
鈦合金在金相檢驗中的常見缺陷
2022-10-25 14:58:14
作者:劉衛東,張俊 來源:理化檢驗物理分冊
分享至:


鈦合金具有高的比強度和良好的耐腐蝕性能,在航空航天領域得到了廣泛的應用,現已成為航空發動機中的主要結構材料之一。鈦合金的質量輕,故隨著航空發動機推重比的提高,鈦合金的使用量也在不斷增大。對于大多數近α和(α+β)兩相鈦合金而言,為了獲得較好的塑性,通常采用的都是常規的兩相區鍛造,而對于一些需要獲得較高斷裂韌性的零件,通常采用β鍛或準β鍛的方法。但在日常生產過程中,不正確的鍛造工藝往往會使鈦合金及其制品出現缺陷,鈦合金常見的鍛造缺陷有組織過熱及不均、孔洞、裂紋等,這些缺陷將大大降低鈦合金鍛件的力學性能,進而給產品的使用帶來潛在危險,因此,需要加強對鈦合金的生產過程中的檢驗。在鈦合金鍛件的常規低倍檢驗以及金相檢驗過程中,經常會發現一些超標或標準未明確規定的目視缺陷,如某TC2環形自由鍛件按照GJB 2744—2007 《航空用鈦及鈦合金鍛件規范》檢查其腐蝕后的表面低倍形貌,標準中沒有對半清晰晶的允許情況進行說明,需要檢測部門進行缺陷性質的判定,以便質檢部門對產品作出合格與否的結論。
來自中國航發航空科技股份有限公司的劉衛東、張俊兩位研究人員歸納總結了鈦合金零部件在日常生產過程中發現缺陷的類型,并對不同缺陷進行了相應的金相檢驗,以供相關人員在日常檢驗檢測過程中參考。
1 典型案例分析
1.1 TC1環形鍛件的粗晶
TC1鈦合金經過下料150mm(直徑)→兩相區加熱→自由鍛→退火,最終抽檢1件產品,對其進行常規低倍檢驗,發現存在粗晶。
按照GB/T 5168—2008 《α-β鈦合金高低倍組織檢驗方法》,用20% (體積分數,下同)硝酸+12%氫氟酸水溶液對鍛件的低倍試樣進行侵蝕,然后觀察試樣的顯微組織形貌,結果如圖1所示。
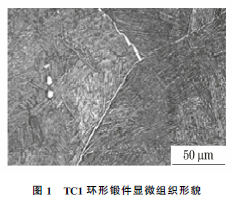
由圖1可知,試樣有明顯的清晰晶缺陷,原始β晶界上存在連續且平直的晶界α相,其形成原因是該批原材料β相變點測試值偏高,鍛造加熱爐局部超溫,導致了TC1鈦合金鍛造溫度過高,從而產生了清晰晶。
1.2 TC2卡箍和整流葉片的鍛造應變線
TC2卡箍和整流葉片經機加后進行金相檢驗,發現在零件表面存在周向和縱向的亮條缺陷顯示,其宏觀形貌如圖2所示。
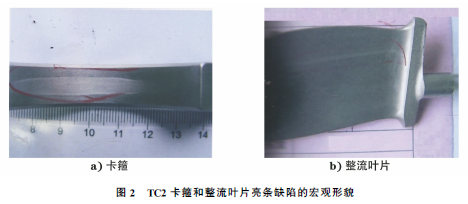
從TC2卡箍和整流葉片分別取樣,并對其進行金相檢驗,結果如圖3,4所示。
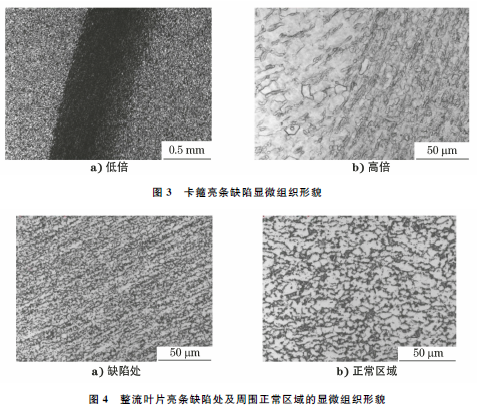
