



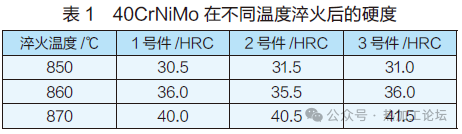
鋼的熱處理是將鋼在固態時以一定的方式加熱、保溫,然后采用合適的方式冷卻,使其最終獲得所需要的組織結構和性能的工藝。熱處理工藝按照加熱、保溫和冷卻方式的不同,可以分為3種:整體熱處理、表面熱處理和化學熱處理。整體熱處理是對工件整體進行加熱,常用方法有退火、正火、淬火(淬火+低溫回火)、回火、調質(淬火+高溫回火)等。表面熱處理是對工件的表面(一般深度為幾毫米)進行的熱處理工藝。常用的方法有表面淬火和回火(如感應加熱淬火)、氣相沉積等。化學熱處理可以改變工件表層的化學成分、組織和性能。常用方法有滲碳、滲氮、碳氮共滲等。以中煤公司目前的設備和加工能力,工件都采用整體熱處理的加工方式。 熱處理可以改善鋼材使用性能和工藝性能,通過恰當的熱處理,才能充分挖掘材料潛力,從而起到減少零件重量,提高產品質量,延長使用壽命的作用。中煤公司生產的液壓支架產品中,元件、連接件、和部分結構件都需要經過熱處理工序,以提高工件的組織結構和使用性能,而檢測工件熱處理后力學性能主要有強度、塑性、硬度、韌性、疲勞極限等。力學性能不僅是機械零件設計、選材、驗收、鑒定的主要依據,還是對產品加工過程實行質量控制的重要參數。中煤公司實行以硬度檢測為主的質量控制過程。 材料的硬度是指其抵抗局部變形,特別是塑性變形、壓痕或劃痕的能力。用于機械加工的各種工具,某些機械零件都應具備足夠的硬度。生產中常用壓入法測量硬度,其方法是將一定幾何形狀的壓頭,在一定的壓力作用下,壓入材料的表面,根據壓入的程度來測量硬度值。壓入法測量硬度常用的方法有布氏硬度(HB表示)、洛氏硬度(HR表示)、維氏硬度(HV表示)。 中煤公司有兩臺門式布氏硬度計和多臺洛氏硬度計(金剛石圓錐)用于日常檢測使用。由于兩種硬度計所使用壓頭不同,計算方法的差異,布氏硬度計適用于硬度較低的鋼(如退火、正火、調質的鋼),洛氏硬度計(金剛石圓錐)適用于硬度較高的鋼(如淬火鋼、調質鋼、深層表面硬化鋼)。在測量硬度時,首先要確保硬度計的合格,排除因硬度計不合格導致的硬度檢測誤差,所以要定期校驗硬度計。 工件經熱處理后,出現硬度不合格的情況,主要分為以下情況:硬度超高,硬度不足,和硬度不均勻。中煤公司生產的有硬度要求的熱處理零部件主要涉及調質(淬火+ 高溫回火)和淬火(淬火+ 低溫回火),調質一般要求240~280HB 或260~290HB,淬火一般要求35~40HRC或40~45HRC。出現硬度不合格的主要原因則可以主要概括為以下幾種情況:材質問題,淬火對硬度的影響,回火對硬度的影響。 1 材質原因 1.1 碳含量 淬硬性是以鋼在理想條件下淬火能達到的最高硬度來表征的材料特性,是表示鋼淬火后獲得硬度高低的能力,而決定鋼淬硬性的主要因素是鋼中碳的質量分數。碳含量越高,鋼的淬硬性越高。我們所用鋼材大部分為外進材料,廠家不同,批次不同,鋼材的碳含量也不同。另外鋼材化學成分國家標準對碳含量的范圍要求較寬松,例如常見合金鋼27SiMn含碳量在0.24%~0.32% 之間,上下線之間差距0.08%,直接影響了不同碳含量鋼材的淬硬性。 1.2 其他元素 為了獲得或提高碳鋼的某些性能而在冶煉時特意加入碳鋼中的元素稱為合金元素。但是,由于原料、冶煉方法及工藝操作等問題的影響,總有少量硫、磷,硅、錳等元素殘留下來,這些稱之為雜質元素。