現(xiàn)“兩類調(diào)控”,解決“三大難題”。《老子》第四十二章講:“道生一,一生二,二生三,三生萬物”,用來對照理解的話,“一”之前應(yīng)是“鋼之道”,“三”之后應(yīng)是“產(chǎn)品矩陣”。針對第三代鋼鍍鋅板,如果產(chǎn)品開發(fā)沒有“一生二”的概念,比如,只知組織調(diào)控,不知結(jié)構(gòu)調(diào)控,肯怕是要走彎路的。

第三部分 邊緣開裂
以上統(tǒng)一性視角是中國傳統(tǒng)“天人合一”思想的集中體現(xiàn),為應(yīng)對三大難題提供了新方案。先介紹第一個難題,邊緣開裂,將從三個方面進行論證。
首先,是新擴孔標準。
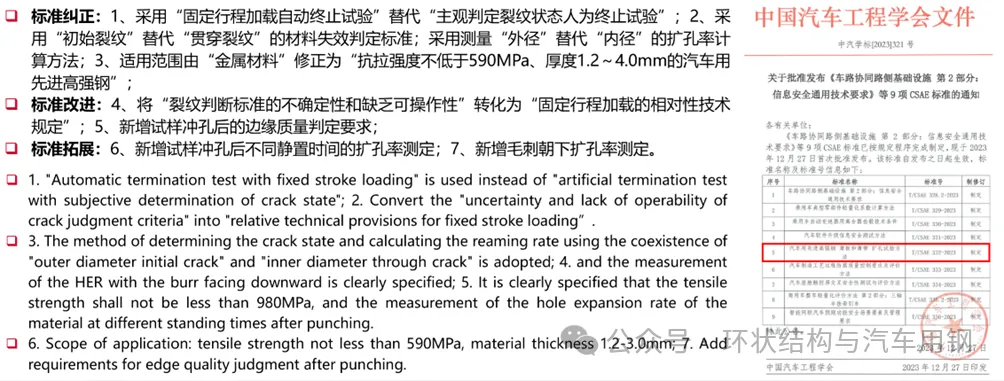
ISO標準的核心技術(shù)規(guī)定,包括五個方面,分別是試樣尺寸、沖孔方法、擴孔方法、裂紋標準和擴孔率計算方法,其中,導致技術(shù)缺陷的是:裂紋判定標準和內(nèi)徑擴孔率計算方法。
要實現(xiàn)對邊緣開裂的仿真預(yù)測,第一個需要解決的問題是:如何精準地測定擴孔率。
面對ISO標準測定不客觀的問題,新擴孔標準只保留了其外殼,對其錯誤的規(guī)定進行了糾正,對其不合理的規(guī)定進行了改進,對其應(yīng)用空間進行了拓展,共涉及7項關(guān)鍵技術(shù)突破。
新擴孔標準由武漢上善和中信金屬牽頭、參與單位超過30家、歷時兩年完成,于2023年12月由中國汽車工程學會正式發(fā)布,標準號為“T/CSAE 332-2023”。新擴孔標準簡化了試驗操作,可快速、精準地測定擴孔率,具有可重復性和確定性,消除了人為因素的影響。
新擴孔標準是一把“雙刃劍”,用好了,可以不被西方卡脖子,但時間窗口較窄。因為在汽車用鋼產(chǎn)品開發(fā)上,日本人(均特指日本鋼企)天賦極高,只是還沒完全開悟。打個比方,日本人明明已經(jīng)把球踢到球門口了,但就是不射門,新擴孔標準是可以讓日本人看見球門的“開悟劑”。“朝聞道,夕死可矣《論語》”,日本人沒理由拒絕。
采用新擴孔標準測定了四種擴孔率,其中,內(nèi)徑貫穿裂紋測定的擴孔率,跟試樣厚度、孔徑大小等相關(guān),其思想是“以物觀”,不能用于仿真預(yù)測;而外徑初始裂紋測定的擴孔率,是材料的本征參量,與外界因素無關(guān),其思想是“以道觀”,可用于仿真預(yù)測。
其次,是新材料卡片。
邊緣開裂預(yù)測,測定擴孔率只是第一步,還有三個問題需要解決。
第二個問題:如何將材料參數(shù)引入本構(gòu)模型?
