回火溫度對高碳鋼滲碳層組織及硬度的影響
2025-07-11 16:35:20
作者:本網發布 來源:中鐵工程裝備集團隧道設備制造有限公司
分享至:
隨著國家基礎建設的發展和隧道工程的規劃建設,盾構機得到了廣泛的應用。滾刀刀圈作為盾構機破巖的關鍵部件,在服役過程中需要承受高溫、高壓、高沖擊的復雜惡劣條件,易發生崩刃、斷裂、耐磨性不足等失效。滾刀損耗的成本以及更換滾刀成本直接決定著盾構機的掘進效率與施工成本。因此,盾構機滾刀刀圈的性能顯得尤為重要。H13鋼是一種鉻鉬釩合金鋼,其本身具有優秀的沖擊性能、耐磨性、延展性和熱穩定性,曾長期被用來制造滾刀刀圈,但H13鋼制滾刀刀圈的硬度一般不超過55HRC,偏低的硬度導致在高磨蝕性地層使用時,其掘進距離較短,需要頻繁更換滾刀,增加刀具使用成本。對H13鋼進行強化是提高其硬度與耐磨性的有效手段,科研工作者積極開展H13鋼的表面改性強化研究,并在H13鋼的基礎上研制出了專用材料高碳H13鋼。
滲碳作為鋼表面強化熱處理工藝之一,可使工件表面耐磨性、顯微硬度得到明顯提升。對含有大量Cr、Mo、V等碳化物形成元素的鋼進行滲碳,可在基體表層獲得馬氏體和合金碳化物組織,從而獲得較高的硬度。鄧偉德等研究發現,H13鋼滲碳后完全退火試樣與滲碳后球化退火試樣的滲碳層厚度均為3mm以上,組織細密均勻,硬度提高30%~60%,且滲碳后球化退火試樣的晶粒更細小,基體上碳化物彌散分布并存在較多的亞結構,表面硬度稍高于滲碳后完全退火試樣。馬旭等研究表明,H13鋼滲碳層的馬氏體含碳量明顯升高,殘留奧氏體含量增多,顯微硬度與未滲碳試樣相比有明顯提升,彎曲斷裂方式由沿共晶相斷裂轉變為穿晶解理斷裂。
高碳H13鋼制造的滾刀刀圈經熱處理后的硬度最高約59.5HRC,仍不能滿足高磨蝕性地層對滾刀刀圈更高耐磨性的需求。因此,本文開展了高碳H13鋼的滲碳與調質處理工藝試驗,通過分析其組織與力學性能的變化規律,在不降低其沖擊性能的基礎上,進一步提高其硬度與耐磨性。