雜質元素一般會對鋼的性能有不利影響,合金元素則會改善鋼的性能。 (1)雜質元素的影響 錳:錳具有較強的脫氧能力,可消除鋼中氧化鐵夾雜物,降低鋼的脆性。錳在鋼中能溶解于鐵素體中,起到強化鋼的作用。因此,錳在鋼中是一種有益元素。 硅:硅比錳有較強的脫氧能力,使鐵素體強化,提高鋼的強度和硬度,但同時也降低了鋼的塑性和韌性,總體而言,硅還是有益元素。 硫:硫不溶于鐵,常以硫化鐵形式存在奧氏體晶界上,熔點低,易導致鋼的熱脆性,因此硫是有害元素,含量要嚴格控制。 磷:磷能溶入鐵素體中產生固溶強化作用,使鋼的強度、硬度顯著提高,但塑性、韌性卻急劇下降,尤其是鋼的低溫脆性(冷脆)更大,因此磷是有害元素,含量要嚴格控制。 (2)合金元素的影響 幾乎所有合金元素均能不同程度地溶于鐵素體、奧氏體中形成固溶體,使鋼的強度、硬度提高,但塑性、韌性卻有所下降。其中Si、Mn、Ni 等元素的強化效果顯著;Ni、Cr、Mn 等元素在少量加入時不僅能強化材料,還能使鋼保持好的韌性。 Ti、Mo、Cr、Mn、W、V等元素在鋼中能與碳結合形成碳化物,這些碳化物一般都有高的硬度、高熔點和穩定性,當均勻彌散分布時,顯著提高鋼的強度、硬度、耐磨性。 1.3 組織晶粒 原材料出現組織嚴重不均勻,部分晶粒過于粗大,會直接影響淬火后硬度的均勻性或材料的淬透性,造成硬度不均勻。 1.4 脫碳層 原材料、鑄、鍛件表面出現脫碳層或是有氧化皮、銹斑等,造成表面脫碳,淬火后會出現表面硬度不均勻。尤其鍛件容易出現脫碳現象。 2 淬火對硬度的影響 淬火加熱溫度低或保溫時間短,爐溫分布不均、爐內溫差大、零件相互接觸影響了熱量傳遞的速度等,造成零件的加熱不均勻,奧氏體成分不均勻,碳化物溶解不充分,或者亞共析鋼中鐵素體未全部溶入奧氏體中,都可造成表面硬度的不均勻。常見鋼材淬火加熱溫度見表1。 40CrNiMo在最初確定淬火溫度時經歷幾次試驗才最終確定下來,初查《熱處理手冊》空氣爐淬火溫度為850~870℃,油冷。試驗后不同溫度下淬火硬度如下表1。 850℃、860℃淬火后的硬度低,未完成馬氏體轉變,870℃淬火后硬度符合馬氏體轉變后的硬度,所以確定40CrNiMo淬火溫度為870℃。 淬火冷卻介質及冷卻方式。淬火冷卻介質的選擇不當或冷卻介質溫度過高,零件在淬火冷卻時速度未超過臨界冷卻速度,冷卻不充分。缸類零件在冷卻介質中未作平穩的上下作用運動導致缸管中間溫度高,外面溫度低,冷卻不均勻,或是淬火時零件出現堆積現象。冷卻介質中存在雜質,零件表面存在氣泡等附著物或在介質中形成蒸汽膜而未充分運動或冷卻介質未進行強制循環,冷卻介質性能下降,淬火后零件表面硬度不均勻。對于雙液淬火,嚴格控制進入第一種淬火介質的時間,冷卻時間按有效厚度3~5mm/s 計算,視材質、形狀、尺寸而調整。常見鋼材淬火冷卻介質見表2。 零件在加熱過程中執行了錯誤的工藝或加熱質量差是造成硬度不合格的重要原因。每種材質的淬火溫度都不相同(常見鋼材淬火溫度見表1),沒有在要求的淬火溫度內進行正常的熱處理,或者保溫時間不足或過長,都有可能造成零件的欠熱、過熱、過燒、氧化、脫碳及變形、開裂等問題,最終導致淬火硬度不合格,甚至報廢(如過燒,變形,開裂等)。 3 回火對硬度的影響 3.1 回火溫度的影響 正常的回火溫度是根據淬火后零件的硬度和零件的設計要求制定的。如果回火溫度高于正常要求的溫度,會造成馬氏體的分解而降低硬度。