傳統(tǒng)V-FLD不能預(yù)測邊緣開裂。通過理論創(chuàng)新,提出了EPS-FLD,可將擴孔率、延伸率等本征參量用于計算應(yīng)變空間下的失效橢圓,為預(yù)測各種成形失效模式提供了統(tǒng)一的判定標準。

第三個問題:為什么擴孔率可以用于預(yù)測邊緣開裂?
由日本人設(shè)計的擴孔試驗的巧妙性在于:在材料失效之前,能嚴格滿足均勻變形的理論前提,擴孔率指標本質(zhì)上就是帶損傷的工程斷裂應(yīng)變,可以用于預(yù)測邊緣開裂。
第四個問題:如何制作新材料成形卡片?
最后是制作新成形卡片,以替代舊卡片。舊卡片包含了各種無物理意義的可調(diào)參數(shù),其思想是“以物觀”,相反,新卡片拒絕任何形式的可調(diào)參數(shù),其思想是“以道觀”,是對傳統(tǒng)塑性力學發(fā)展路線的一次理論修正。
下面,針對邊緣開裂,驗證新卡片的有效性。
本案例來自上汽大眾,三個零件六處位置發(fā)生了邊緣開裂,材料是DP780GI,零件報廢率非常高。供應(yīng)商對材料化學成分進行了優(yōu)化,顯著改善了材料的帶狀組織、細化了晶粒,其中,優(yōu)化前的V1不含鈮,優(yōu)化后的V2含鈮。
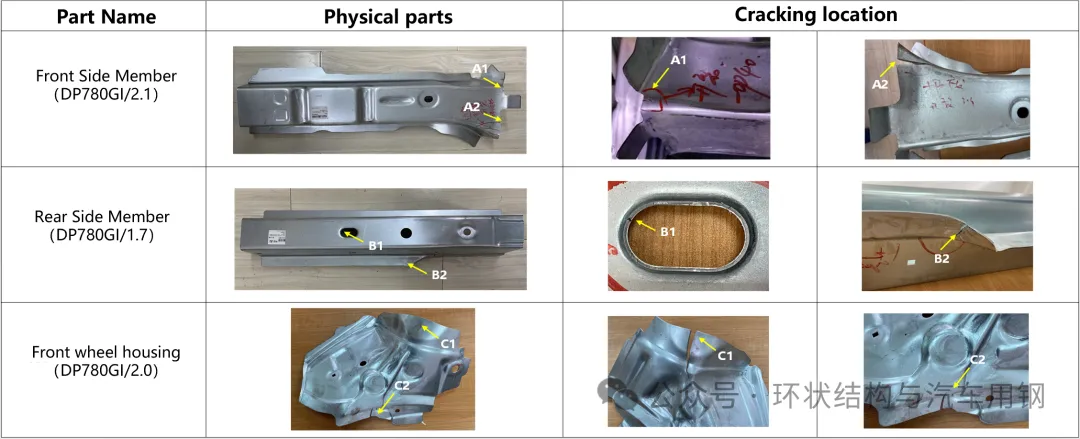
采用新擴孔標準,測定了V1和V2的擴孔率,準確的反映出了材料的優(yōu)化效果,后續(xù)的仿真預(yù)測只用外徑初始裂紋測定的真實擴孔率。
只進行工藝優(yōu)化,成形仿真結(jié)果表明,四處位置的邊緣開裂風險得到了消除,并得到了實際零件沖壓的驗證,但A1位置優(yōu)化后存在干涉問題,沒能實施。
對A1和B2兩處位置,材料優(yōu)化后,仿真表明邊緣開裂得到了顯著的改善,但并沒有完全消除,與實際大生產(chǎn)結(jié)果一致。由于裂紋深度較小,通過打磨可以滿足要求,報廢率得到了有效控制。

本項目的邊緣開裂技術(shù)解決方案,成功化解了上汽大眾與其材料供應(yīng)商之間的質(zhì)量異議,得到了上汽大眾的高度認可。
新擴孔標準是整個邊緣開裂解決方案的基礎(chǔ),在方法層面實現(xiàn)了技術(shù)突破,但在硬件層面還沒有作為,因此,下一步要做兩件事:
第一件,改進剪切邊工藝。通過同步優(yōu)化剪切落料工藝或剪切邊后處理工藝,以提升抗邊緣開裂能力,可作為臨時方案,讓問題材料也能正常生產(chǎn),對低成本、高性能的材料開發(fā)意義重大。日本人在剪切落料工藝及后處理上花了不少工夫,采用新擴孔標準對其進行了試驗驗證,局部加熱提升擴孔率的效果為“真”,凸起沖頭提升擴孔率的效果為“假”。