1.1 試驗材料
試驗材料取自某18寸光面刀圈,材質為高碳H13鋼,化學成分如表1所示。刀圈總鍛比>5,球化退火后的毛坯組織如圖1所示,為球化珠光體組織,其晶粒度≥7級,硬度≤240HBW。
1.2 試驗方案
采用可控氣氛多用爐對高碳H13鋼進行滲碳試驗,滲碳溫度為920℃,時間8h,滲碳后緩冷出爐,得到滲層深度約1.2mm,滲層碳含量為0.8%~1.2%的試樣。然后在真空爐中完成淬火處理:將滲碳處理后的高碳H13鋼試樣加熱至1050℃,保溫60min后油冷至少30min;將淬火后的滲碳高碳H13鋼試樣再次裝爐完成3次回火處理:加熱至500~530℃,保溫240min后出爐空冷至室溫。分別采用洛氏硬度計、維氏硬度計對不同狀態試樣進行硬度檢測,采用金相顯微鏡、掃描電鏡對不同狀態試樣進行顯微組織觀察,采用XRD對試樣進行殘留奧氏體含量檢測,測試采用Cu靶Kα射線,波長為0.17889nm,加速電壓為42kV,工作電流為100mA,掃描速度為2°/min,掃描范圍為20°~110°。
2.1 滲碳后的微觀組織
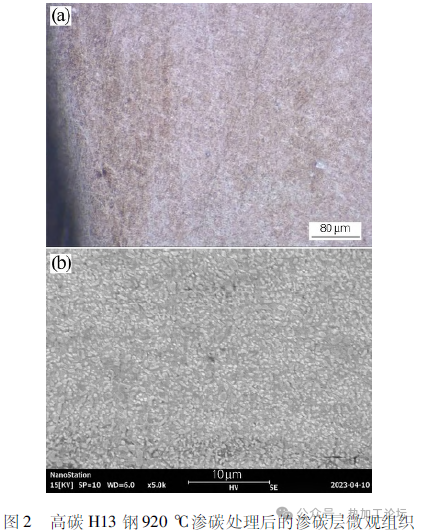
高碳H13鋼經920℃滲碳后的滲碳層顯微組織主要為過飽和鐵素體和碳化物顆粒,如圖2所示。
2.2 調質處理后的顯微組織
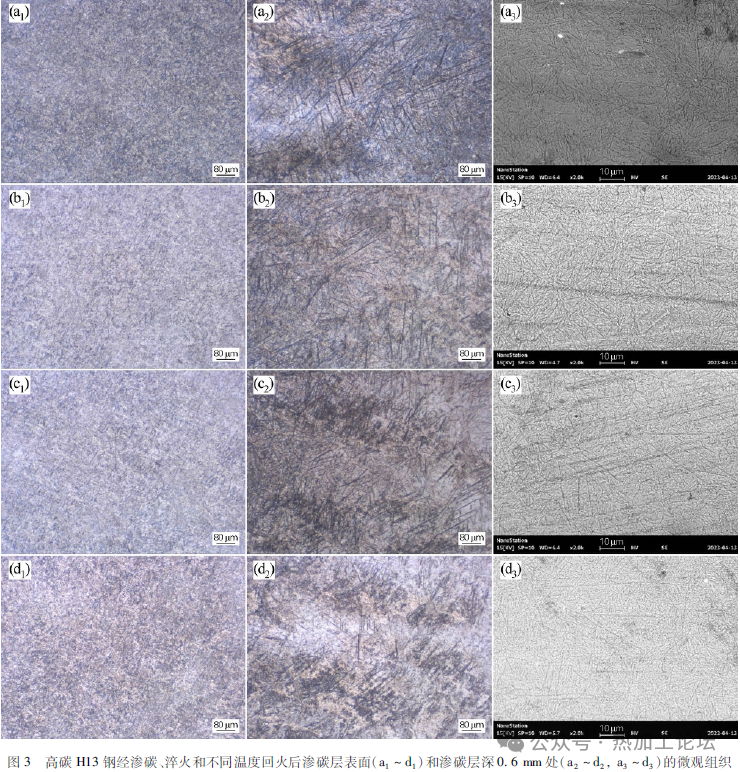
圖3為高碳H13鋼經920℃滲碳、1050℃油冷淬火和不同溫度回火3次后的滲碳層微觀組織。可以看出:隨著回火溫度升高,滲層針狀馬氏體逐漸粗化并開始分解,向索氏體轉變,回火索氏體的占比逐漸增加;當回火溫度達到520℃及以上時,回火索氏體開始粗化但保留針狀馬氏體形態。由于滲碳表層的碳含量較滲層基體高,淬火過程中冷速更快,其針狀馬氏體尺寸更小,在回火過程中其抗回火穩定性更高,因此仍保留著特征明顯的針狀馬氏體形態;隨著滲碳層深度的增加,其碳含量降低,經過回火處理后,針狀馬氏體的尺寸較大。隨回火溫度升高,高碳H13鋼滲碳層中碳化物自馬氏體基體中開始析出并長大,510℃回火時析出的碳化物數量最多;當回火溫度高于510℃時,部分碳化物溶解且碳化物聚集長大,碳化物數量呈現下降。
