



自20世紀80年代以來,我國石油石化產業迅猛發展,隨著石油化工裝置工作環境的逐漸惡劣,高溫、高壓、強腐蝕性與強氧化性等環境越來越普遍,這對所采用的鋼材提出了較為嚴格的要求。除了要具有良好的力學性能、塑性、韌性外,還必須具有非常好的抗回火脆性、優良的焊接性能和較高的耐蝕性能[1]。早期,此類鋼材只能依賴進口且價格昂貴。近年來14Cr1MoR鋼以其較好的抗氫腐蝕、抗硫腐蝕、抗氧化性能、優良的焊接性及合理的價格逐漸取代了進口1.25Cr-0.5Mo系列鋼,被廣泛應用于化學化工、煤化工和石油化工等設備制造領域[2-5]。目前常見的應用設備有氨合成塔[6]、焦炭塔[7,8]、加氫反應器[9]等。
焊接是材料連接技術的主要方法之一,通過焊接形成的14Cr1MoR鋼焊接接頭及復合板材經濟效益高,且經熱處理工藝優化后,組織與性能優良,能滿足不同設備的使用環境[10-12]。另一方面,由于焊接接頭是材料腐蝕與裂紋產生的高發區域,而高溫、高壓環境和S、Cl等腐蝕性介質存在會加速腐蝕的進行與裂紋的擴展,因此,焊接接頭是導致材料失效引發安全事故的主要部位[13-15]。本文以14Cr1MoR焊接接頭為研究對象,對其組織及耐蝕性能進行了表征與觀察,為14Cr1MoR鋼的理論研究與實際應用提供了一定的科學依據。
1 實驗方法
以14Cr1MoR鋼焊接接頭為研究對象,鋼基體的化學成分 (質量分數,%) 為:C 0.04~0.17,Cr 1.00~1.50,Mo 0.45~0.65,Mn 0.4~0.65,Si 0.5~0.8,Sn≤0.015,Ni≤0.200,As≤0.016,Sb≤0.0025,Cu≤0.020,Fe余量。采用手工電弧焊制備焊接接頭試樣,H307焊條化學成分 (質量分數,%) 為:C 0.072,Cr 1.26,Mo 0.55,Mn 0.78,Si 0.21,P 0.013,S 0.008,Fe余量。采用4% (體積分數) HNO3酒精溶液對其焊接接頭的截面試樣進行腐蝕,分辨焊縫、熱影響區及母材區,采用線切割的方法分別截取試樣,試樣尺寸為10 mm×10 mm×10 mm。電化學試樣焊上銅導線并用環氧樹脂密封,使裸露的工作表面面積為1 cm2,用200#、400#、600#、800#、1000#水磨砂紙進行打磨,水洗并用無水乙醇擦拭表面,然后吹干備用;實驗選取3.5%NaCl溶液。
采用XJP-6A光學顯微鏡對14Cr1MoR接頭的金相組織進行觀察;將打磨好的焊接接頭截面試樣放入3.5%NaCl溶液中,記錄不同浸泡時間里焊接接頭截面腐蝕形貌。