第二件,減少擴孔率測定指標。通過增大沖孔直徑,兩種判定標準測定的擴孔率在數(shù)學上可以近似相等,并結(jié)合JFE的實證結(jié)果,采用內(nèi)徑貫穿裂紋可以替代外徑初始裂紋,既延續(xù)了傳統(tǒng)的測試習慣,又測定了真實擴孔率。

以上工作完成后,新擴孔標準將全面實現(xiàn)中國化。不光是擴孔標準,只要涉及到西方人制定的材料力學性能評價標準,其研究深度還不夠,均有較大的提升空間,比如,接下來要介紹的延遲開裂。
第四部分 延遲開裂
第二個技術(shù)難題,是延遲開裂。
具體是關(guān)于“氫自然時效性”的評價及表征,簡稱“氫時效性”,其核心思想是將“延遲開裂”降級為“邊緣開裂”處理,因而,緊扣了主題。
如果說解決邊緣開裂是“有心插柳”,那么,解決延遲開裂的難題,則是“無心插柳”的幸運,是順著新擴孔標準這根藤摸出來的大瓜。
在新擴孔標準的基礎(chǔ)上,通過引入時間變量,將沖孔后試樣分別靜置 0、24、48、72小時之后,測定擴孔率,并繪制擴孔率時效性曲線,可合理的解釋實際生產(chǎn)問題。
從專利文獻分析,日本人將汽車用鋼的氫脆問題幾乎等價于剪切邊延遲開裂,也為基于擴孔率制定氫時效性評價方法提供了依據(jù)。雖然日本人設(shè)想的是要解決整車服役階段的氫脆問題,但實際解決的基本上是制造階段的。
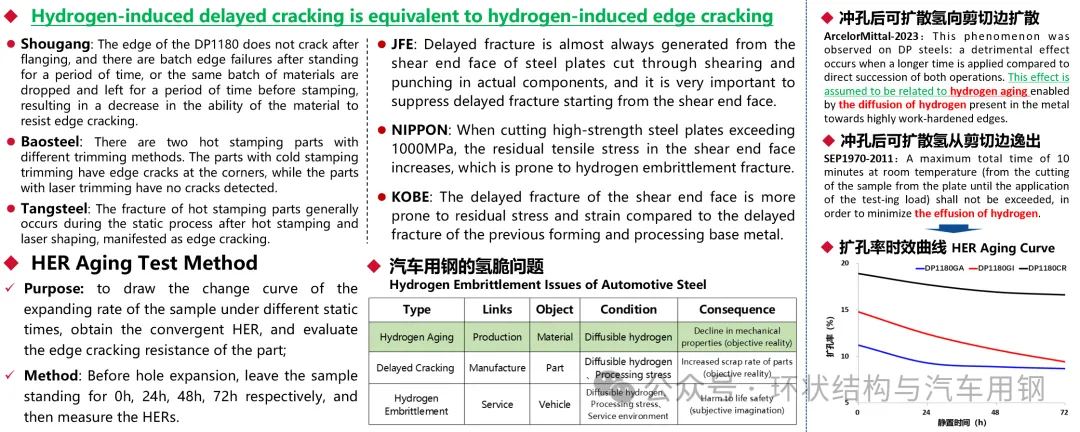
氫時效性是全面認識汽車用鋼氫脆問題不可缺失的一環(huán),跟應(yīng)力和環(huán)境無關(guān),只跟氫的運動狀態(tài)相關(guān),是延遲開裂的邏輯前提,對指導汽車用先進高強鋼的產(chǎn)品開發(fā)至關(guān)重要。
以DP1180的氫時效性評價結(jié)果為例,涉及到兩個客觀現(xiàn)象:一是,沖孔后基體中的可擴散氫會向剪切邊擴散,并從裂紋尖端逸出;二是,沖孔后靜置一段時間,擴孔率會下降并收斂。假定可擴散氫的運動與擴孔率下降,兩個一前一后的現(xiàn)象之間,存在因果關(guān)系的話,則推出的結(jié)論是:可擴散氫是有益的,其思想是“以道觀”。
然而,按照傳統(tǒng)的觀點:可擴散氫是有害的,減少基體中的可擴散氫,可以改善力學性能,其思想是“以物觀”。日本人就搞出了許多工業(yè)化的除氫方法,比如烘烤除氫、高頻振動除氫、超聲波除氫、鍍層裂紋除氫、自然時效除氫等等。
目前,鍍鋅鋼卷在出廠前烘烤,可顯著的提升材料的局部成形性,但是,鋼卷出廠放置三個月后,烘烤效果會趨向于消失,采用新擴孔標準復現(xiàn)了這一工程現(xiàn)象。因此,針對烘烤除氫,自然要追問,烘烤到底產(chǎn)生了什么影響?先提兩個問題:
第一,烘烤能否將可擴散氫從GI鍍層表面逸出?即烘烤除氫是不是一個客觀事實?很遺憾,TDS測試表明鋅層不是氫逸出的通道,只能從剪切邊逸出。第二,沖孔后直接烘烤,會加速可擴散氫從剪切邊逸出,擴孔率是否會增加?很遺憾,新擴孔測試表明擴孔率不升反降。
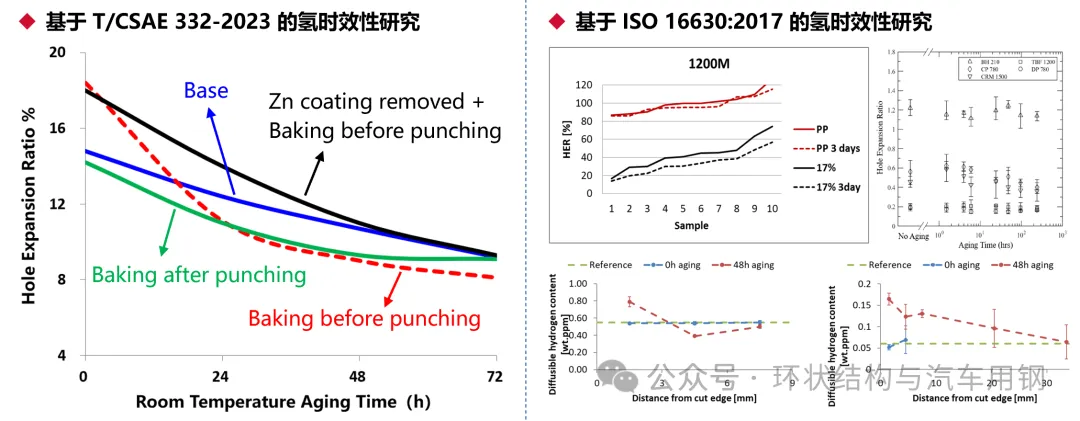
因此,從除氫的角度,推不出烘烤提升了鋼卷的力學性能,應(yīng)另有原因。在本研究中,基于新擴孔標準進行了近30種工況的試驗驗證,用了700多片擴孔試樣。從氫是有益的觀點出發(fā),可以邏輯自洽的解釋所有試驗現(xiàn)象,反之,從氫是有害的觀點出發(fā),則不能。
在新擴孔標準中引入沖孔后靜置時間研究氫脆,是一種非充氫的評價方法。目前,能夠查閱到的文獻非常少,原因有兩:一是,概念理解偏差,日本人認為剪切邊延遲開裂跟加工硬化相關(guān),對了一半,但關(guān)鍵是另一半,加工硬化不影響剪切邊時效性;二是,采用ISO擴孔標準測不出有規(guī)律的曲線,新擴孔標準則可以,因此,西方人從觀念和手段均不具備研究氫時效性的條件。
為了與傳統(tǒng)的氫脆評價方法對標,基于新擴孔標準,沖孔后引入電化學充氫,讓氫在剪切邊裂紋尖端富集,充氫結(jié)束后立馬測定擴孔率,直觀的證明了氫富集確實是有害的。充氫時間越長,擴孔率下降越大,且裂紋模式變成了垂直的氫致裂紋,同時,電化學充氫后,靜置20個小時,擴孔率恢復到初始狀態(tài)。
針對鋁硅鍍層熱成形,采用VDA238+電化學充氫+靜置時間,更加全面的表征了氫的影響規(guī)律,且充氫和不充氫,均表現(xiàn)出了氫時效性。
傳統(tǒng)的氫脆研究不斷地在強化“可擴散氫是有害的”觀念。《莊子?齊物論》篇中講:夫隨其成心而師之,誰獨且無師乎?只要改變“成心”,可擴散氫也可以是有益的,理由也是相當充分的,下面還做了些氫狀態(tài)的微觀表征。
采用二次離子質(zhì)譜儀,直觀的表明了鍍鋅層存在氫富集,即鍍層是吸氫的。采用TDS測試表明:第一, GI鍍層中富集的氫含量要遠高于基體,進一步驗證了鍍層是吸氫的,且烘烤并沒有使GI鍍層中的氫狀態(tài)產(chǎn)生變化。第二,在烘烤條件下,基體中的可擴散氫不能通過GI鍍層表面逸出。
在日本人最近幾年的專利文獻中,已經(jīng)對基體和鍍層中的可擴散氫量進行了區(qū)分,說明以上氫狀態(tài)表征日本人已經(jīng)確認過了。
在鋼卷生產(chǎn)、零件制造和整車服役三個階段中,需要干預(yù)且能有效干預(yù)的氫時效性,是在生產(chǎn)和制造階段。針對吉帕鋼鍍鋅板,一般會將寬度方向兩端裁剪掉一定寬度,若用來生產(chǎn)輥壓件,需將寬卷裁剪為窄卷,需關(guān)注兩個問題:第一,鋼卷自身的延遲開裂;第二,鋼卷長時間放置導致的局部成形性下降。