由圖3可知,TC2卡箍亮條缺陷處的顯微組織存在明顯的方向性,放大后觀察,可見其組織較細密。由圖4可知,TC2整流葉片亮條缺陷處的顯微組織同樣存在明顯的方向性,α和β相均呈拉長形貌,整流葉片周圍正常區域的顯微組織為等軸組織。
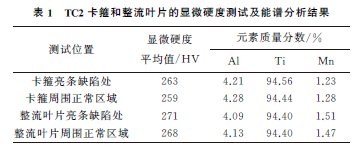
分別對TC2卡箍和整流葉片進行顯微硬度測試和能譜分析,結果如表1所示,可見TC2卡箍和整流葉片亮條缺陷處與周圍正常區域的顯微硬度測試結果和能譜分析結果沒有明顯差異,因此可以判定TC2卡箍和整流葉片的亮條缺陷均為鍛造過程中產生的應變線。
1.3 TC2導向葉片表面的富鈦偏析
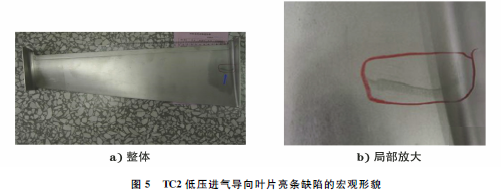
TC2低壓進氣導向葉片經機加工后進行金相檢驗,發現在零件表面存在縱向的亮條缺陷,其宏觀形貌如圖5所示,可見缺陷處組織較粗大,無機械變形特征,缺陷區域的長度約為35mm,寬度約為5mm。
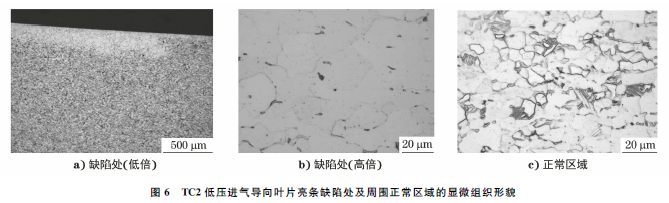
從TC2低壓進氣導向葉片截取試樣,沿葉片橫截面制樣,然后對其進行金相檢驗,結果如圖6所示。由圖6可知,缺陷處的組織與正常區域的組織存在明顯差異,缺陷處的組織深度為0.3mm,為粗大的α晶粒組成的貧β相區。
分別對TC2低壓進氣導向葉片亮條缺陷處和周圍正常區域進行顯微硬度測試,結果顯示缺陷處顯微硬度為245HV,正常區域顯微硬度為274HV,缺陷處顯微硬度略低于周圍正常區域。
采用電子探針對TC2低壓進氣導向葉片亮條缺陷處和周圍正常區域進行成分分析,發現缺陷處鈦元素質量分數為94.50%,鋁元素質量分數為4.67%,而周圍正常區域的鈦元素質量分數為91.66%,鋁元素質量分數為4.83%,判斷亮條缺陷屬于富鈦偏析。這種缺陷的形成與原材料的冶煉過程有關,在合金熔煉時,合金元素擴散不充分,局部形成富集或貧化,導致元素偏析。改進原材料的冶煉工藝可以避免產生這種偏析缺陷。
1.4 TC6鍛造葉片的β斑
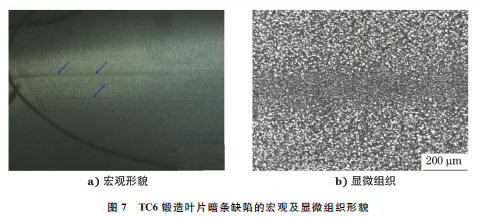
TC6鍛造葉片經機械加工后進行金相檢驗,發現零件表面存在暗條缺陷,其宏觀及顯微組織形貌如圖7所示,可見暗條缺陷處初生α相含量明顯低于周圍正常區域。
對TC6鍛造葉片進行顯微硬度測試,發現暗條缺陷處顯微硬度為289HV,周圍正常區域顯微硬度為311HV,暗條缺陷處顯微硬度略低于周圍正常區域。
采用電子探針對TC6鍛造葉片暗條缺陷處和周圍正常區域進行成分分析,發現缺陷處鉬元素質量分數為4.12%,周圍正常區域鉬元素質量分數為2.78%,缺陷處鉬元素質量分數明顯高于周圍正常區域。當β相穩定元素釩、鉬等發生偏析后,降低了偏析區域的相變溫度,合金在加熱時易優先發生α相向β相轉變,產生暗條缺陷,即所謂的β斑。這種缺陷的形成同樣與原材料冶煉過程有關,可以采用改進原材料冶煉工藝的方法來避免產生這種偏析缺陷。