采用CHI660E電化學工作站,三電極體系,在3.5% (質量分數) NaCl溶液中進行動電位極化曲線和電化學阻抗的測試,其中工作電極為焊縫、熱影響區及母材區試樣,參比電極為飽和甘汞、輔助電極為鉑電極。開路時間1300 s,電化學阻抗測試的擾動電壓為10 mV,頻率范圍為105~10-2 Hz,采用Zsimpwin軟件對阻抗譜進行擬合;動電位極化曲線的掃描電位區間為-0.5~0 V,掃描速率為5 mV/s,采用電流法計算腐蝕速率。
2 結果與分析
2.1 焊接接頭金相組織分析
焊接接頭不同位置金相組織如圖1所示。由圖可見:焊縫組織以鐵素體和貝氏體組織為主,細小碳化物分布在鐵素體基體上,組織細小而均勻;14Cr1MoR鋼為易淬火鋼,其完全淬火區的過熱區組織是粗大馬氏體和貝氏體及少量碳化物,粗大馬氏體組織決定該區的塑性、韌性較差,強度較高,這將導致該區為接頭中的一個薄弱環節;焊接熱作用在完全淬火區低溫區的組織為晶粒細小均勻的貝氏體,塑性、韌性良好,硬度強度較高;不完全淬火區組織是鐵素體和貝氏體;母材區的組織為鐵素體、珠光體及少量貝氏體。
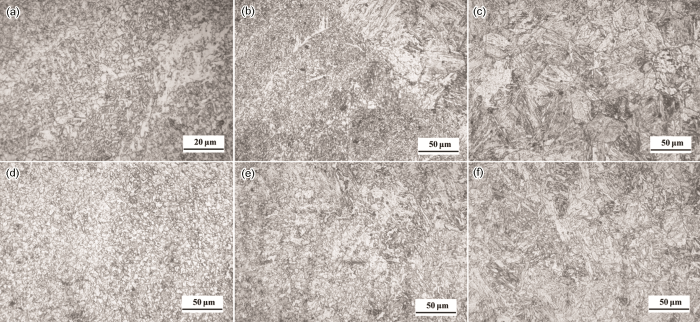
圖1 14Cr1MoR鋼焊接接頭不同區域金相組織照片
由圖1c可見,焊縫熱影響區中完全淬火區的過熱區組織粗大且分布不均勻,這樣的組織導致接頭的綜合性能較差。因此過熱區是焊接接頭力學性能的薄弱環節。
2.2 焊接接頭的宏觀腐蝕形貌
將焊接接頭在3.5%NaCl溶液中進行宏觀腐蝕試驗,不同浸泡時間焊接接頭的腐蝕形貌如圖2所示。由圖可見:經打磨拋光的14Cr1MoR鋼焊接接頭表面光滑平整,具有金屬光澤;室溫下焊接接頭在3.5%NaCl溶液浸泡腐蝕過程中,第1 h母材區域腐蝕發黑,伴有少量紅棕色物質,焊接接頭輪廓漸出,焊縫區無明顯變化;第2 h在母材表面有明顯的紅棕色產物出現,母材區域發黑程度增加,焊縫部位無明顯變化;第3 h母材表面紅棕色產物逐漸增多,母材腐蝕變黑程度持續增加,接頭區域開始出現紅棕色物質;在接下來的3 h中,母材表面紅棕色物質持續增多,母材腐蝕變黑程度進一步加深,焊縫區域紅棕色物質增加;隨著浸泡時間延長,熱影響區漸漸清晰;腐蝕1 d后,焊接接頭母材和焊縫表面覆蓋一層紅棕色物質;第2 d后,整個接頭表面紅棕色物質厚度增加,腐蝕到第7 d,紅棕色物質厚厚地覆蓋在接頭表面,疏松多孔,易剝落,在紅棕色物質剝落后,可清楚看見母材腐蝕變黑,焊縫黑度比母材淺。
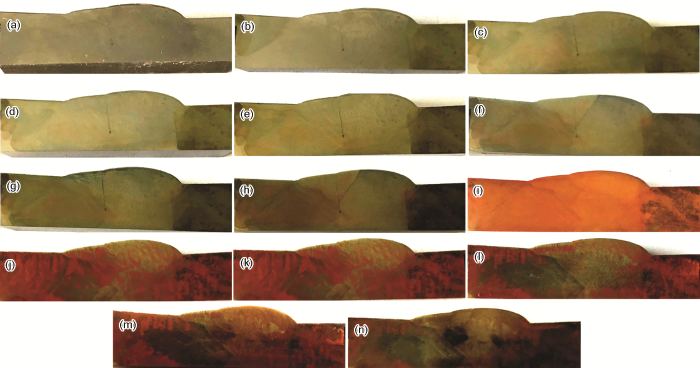
圖2 焊接接頭在3.5%NaCl溶液中浸泡不同時間的形貌
