
高邊角耐腐蝕陰極電泳涂料的研究
2021-09-27 17:13:39
作者:涂料工業 來源:涂料工業
分享至:


引 言
近年來,國內電泳涂料發展迅速,汽摩配市場的競爭異常激烈。在電泳涂料的涂裝中, 常會遇見形狀復雜的汽車零配件或一些金屬工件在加工成型時形成各種各樣的棱邊和尖角,涂料電泳固化前,邊角包裹性較好,但固化時,經高溫烘烤,樹脂黏度降低,因表面張力作用,邊緣部位的涂料向中間進行收縮,邊緣尖銳部位的膜厚降低,邊角部位露底,邊角覆蓋性變差,容易發生嚴重的腐蝕。全球每年約有1/4的汽車零配件因為邊角生銹而被腐蝕,造成了材料的極大浪費。因此,如何減少甚至避免邊角腐蝕的技術措施,成為目前汽車零配件行業的一個重要課題。
近年來,高邊緣覆蓋型陰極電泳涂料獲得了迅速發展,為解決邊角腐蝕問題,日本油脂公司添加高相對分子質量的樹脂作為調整劑,通過流變學控制原理,使涂膜邊角覆蓋性和平整度兩者得以兼顧,成功研制了邊角防銹型涂料。高邊角耐腐蝕陰極電泳涂料的開發,通過添加有機高聚物和無機添加劑提高銳邊耐蝕性。邊緣覆蓋好的典型品種有PPG的ED681、Herberts的EC3000和AXALTA的TM6100。PPG的ED681就是使用一款將微凝膠有機高聚物助劑添加到電泳涂料中制備的高邊緣耐蝕陰極電泳涂料,用磷化刀片在同樣條件下涂裝后,進行鹽霧實驗,當常用電泳漆已產生100個銹點時,高邊緣效應的電泳漆尚無銹點產生,邊緣耐蝕性能高。這對汽車車身下部的邊角有非常大的意義,提高了車身的使用壽命。提高電泳涂料的邊緣覆蓋、邊角耐腐蝕性能,已成為電泳涂料發展的方向之一。
本研究通過酮亞胺和氨基硅烷與端環氧基、多環氧羥基樹脂進行反應,制備一種含硅羥基的氨基封閉樹脂,再進行酸中和、乳化、水解和縮合,該樹脂具有良好的水溶性。硅羥基之間或硅羥基和樹脂中的羥基進行縮合,產生相互交聯的微凝膠粒子,分散在水中形成微凝膠乳液。合成的高邊角耐腐蝕陰極電泳涂料具有良好的疏水性,添加微凝膠助劑可有效控制涂膜流動性,降低涂膜高溫烘烤時的縮邊,增加電泳工件邊角特別是銳邊和焊接部位的漆膜厚度及漆膜對邊角部位的包覆性,同時耐鹽霧腐蝕性能也得到明顯提高。
微凝膠助劑的制備
微凝膠的合成
在四口燒瓶中加入環氧樹脂828、雙酚A和二甲苯,氮氣保護下加熱到120℃,再加入二甲基芐胺,在160℃保溫約3h,加入乙二醇丁醚、胺改性劑,90℃~100℃保溫2h,后加入γ-氨丙基三乙氧基硅烷A-1100,在85~90℃下保溫1h,保溫結束后加入乳酸中和,再加入去離子水乳化,在50~60℃保溫5~6h,得到淡黃色半透明液體,固體分為28%的微凝膠助劑乳液。
高邊緣耐腐蝕陰極電泳涂料的配制
