
鋼結(jié)構(gòu)重防腐涂裝常見涂裝弊病及預(yù)防措施
2022-02-08 10:26:20
作者:陳永進(jìn) 來源:涂層與防護(hù)雜志
分享至:


01 流掛
主要產(chǎn)生原因:(1)噴槍距離被噴涂表面過近,或者橫向移動速度太慢,或噴涂單次重疊過多,或噴嘴磨損太大,造成局部漆膜過厚;(2)涂料稀釋過度,導(dǎo)致涂料黏度太小;(3)被涂表面(或涂料本身)溫度過高,影響了涂料的觸變性、或被涂表面(或涂料本身)溫度過低,影響了涂料中溶劑的蒸發(fā)速率,使干燥時(shí)間過長;(4)涂料的觸變機(jī)理不夠充分,流平性有問題。

流掛
處理方法:把產(chǎn)生流掛的油漆打磨平整,重新修補(bǔ)。
糾正預(yù)防:(1)噴槍與被涂物表面保持合適的距離,控制好移動速度,減少單次噴涂重疊次數(shù),及時(shí)更換被磨損的噴嘴,控制漆膜厚度;(2)涂料稀釋適量,合適的噴漆黏度;(3)保持被涂表面(或涂料本身)合適的溫度以及施工條件;(4)聯(lián)系油漆公司,由其協(xié)助解決因涂料觸變機(jī)理不夠充分,導(dǎo)致的流掛。
02 漏涂
主要產(chǎn)生原因:自檢不到位,員工缺少責(zé)任心。

漏涂
處理方法:及時(shí)檢查,進(jìn)行補(bǔ)涂。
糾正預(yù)防:加強(qiáng)員工質(zhì)量意識教育,提高過程自檢能力。
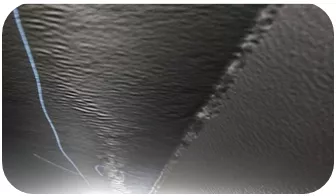
03 明顯刷痕
主要產(chǎn)生原因:(1):刷涂時(shí),涂料黏度過大;(2)刷子毛過硬或者刷子被多次使用,已經(jīng)磨損;(3)刷涂后,未及時(shí)抹平、修整到位;(4)被涂物表面溫度或者環(huán)境溫度過高,溶劑揮發(fā)速度太快;(5)涂料流平性能不佳。

刷痕
處理方法:刷痕嚴(yán)重的,需要重新打磨平整,重新刷涂。
糾正預(yù)防:(1)加入適量的稀釋劑,調(diào)整刷涂黏度;(2)及時(shí)更換刷涂工具;(3)正確操作,刷涂后及時(shí)抹平;(4)環(huán)境溫度高于35 ℃時(shí),禁止在室外涂裝;在室內(nèi)涂裝,有條件的,可以開除濕機(jī)制冷功能,降低環(huán)境溫度或者被涂物表面溫度,同時(shí)加入稀釋劑,減少其揮發(fā)速度;(5)聯(lián)系技術(shù)服務(wù),根據(jù)指導(dǎo),添加合適的流平劑。
04 橘皮
主要產(chǎn)生原因:(1)環(huán)境溫度(或者被涂物表面溫度)過高,溶劑揮發(fā)過快;(2)一次性噴涂漆膜過厚;(3)噴漆工操作不當(dāng),噴槍距離構(gòu)件太遠(yuǎn);(4)噴涂壓力太低或噴嘴磨損,導(dǎo)致油漆霧化不良;(5)涂料本身流平性不好,在漆膜干燥過程中,涂層內(nèi)部流動性過早停止。
橘皮
處理方法:輕微的橘皮,如果在業(yè)主能夠接受的范圍內(nèi),可以處理;業(yè)主不可接受的橘皮或者嚴(yán)重的橘皮,必須采用研磨機(jī)進(jìn)行打磨平整后,再進(jìn)行修補(bǔ)。
糾正預(yù)防:(1)降低環(huán)境溫度(或者被涂物表面溫度),或者加入適量的溶劑,降低涂料黏度,減低涂料的溶劑揮發(fā)速度;(2)降低一次性噴涂漆膜厚度;(3)加強(qiáng)噴漆工技能培訓(xùn),調(diào)整并控制合適的噴涂距離、噴涂速度;(4)選擇合適的噴涂壓力,并更換合適的噴嘴,確保良好的霧化;(5)聯(lián)系技術(shù)服務(wù),協(xié)助解決,根據(jù)指導(dǎo),添加適量流平劑,以改善涂料的流動性。
05 涂層表面發(fā)白
主要產(chǎn)生原因:(1)相對濕度大,涂層沒有干透,雨、霧或者冷凝等水分沉積在未干透的涂層表面;(2)稀釋不當(dāng);(3)胺固化劑過多,使涂膜表面活化,與空氣中的水分反應(yīng),導(dǎo)致漆膜表面上顏色的改變和出現(xiàn)油狀的微光(胺白化)。