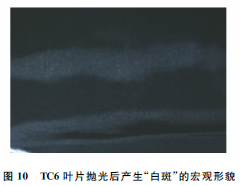
1.5 TC6葉片釬焊和拋光后的燒傷
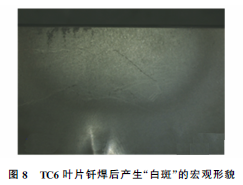
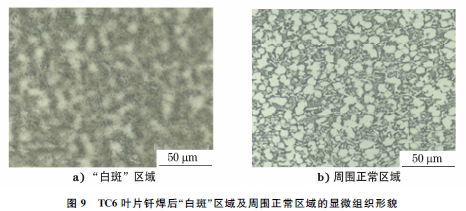
某批次TC6葉片在阻尼臺上釬焊耐磨硬質合金塊后,發現阻尼臺附近的葉身表面出現了“白斑”形貌(見圖8)。對“白斑”區域及周圍正常區域進行金相檢驗,結果如圖9所示。由圖9可知:在顯微鏡下無論如何調焦,“白斑”區域的組織均模糊不清;周圍正常區域的顯微組織為雙態組織。
對釬焊后的TC6葉片進行顯微硬度測試,發現“白斑”區域的顯微硬度為363HV,周圍正常區域的顯微硬度為318HV,“白斑”區域的顯微硬度明顯高于周圍正常區域,表明“白斑”缺陷是因焊接燒傷而形成的。
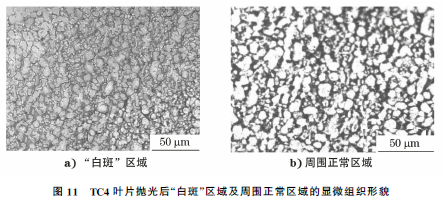
某批次TC6葉片在拋光后發現“白斑”形貌(見圖10)。對“白斑”區域和周圍正常區域進行金相檢驗,結果如圖11所示。由圖11可知,“白斑”區域和周圍正常區域均為等軸組織。
對拋光后的TC6葉片進行顯微硬度測試,發現“白斑”區域的顯微硬度為313HV,周圍正常區域的顯微硬度為347HV,“白斑”區域的顯微硬度低于周圍正常區域。鈦合金導熱性差,故鈦合金葉片在拋光時,如果操作不當,很容易造成零件表面產生的熱量不能及時傳導,使零件小范圍內溫度升高而形成拋光燒傷,較輕微的僅有表面燒傷,嚴重時會形成穿透性燒傷。
1.6 TC6葉片表面α層導致加工時發生斷裂
α層是富集氧、氮、碳元素的穩定表面層,是一種硬脆相,一般認為其是有害相。
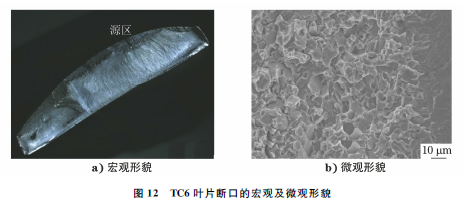
某批次TC6鈦合金葉片在銑榫頭裝夾過程中,多件葉片發生斷裂,葉片斷裂處剛好位于夾具和葉片的接觸點。葉片斷口的宏觀及微觀形貌如圖12所示,可見葉片斷裂起源于葉背的裝夾接觸點,斷口源區未見冶金缺陷,呈沿晶脆斷特征。
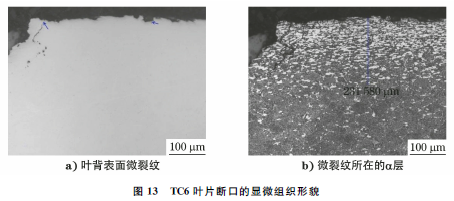
從葉片斷口截面處取樣進行金相檢驗,可見葉背表面有多處微裂紋,裂紋內部未見氧化特征[見圖13a)],葉背近表面可見α層,微裂紋均在α層之內[見圖13b)]。葉片在裝夾過程中夾具與葉片的接觸點容易產生應力集中,又因α層具有硬而脆的特性,故在應力作用下容易萌生微裂紋,最終導致葉片斷裂。
2 綜合分析