宏觀腐蝕結果發現,14Cr1MoR鋼在3.5%NaCl溶液中并不耐蝕,前6 h腐蝕變化明顯,且14Cr1MoR鋼焊縫比母材更耐蝕,浸泡7 d后整個焊接接頭表面覆蓋厚厚的紅棕色物質,且疏松多孔,易剝落,剝落腐蝕產物后,焊接接頭表面整體變暗,表面殘存有黑色斑塊失去金屬光澤。
2.3 腐蝕電化學實驗結果
2.3.1 開路電位曲線
實驗測得開路電位與時間的關系曲線如圖3所示。在3.5%NaCl溶液中,開路時間1300 s后,不同位置試樣的開路電位不同,其中焊縫電極電位最正,其次是熱影響區,電位最負的是母材區;各試樣的開路電位均隨時間延長緩慢下降并趨于平緩。
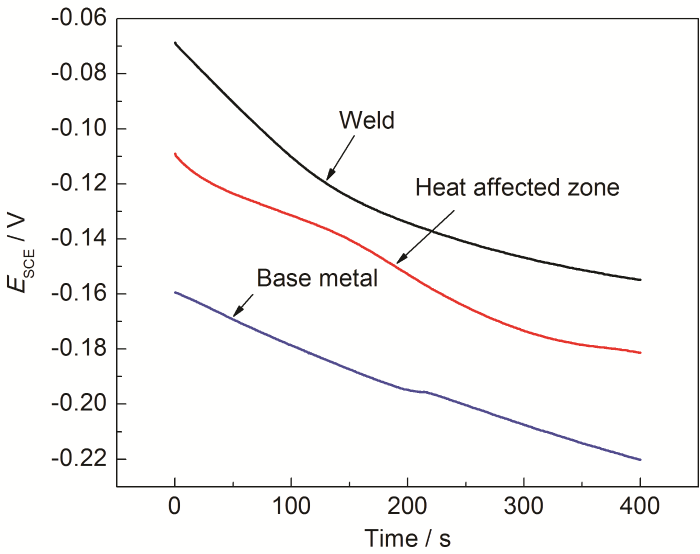
圖3 3.5%NaCl溶液中焊縫、母材、熱影響區開路電位與時間關系曲線
2.3.2 電化學阻抗分析
圖4為焊接接頭不同位置試樣在3.5%NaCl溶液中的電化學Nyquist圖譜。由圖可見,焊接接頭不同區域試樣的阻抗譜均呈雙容抗弧,由高頻區小弧和高頻區大弧組成;其中焊縫區容抗弧半徑最大,其次是熱影響區,母材容抗弧半徑最小。
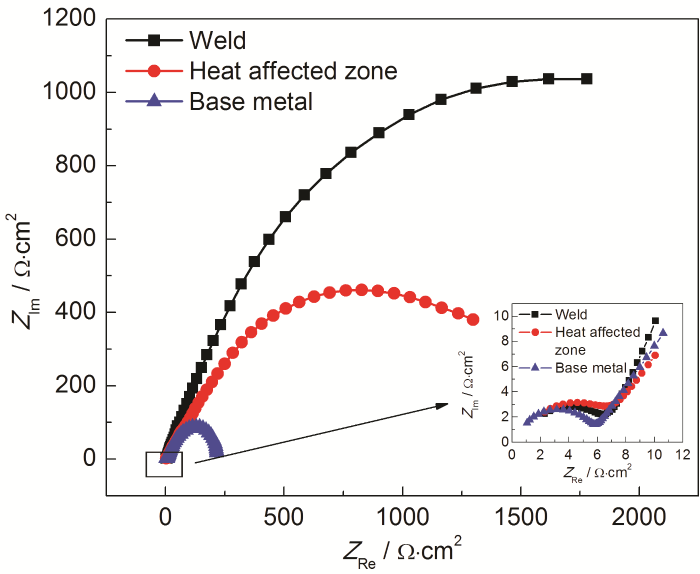
圖4 焊接接頭不同區域阻抗的Nyquist圖譜
根據14Cr1MoR腐蝕特點選用Rs(Qdl(Rt(QpRp))) 等效電路模擬阻抗譜。其中Rs為溶液電阻,Qdl為雙電層電容,Rt為雙電層放電電阻,Qp為腐蝕產物孔洞電容,Rp為腐蝕產物電阻。將模擬后的電化學參數整理,如表1所示。
表1 焊接接頭不同區域的阻抗曲線擬合參數
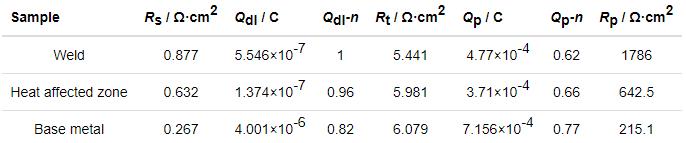
由圖表可見,焊縫區的Rp最大,為1786 Ω·cm2,形成的腐蝕產物附著性與致密度優于熱影響區和母材,耐蝕性能較好;其次是熱影響區,母材Rp為215.1 Ω·cm2,阻值最小,耐蝕性較差。
2.3.3 動電位極化曲線分析
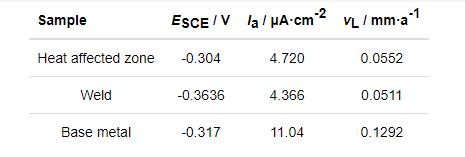
14Cr1MoR鋼焊接接頭各個區域的極化曲線如圖5所示,由電流法計算的腐蝕速率如表2所示。由圖表可見:焊縫區的自腐蝕電位最負,其次為母材,熱影響區的自腐蝕電位較正;從熱力學角度分析,焊縫具有較大的腐蝕傾向,但是焊縫的自腐蝕電流密度最小,其腐蝕速率卻很小,3.5%NaCl溶液中焊縫試樣腐蝕速率vL為0.0511 mm·a-1,約是母材的一半。
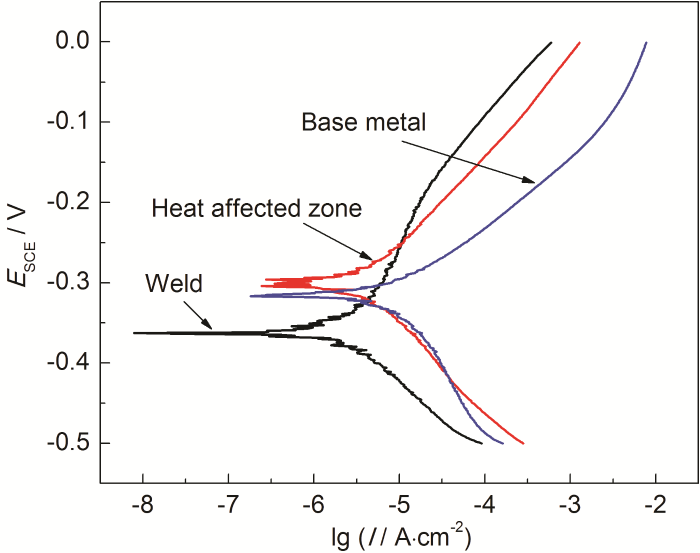
圖5 焊接接頭不同區域動電位極化曲線圖
表2 焊接接頭不同區域的極化曲線參數
2.4 分析與討論