如果回火溫度低于正常要求的溫度,淬火馬氏體未完全轉變為回火組織,則會造成硬度超高。另外,對含有強碳化物形成元素的鋼,當500~600℃回火時,馬氏體中析出細小彌散分布的合金碳化物,使鋼的硬度不降反升,這種現象稱為二次硬化。零件在二次硬化區進行回火,勢必造成硬度的提高,因此要避開此溫度回火。常見鋼材回火溫度見表3。 3.2 回火時間的影響 當回火時間過短,淬火馬氏體未完全轉變為回火組織,組織中存在殘余馬氏體,造成硬度偏高。 3.3 回火脆性的影響 雖然脆性和硬度不是正相關的關系,但是,通常情況下,硬度高,脆性大。鋼在回火過程中,可能發生兩種類型的脆性:一種是碳鋼和合金鋼在200~400℃范圍內回火時出現,時間越長越明顯,這類回火脆性即使回火快冷或重新回火都無法避免,稱為第一類回火脆性,也稱不可逆回火脆性。它與材質有關,因此在材料選擇上要認真考慮。 另一種是某些合金鋼在450~550℃溫度區間加熱回火或是高于600℃回火后在450~550℃溫度內緩慢冷卻而出現的回火脆性。它與冷卻速度有關,重新加熱到600℃以上后快速冷卻即可消除,稱為第二類回火脆性,也稱可逆回火脆性。因此,在選擇回火冷卻介質時,要充分考慮是否會出現第二類回火脆性,如果會,回火時要選擇快速冷卻方法,如水冷。常見鋼材回火冷卻介質見表3。 4 防止硬度不合格的措施 通過分析熱處理前后可能出現的導致硬度不合格的原因,總結出以下幾方面來避免硬度不合格,或是硬度不合格后改正的方法。 事先檢查原材料的組織缺陷,對出現質量問題的材料采取措施加以消除,如進行預先熱處理,退火等方法。 對原材料存在脫碳層、氧化皮、銹斑等情況,應加工除掉后才能進行熱處理。如果條件允許,可以在零件的加熱過程中,選用合理的熱處理設備和加熱介質,如可控氣氛爐、鹽浴爐、流動粒子爐或真空爐等,避免在加熱時出現表面氧化和脫碳。 編制合理熱處理工藝,確定合理的裝爐量、裝爐方式、冷卻介質。淬火時,工件在淬火溫度下入爐,保證合理的加熱溫度和加熱時間,使組織完全轉變為成分均勻的奧氏體。 回火時,選定合理的回火溫度和回火時間,使組織完全轉變為回火組織。對于雙液淬火,嚴格控制進入第一種淬火介質的時間,避免淬火硬度過高或發生變形、開裂。 對于截面懸殊大和比較薄的工件,有缺口和棱角的工件應進行合理的加熱和冷卻保護。形狀復雜的零件,有不需淬火的孔眼,尖角以及厚度變化很大時,為防止變形和開裂,可堵塞石棉繩和耐火泥或采用專用工具加以保護。工件在冷卻介質中做平穩的上下運動,減少零件間的疊加,零件在熱處理前避免加工成封閉的形狀。 冷卻介質溫度要保證在合理的范圍內,水溫保持在20~40℃,油溫≤ 70℃,對冷卻介質進行良好的攪拌或補充,確保冷卻的均勻一致,消除硬度不均現象。 零件加熱過程中,多關注設備供電狀況及儀器儀表是否出現故障或失靈,避免因設備故障造成熱處理不合格。 對回火后硬度偏高的零件可以適當提高回火溫度,重新回火;對硬度偏低的零件則要重新淬火處理。對偏離硬度要求較大的零件則要考慮工藝溫度之外的影響因素,改用其他處理方法,或報廢。 當硬度出現大范圍不合格時,考慮硬度計是否為正常狀態,取試塊校驗硬度計,如壓頭有損壞或變形,應及時更換壓頭。 來源:熱加工論壇


免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”