2.1 常見缺陷的分類與特點
鈦合金常見缺陷主要有3大類,包括冶金缺陷、工藝缺陷和表面缺陷。
冶金缺陷一般包括金屬夾雜、非金屬夾雜、化學成分偏析和孔洞等,這類缺陷在發生位置上一般是局部的,且形態不一,可能是塊狀、點狀、線狀或條狀;工藝缺陷產生的范圍則相對較廣,在鍛造、鑄造、焊接、熱處理、電加工、機械加工中都有可能產生,其形態也各不相同,需要在日常檢驗過程中多加鑒別;表面缺陷主要是因鈦合金化學活性較高,容易與周圍環境介質發生反應而產生的,其中危害最大的是氧、氮、氫等氣體的污染,這類氣體污染都會導致鈦合金的硬度增加,在實際生產過程中也經常出現表面缺陷,比如刮碰、操作失誤等造成的鈦合金零件表面凹陷、裂紋、尺寸超差等,這類表面缺陷基本都伴隨著宏觀塑性變形,且缺陷表面都能看到明顯的金屬光澤。
2.2 常見鍛造缺陷及其鑒別
鈦合金的鍛造缺陷主要有折疊、裂紋、變形不均勻等。一般情況下,鍛造形成的折疊或裂紋內部有氧化物夾雜,特點是裂紋兩側呈現白亮帶,組織為富氧的α層,β層則相對較少。變形不均勻的產生原因為:鈦合金存在著嚴重的黏模現象,尤其是當模具表面粗糙度大或潤滑不良時,都會阻礙金屬流動,造成鍛件表面與內部變形的不均勻;鈦合金導熱性差,鍛件內部溫度不均勻,高溫區易變形,低溫區難變形,導致了變形的不均勻。變形不均勻會導致鍛件的晶粒度不同,變形量大的部位晶粒細小,反之晶粒較大,變形不均勻還會導致鍛件的初生α相含量有所差別,高溫區初生α相較低溫區要少一些。
對于圓餅形模鍛件,當其變形量較大時,鍛件的軸徑向剖面經低倍腐蝕后可見X型應變線,可將其分為劇烈變形區、一般變形區和變形死區,對應的顯微組織和性能亦有差別;而對于較薄的模鍛件,如葉片類零件,這種應變線會暴露在表面,腐蝕后可見沿縱向的亮條或暗條,這是經劇烈變形細化后組織的特征。一般來說,這種輕微應變線所形成的亮條或暗條對零件的使用性能影響不大,不作為組織缺陷處理,但在對其進行判斷時,要注意與成分和組織偏析所形成的亮條缺陷區分開來,避免誤判。
3 結語與建議
從上述案例分析結果可知,在實際制造過程中,鈦合金在金相檢驗中的常見缺陷主要有清晰晶、應變線、偏析(富鈦、β斑)、α層以及焊接、磨削和拋光等產生的過熱過燒等,這些缺陷有因熱加工過程操作不當而導致的,也有原材料遺留下來的,還有加工制造過程中因參數選擇不當而產生的。
原材料缺陷可以由加強冶煉工藝控制來從源頭上避免,而制造過程中發現的缺陷則需要考慮工藝是否安排恰當,或者工藝參數是否合理,從這些方面的改進來避免缺陷的發生。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8197

腐蝕與“海上絲綢之路”
點擊數:6515