將自制的HED-環氧陰極電泳涂料乳液、色漿、去離子水按照常規配方進行配制槽液,并添加上述合成的微凝膠助劑,即得到高邊角耐腐蝕陰極電泳涂料。
結果與討論
(1)微凝膠助劑的紅外表征
微凝膠助劑的紅外光譜如圖1所示。

圖1 微凝膠助劑的紅外光譜圖
由圖1可知,環氧樹脂在920cm-1處的環氧基團特征吸收峰消失,說明環氧基已經被開環;在 3342cm-1處出現了-OH 特征伸縮振動特征峰;在 2126 cm-1與 925cm-1處硅氫鍵的伸縮振動峰和彎曲振動峰均消失;在2960cm-1處的吸收峰為 Si-CH3上的甲基 C-H 伸縮振動峰;1257cm-1處的吸收峰為 Si-CH3上的甲基 C-H 彎曲振動峰;1010cm-1、1060cm-1處的吸收峰為 Si-O-Si 的特征峰,說明目標產物已生成。
(2)微凝膠助劑不同添加量的參數測試
實驗用電泳涂料用工作液按表1配制。研究微凝膠助劑的不同添加比例對工作液的pH、電導以及電泳漆泳板后對漆膜外觀、漆膜鹽霧性能的影響。
表1 工作液配方及槽液參數和漆膜性能

通過實驗結果可以看出,微凝膠助劑不同的添加量對電泳工作液的各項參數以及涂膜的外觀都有一定的影響,可進一步降低涂層固化時工件邊角部位的收縮力,抑制固化時的流動性,提高涂層在該部位的漆膜厚度,從而提高工件邊角部位的防腐性能。添加量過少時,微凝膠作用不明顯,對涂膜的外觀和性能并無影響;添加量過多時,漆膜外觀桔皮加重,光澤較低。經實驗對比,本研究選擇電泳工作液總量的5%~10%為微凝膠助劑的合適添加量。
(3)邊角部位銹蝕原因分析
工件進行電泳,因邊角尖端部位表面曲率較大,尖端部位產生放電,電沉積首先發生在這些部位。隨著電泳過程的進行,漆膜厚度逐漸增加、濕膜電阻增大、絕緣性增加,這些部位的電流密度逐漸減小,電沉積進入相鄰區域。電泳過程中,涂料成分主要在邊角尖端部位析出,邊角覆蓋性好,漆膜厚度較厚。涂膜經高溫烘烤,涂料樹脂黏度降低,流動性增大,由于表面張力的作用,邊角部位的涂料不斷向中間進行收縮,向兩側移動、變薄,尖端部位涂層厚度明顯減少,所以邊角部位的漆膜覆蓋性變差,而這些裸露部位的金屬由于得不到涂層保護,發生嚴重的銹蝕,邊角耐腐蝕性能較差。
(4)電泳漆邊角耐腐蝕性測試
目前零配件的腐蝕試驗方法主要有中性鹽霧試驗(NSS)、循環加速腐蝕試驗(CCT),主要以中性鹽霧試驗(NSS)為主。實驗中,選用帶有銳邊的刀片(Deli美工刀片,規格18mm,SK5優質高碳鋼)來模擬工件邊角部位,將刀片進行磷化后再電泳,再進行邊角鹽霧的檢驗實驗,通過磷化刀片電泳后進行中性鹽霧試驗,并對工件中性鹽霧試驗結果進行對比。