基于以上氫時效性研究:冷沖壓材料中的可擴散氫是有益的,且氫難以從鍍層表面逸出,但會從剪切邊逸出,因此,可堵住此逸出通道,將可擴散氫封存在材料里面。在工程上可采用真空噴鍍工藝把鋅變成蒸汽噴涂在鋼卷兩端的剪切邊上,以提高鋼卷的抗氫時效性,防止局部成形性下降。從而,將一個觀念問題——“氫是有害的還是有益的”轉(zhuǎn)化為了一個可實踐問題——“是要除氫還是要保氫”。
小 結(jié)(二)
從以上試驗可以得出:氫是有益還是有害?需要相對于可擴散氫含量而言,超過臨界值,則有害,且會飽和;低于臨界值,則有益,且多多益善,是符合我們中國人看問題的思維方式的。
弱鍵理論為臨界值提供了理論依據(jù),并可以推出“氫過量和氫不足”產(chǎn)生的兩種氫脆現(xiàn)象,其思想是“以道觀”。其它氫脆理論,是針對氫脆現(xiàn)象的一種事后解釋機制,其思想是“以物觀”。但是,日本人有一點始終是清醒的,即螺栓、管線鋼等厚板的氫脆問題的研究方法、研究對象,并不適合于薄板的汽車用鋼。因而,全面研究“日本人是怎么研究氫脆的”,應(yīng)是氫脆研究的一項重要內(nèi)容之一。
因此,針對冷沖壓材料氫不足、鋁硅鍍層熱成形氫過量,參考日本人的工程研究,并基于弱鍵理論,建立了一套統(tǒng)一的新解釋框架。目前,針對熱成形材料的試驗研究,一點結(jié)論供參考:只有鋁硅鍍層熱成形的高露點奧氏體化是一個過量充氫過程,其氫脆問題尤為突出。

在零件制造中,剪切邊質(zhì)量的波動,可擴散氫量的波動,或疊加在一起的波動,雖然是不可避免的,但對擴孔率的影響也都是有底線的。只要材料的底線依然能滿足實際零件要求,問題自然就解決了。因而,從工程策略上,反其道而行之,嘗試放下對“除氫、固氫、控氫”的傳統(tǒng)觀念,回到產(chǎn)品本身,或許是不錯的選擇。
雖然與日本人“道不同”,但也能“殊途同歸”,畢竟只有真手段才能解決真問題。針對日本人解決延遲開裂的工程技術(shù)手段,大體是認同的,比如,內(nèi)氧化層吸氫,脫碳層緩解應(yīng)力集中等等。
新解釋框架從理論基礎(chǔ)、微觀表征、試驗評價、仿真預(yù)測到產(chǎn)品對策,形成了一套邏輯自洽的封閉系統(tǒng),可以消除對汽車用鋼的氫脆研究是玄學、是偽科學的質(zhì)疑。
新解釋框架的出發(fā)點是為了繞開日本人精心布局的專利圍墻,被迫闖出來的一條康莊大道,只要能轉(zhuǎn)變觀念,就能欣賞到別樣的風景,且一點都不擁擠。
第五部分 點焊LME
第三個技術(shù)難題,是點焊LME。