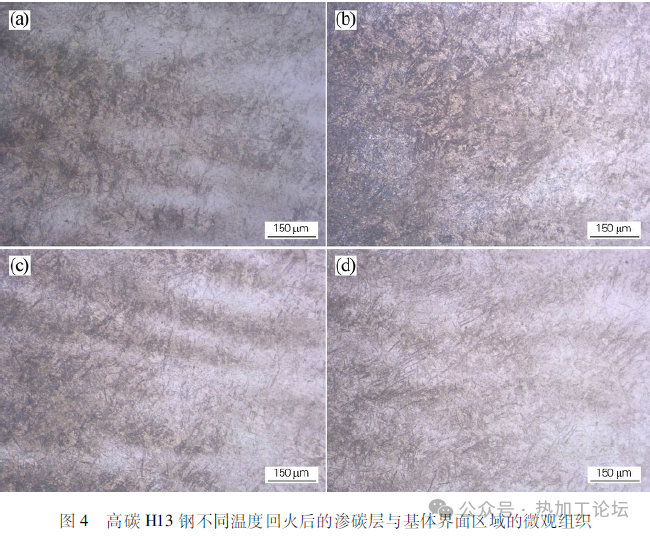
圖4為高碳H13鋼經920℃滲碳、1050℃油冷淬火和500~530 ℃回火后的滲碳層與基體界面區域的微觀組織。可以看出:自滲碳層向內部,回火馬氏體針狀向片狀轉變,馬氏體片層逐漸粗化;基體基本不保留馬氏體的針狀或片狀形態。
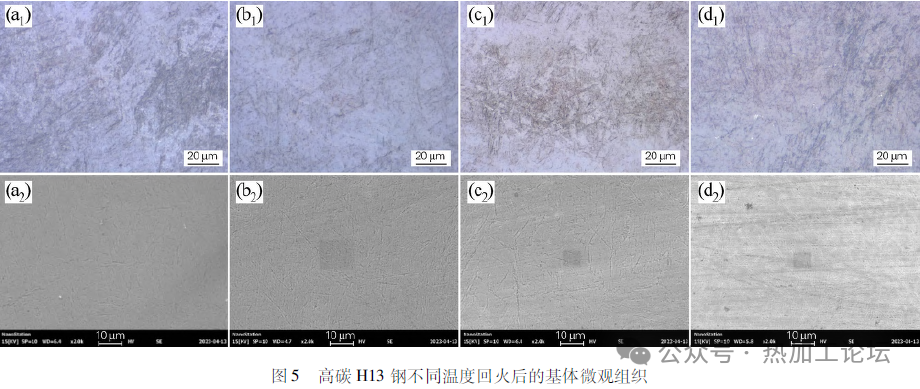
圖5為高碳H13鋼經920℃滲碳、1050℃油冷淬火和不同溫度回火3次后的基體組織形貌。可以看出,當回火溫度高于500℃時,回火索氏體不再保留淬火馬氏體的片狀形態。
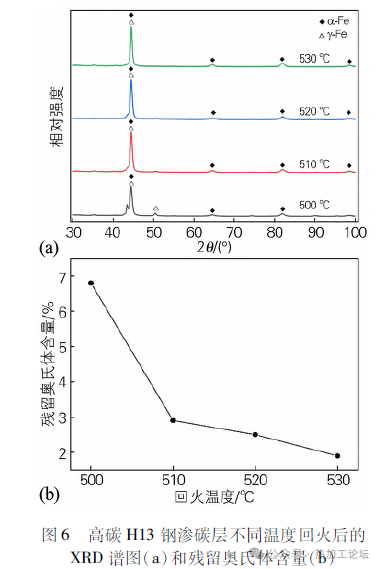
圖6為經920℃滲碳、1050℃油冷淬火和不同溫度回火3次后高碳H13鋼滲碳表層的XRD結果和殘留奧氏體含量。可以看出,隨回火溫度升高,殘留奧氏體峰的衍射峰逐漸變窄、消失,表明隨著回火溫度的升高,殘留奧氏體含量減少,即有更多的碳與合金元素自殘留奧氏體中脫溶,更多的殘留奧氏體向回火馬氏體轉變。當回火溫度高于510 ℃時,殘留奧氏體含量小于3%,可以認為回火溫度≥510℃時,經過3次回火后,殘留奧氏體轉變已經較為完全。
2.3 硬度
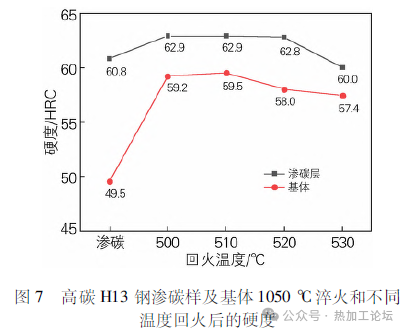
圖7為高碳H13鋼經920℃滲碳、1050℃油冷淬火和不同溫度回火3次后的滲碳層與基體的硬度。可以看出:①回火溫度在500~520 ℃范圍內,滲碳層的硬度幾乎不變,基體的硬度則先升高再降低,510℃回火后的硬度最高,達到59.5HRC。②回火溫度相同時,滲碳層的硬度比基體硬度高約3HRC,表明滲碳能夠顯著提升H13鋼的表面硬度。③510℃回火后的滲碳層與基體硬度均達到最高。