(1)刀片經脫脂、磷化處理,選取磷化狀態好,結晶一致的刀片進行電泳;
(2)電泳時,刀刃朝向電極的一方,電極比為1:2,將電泳后的刀片在標準條件下烘干;
(3)在鹽霧箱中刀片刀刃向上,與垂直面呈15°~30°夾角,按GB/T10125-1997進行168h中性鹽霧實驗后,對邊角腐蝕情況進行判定。
(4)平行做3片刀片,試驗結果取平均值。
刀片經中性鹽霧試驗后,出現銹點,銹點呈點狀分布,說明非缺陷部位耐腐蝕能力比較好。通過涂料配方調整,降低涂層加熱固化時涂料樹脂的表面張力,避免加熱固化時縮孔等問題的出現,提高電泳涂層的邊角覆蓋性能。
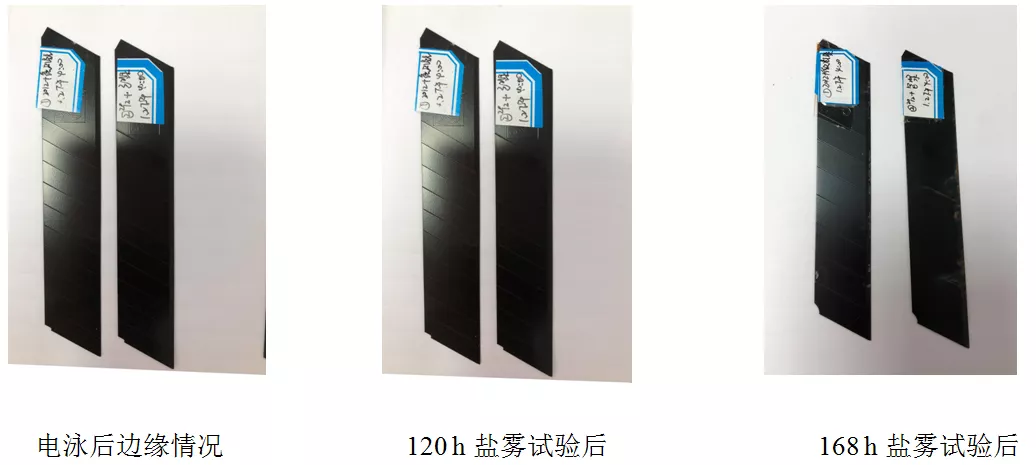
圖2 常規電泳涂料和高邊角耐腐蝕電泳涂料電泳后邊緣情況
實驗中選取磷化結晶一致的刀片電泳,分別對比常規電泳涂料和高邊緣耐腐蝕電泳涂料電泳后邊緣覆蓋性,常規電泳涂料和高邊緣耐腐蝕電泳涂料120h、168h鹽霧銳邊腐蝕情況。加入微凝膠前后,電泳漆膜鹽霧對比結果見圖2。經120h中性鹽霧,常規電泳涂料邊角部位開始出現銹點,3~5個;添加微凝膠助劑的刀片未出現銹點;經168h中性鹽霧,常規電泳涂料邊角部位出現較多銹點,20~25個,腐蝕等級為2級;添加微凝膠助劑的刀片也出現銹點,3~5個,腐蝕等級為1級。
在現有的常規環氧類陰極電泳涂料中加入本微凝膠助劑乳液,能顯著提高涂料的邊緣防腐性能,增加邊緣涂膜厚度,提高邊緣覆蓋性。微凝膠使用方便,可直接加入環氧體系陰極電泳涂料工作液中,能提高以上所述性能。
(5)漆膜性能測試
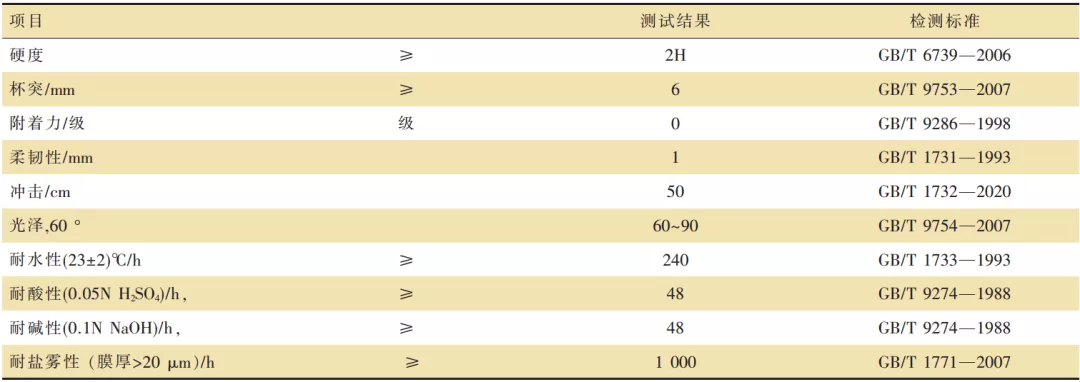
以上述條件制備的高邊緣耐蝕陰極電泳涂料,配制電泳工作液,熟化24h后電泳,180V/2min,在175℃固化30min,測試性能結果如表2所示。
表2 涂膜測試性能
結 語
(1)在環氧樹脂中引入含有氨基硅烷,經中和、乳化并由硅氧烷基水解縮合制得微凝膠助劑乳液;
(2)邊角部位的涂料樹脂經過高溫烘烤,由于表面張力作用,邊角覆蓋性變差,同時耐腐蝕性能變差。使用添加微凝膠助劑制備的高邊角耐腐蝕陰極電泳涂料,可有效提高工件的邊緣覆蓋性和邊緣耐腐蝕性能,增長工件的使用壽命;
(3)研究微凝膠助劑的不同添加比例對工作液的pH值、電導及漆膜外觀、漆膜鹽霧性能的影響。結果表明,電泳工作液總量的5%~10%為微凝膠助劑的合適添加量,此條件下,工作液狀態穩定,漆膜外觀平整光滑,磷化刀片鹽霧實驗168h,刀片銹點個數為3~10個,腐蝕等級為1級。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741