繼續(xù)順藤摸瓜,由新擴孔標準進一步引申出了對第三代鋼點焊LME的評價與質(zhì)量監(jiān)控。如果說材料的抗邊緣開裂和抗延遲開裂差了點,只是使用范圍受到些限制,但是,點焊LME則完全不是,是一個行還是不行的問題,對“一套參數(shù)”提出了前所未有的挑戰(zhàn)。
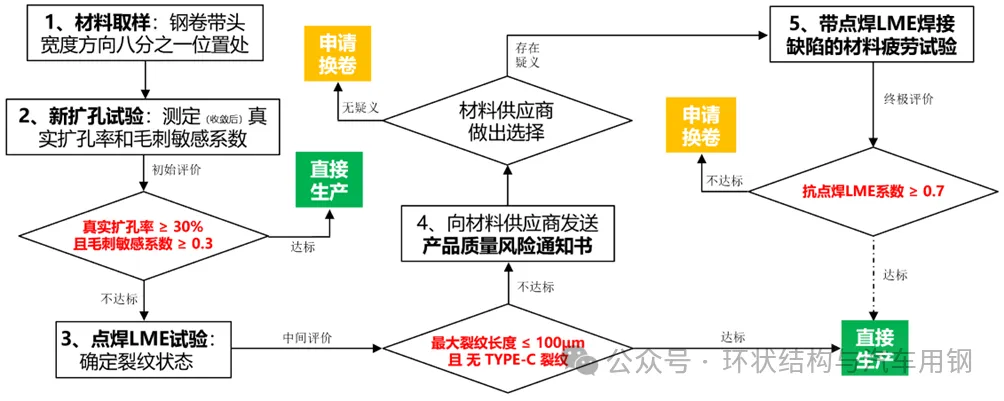
第三代鋼點焊LME問題的復雜性在于會同時涉及材料、現(xiàn)象和性能三個層面,需要針對性的予以考慮,制定了整體評價方案,其思想是“以道觀”,新評價方法包括三層試驗:
第一,材料層面。測定材料的真實擴孔率和毛刺敏感系數(shù),目的是直接指導材料開發(fā),其依據(jù)是具有優(yōu)異抗點焊LME性能的第三代鋼,均具有優(yōu)異的擴孔性能。
第二,現(xiàn)象層面。點焊LME裂紋評價,包括不考慮實際對象的最嚴苛且存在的焊接工況,和考慮實際應(yīng)用對象的焊接組合,其實質(zhì)是確認點焊LME現(xiàn)象。
第三,性能層面。點焊LME自身并不是性能,其最終影響的是材料疲勞性能,采用帶點焊LME焊接缺陷的材料疲勞試驗,能客觀真實的評價點焊LME現(xiàn)象及其嚴重程度。
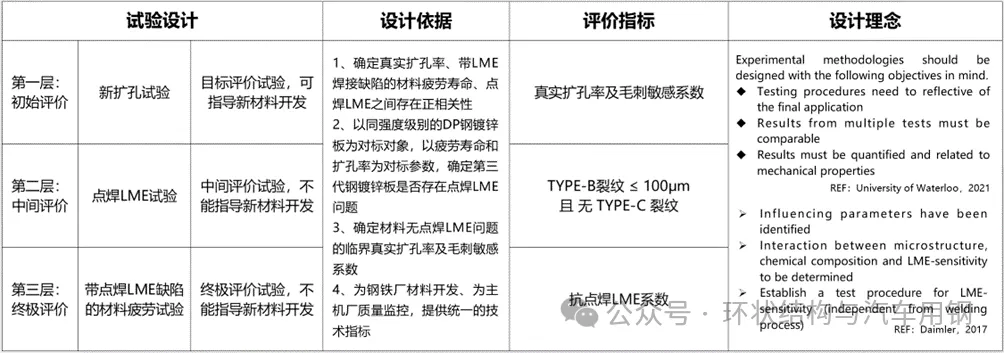
新評價方法可以為鋼廠的材料開發(fā)和主機廠的材料認證,確定統(tǒng)一且客觀的技術(shù)指標,能滿足滑鐵盧大學和奔馳汽車對點焊LME評價提出的技術(shù)要求。
下面,對三個層面進行詳細說明。
第一層,擴孔評價。
第三代鋼鍍鋅板最大的挑戰(zhàn)是:如何在商業(yè)化供貨中長期保證鋼卷寬度方向抗點焊LME性能的穩(wěn)定性,也將會同步反映在鋼卷寬度方向的擴孔率變化上。針對某第三代鋼鍍鋅板,對鋼卷寬度方向多個位置的擴孔率和點焊LME 進行了對比測試,發(fā)現(xiàn)兩者之間是存在正相關(guān)性的。
第二層,現(xiàn)象評價。
面對點焊LME,西方人提出了一些評價方法,但僅僅是對點焊LME現(xiàn)象的評價,其思想是“以物觀”,其中,點焊LME裂紋判定標準極為關(guān)鍵,GM的標準是 ≤ 厚度的10%,奔馳的標準是 ≤ 100μm,但并不知道其制定依據(jù)是什么。
主機廠只將裂紋深度作為點焊LME的評價標準,看似簡單又合理,但實際上可能是在復雜的點焊工況及焊接材料的無限組合下,將會引發(fā)一系列問題。比如,如何保證LME裂紋的客觀性?如何考慮LME裂紋發(fā)生的概率?如何考慮鋼卷取樣位置的差異性?如何有效的監(jiān)控產(chǎn)品質(zhì)量?既不經(jīng)濟又不確定,很可能為質(zhì)量異議埋下隱患。