2.4 不同工藝處理高碳H13鋼刀圈的使用壽命對比
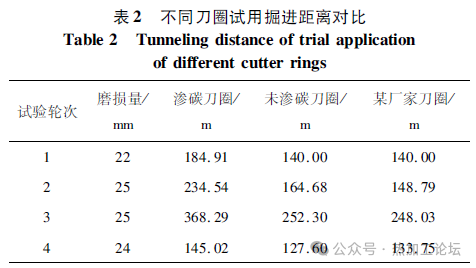
根據以上研究結果,對高碳H13鋼刀圈進行920℃滲碳、1050℃油冷淬火和510℃回火3次的熱處理。經測定,滲碳層的硬度約62.9HRC,基體硬度約59.5HRC,滲碳層的殘留奧氏體含量約2.9%,滲碳層組織為高耐磨性的回火馬氏體,基體為耐磨性與韌性匹配較好的回火馬氏體。采用該工藝試制刀圈,并僅做調質處理的高碳H13鋼刀圈(硬度59.5HRC)和某廠生產刀圈(58HRC)安裝在掘進機上面刀位置進行4 輪對比試驗,結果如表2所示,經計算,滲碳并調質處理的高碳H13鋼刀圈磨損1mm平均可掘進約9.72m(即9.72m/mm),僅調質處理的高碳H13鋼刀圈磨損1mm 平均可掘進約7.13m(即7.13m/mm),可見相同調質處理工藝下,高碳H13鋼刀圈滲碳處理相比未滲碳處理,耐磨性提高約36%。
1)對高碳H13鋼進行920℃滲碳、1050℃油冷淬火和500~530℃回火處理,隨著回火溫度提高,滲碳層中殘留奧氏體向回火馬氏體轉變,殘留奧氏體含量不斷降低,針狀馬氏體逐漸粗化、分解且碳化物自馬氏體基體中析出并長大,針狀馬氏體向索氏體轉化,其中510℃回火時析出的碳化物數量最多,高于510℃回火,碳化物的數量逐漸下降。
2)隨著回火溫度的升高,高碳H13鋼滲碳層的硬度先提高而后下降,500~510℃回火處理的硬度約為62.9HRC,達到最高。基體的硬度呈現先上升后下降趨勢,510℃回火時硬度最高,為59.5HRC。
3)采用相同的調質處理(即1050℃油冷淬火和510℃回火3次),滲碳處理的高碳H13鋼刀圈相比未滲碳處理的高碳H13鋼刀圈,其耐磨性提升約36% 。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。