涂層表面發(fā)白
處理方法:(1)輕微發(fā)白,采用清水(或者溫水)擦拭去除;或小面積的采用稀釋劑進(jìn)行擦拭去除;(2)嚴(yán)重發(fā)白,則需要采用砂紙打磨或者進(jìn)行拉毛處理,并清除漆膜表面的發(fā)白層后,再進(jìn)行重新噴涂。
糾正預(yù)防:(1)控制施工相對濕度,涂層干后,再移出去;或者在涂層未干透前,避免有水分的沉積;(2)涂料稀釋適量;(3)正確的涂料配比。
06 針孔
主要產(chǎn)生原因:(1)封閉的涂層太厚,導(dǎo)致底漆尤其是無機(jī)富鋅底漆空隙內(nèi)的空氣和溶劑無法及時(shí)排出,在后續(xù)涂膜固化過程中,溫度升高,迅速揮發(fā),導(dǎo)致涂層發(fā)生破裂,產(chǎn)生針孔;(2)溶劑平衡不當(dāng),或者使用了錯(cuò)誤的溶劑,導(dǎo)致一種溶劑在干燥過程中的某個(gè)階段蒸發(fā)過快;(3)噴涂設(shè)備問題,導(dǎo)致霧化程度過高或者過低,產(chǎn)生針孔;(4)涂料本身問題,流平性不好;(5)被涂表面清理不干凈,存在污物。
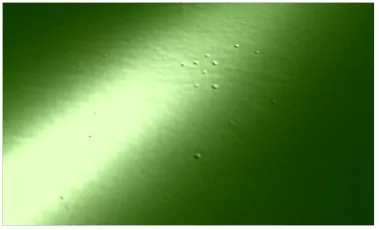
針孔
處理方法:機(jī)械打磨,將針孔打磨平,再進(jìn)行修補(bǔ);少量輕微的針孔,可以借助于批補(bǔ)油漆,將孔填平后,再把批補(bǔ)的地方進(jìn)行打磨平整、補(bǔ)漆。
糾正預(yù)防:(1)控制封閉涂層厚度,一般封閉漆的厚度控制在30~50?m左右,保證底漆空隙內(nèi)的空氣以及稀釋劑及時(shí)揮發(fā)、排出;(2)使用正確的稀釋劑;(4)檢查噴涂設(shè)備,及時(shí)維護(hù);(4)通知技服協(xié)助解決,及時(shí)更換油漆,或者添加相關(guān)助劑;(5)確保被涂物表面清潔,無污物。
07 色差
主要產(chǎn)生原因:(1)噴漆設(shè)備或者使用的刷子(輥筒)殘留有未清洗干凈的油漆;(2)在油漆內(nèi)加了不干凈的稀釋劑;(3)油漆用錯(cuò);或者固化劑與基料攪拌不充分;或者油漆稀釋過度;(4)同一種油漆,不同批號,油漆本身存在的色差。
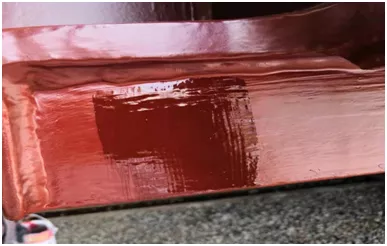
色差
處理方法:打砂紙、清潔,重新復(fù)涂。
糾正預(yù)防:(1)保證噴漆設(shè)備或刷子等工具清潔;(2)油漆調(diào)節(jié)黏度,需要加入正確的、干凈的稀釋劑;(3)正確的油漆、正確的配比與攪拌;(4)通知技術(shù)服務(wù),協(xié)助處理。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 鋼結(jié)構(gòu), 防腐處理, 涂料涂裝, 重防腐涂裝
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):7520

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6019