如何滿足主機廠的材料認證要求?西方鋼企一般采用比主機廠更嚴格的標準,比如,更高的焊接電流、更大的偏轉(zhuǎn)角、更小的LME裂紋、不允許有TYPE-C裂紋,甚至不允許有任何裂紋。基于技術(shù)思維,此對策是合理的,但在專利思維上,會嚴重縮小保護范圍,本來也是一塊好玉,結(jié)果被當成石頭扔掉了。法國人從一開始就注意到了技術(shù)和專利的區(qū)別,日本人和韓國人已經(jīng)開始意識到問題了。
第三層,疲勞評價。
采用帶點焊LME缺陷的疲勞試驗,即通過點焊工藝將焊接缺陷引入到疲勞試樣中,按照薄板疲勞試驗方法確定疲勞壽命,其關(guān)鍵是評估在多大的裂紋范圍內(nèi),點焊LME不會影響點焊的疲勞性能,或者,其影響在可接受范圍內(nèi),為第一層和第二層指標的制定,提供依據(jù)。
如何長期保證第三代鋼鋼卷在寬度方向上,抗點焊LME性能的穩(wěn)定性,才是真正的挑戰(zhàn),且其技術(shù)解決方案的效果,只能在大生產(chǎn)中驗證。
第三代鋼鍍鋅板的商業(yè)化應(yīng)用,一旦在大生產(chǎn)中發(fā)現(xiàn)點焊LME,損失的將不是一批零件,而是一批白車身,甚至影響整車銷售訂單。因此,采用點焊LME的整體評價方案,為明確產(chǎn)品質(zhì)量標準及制定監(jiān)控流程提供了決策依據(jù),對避免和處理質(zhì)量異議提供了解決方案。
即使所有技術(shù)問題都解決了,產(chǎn)品背后得要有與之對應(yīng)的專利,因為西方鋼企正在旁邊虎視眈眈的盯著,一有機會,是要吃肉的。因此,從主機廠“愿意用”、“敢于用”和“放心用”三個方面進行研究,建立了第三代鋼鍍鋅板的產(chǎn)品競爭力評估模型,可以客觀真實的反映出中西方鋼企產(chǎn)品競爭力的差異,對國內(nèi)主機廠而言,傳統(tǒng)的供應(yīng)商管理策略很可能是無效的。

總 結(jié)
下面,借“庖丁解牛”的故事,總結(jié)一下對三大難題的研究感悟。
文惠君問庖丁:嘻!善哉!技蓋至此乎?庖丁釋刀對曰:臣之所好者道也,進乎技矣。始臣之解牛之時,所見無非牛者。三年之后,未嘗見全牛也。方今之時,臣以神遇而不以目視,官知止而神欲行。
庖丁的意思是:殺牛技術(shù)只是修道的手段,悟道之后,跟著心神走,自然就把牛殺好了,那還要在乎什么技術(shù)了。面對三大難題,也可以學習庖丁解牛,將其作為悟道的手段,若能悟道,就可以不用看見“全牛”了,也不需要什么高深的理論或高超的技術(shù),大道至簡,自然游刃有余。
免責聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。

官方微信
《腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”