綜合電化學極化曲線和阻抗譜的實驗數據,在3.5%NaCl溶液中,14Cr1MoR鋼焊縫比母材具有更好的耐蝕性。分析認為14Cr1MoR鋼作為低合金高強鋼,合金元素以C、Mn、Si、Cr、Mo為主,合金元素的添加提高強度的同時,對合金的耐蝕性能也產生影響[16,17]。14Cr1MoR鋼焊縫與母材采用等強原則選擇焊材,對比母材與焊材成分發現,所選擇的H307焊條中各元素含量基本在母材范圍內,其中Si含量偏低,Mn含量偏高,Si-Mn聯合脫氧凈化焊縫的同時保證焊縫的強韌性;Cr、Mo對提高合金的耐蝕性具有一定作用;焊條中C含量偏低且在焊接電弧作用下會發生部分燒損,使得焊縫比母材具有更低的含碳量和相對簡單的相組成 (鐵素體和貝氏體),富碳的第二相含量較少,提高了鋼的組織均勻性[18,19];相比而言,母材和熱影響區組織更復雜,增大了腐蝕微電池陰陽極的電位差,增大了腐蝕速度,因而14Cr1MoR鋼焊縫比母材具有更好的耐蝕性。
3 結論
(1) 14Cr1MoR鋼焊接接頭組織為典型的易淬火鋼組織,組織類型多且分布不均勻。
(2) 與焊縫區相比,14Cr1MoR鋼母材的耐蝕性較差,短期腐蝕變化明顯,長期浸泡產生的腐蝕產物疏松多孔易剝落,對基材沒有保護作用。
(3) 14Cr1MoR鋼母材的腐蝕速率大于焊縫區,是焊縫腐蝕速率的兩倍,焊縫碳含量的降低是其耐蝕性能高于母材的主要原因。
參考文獻
1 Wang S H, Xue W. Study on the properties of domestic 14Cr1MoR steel [J]. Heat Treat. Met., 2004, 29(4): 35
1 王順花, 薛巍. 國產14Cr1MoR鋼板的性能研究 [J]. 金屬熱處理, 2004, 29(4): 35
2 Ren A M, Feng Z G, Li J Y. Study on welding process of 14Cr1MoR steel for hydrogen contact equipment [J]. Hot Working Technol., 2018, 47(15): 242
2 任愛梅, 馮振國, 歷金雁. 臨氫設備用14Cr1MoR鋼的焊接工藝研究 [J]. 熱加工工藝, 2018, 47(15): 242
3 Wang W L, Dang S X, Wang Y J. The welding of homemade 14Cr1MoR steel [J]. Electr. Weld. Mach., 2002, 32(7): 32
3 王文利, 黨曙昕, 王迎君. 國產14Cr1MoR鋼的焊接 [J]. 電焊機, 2002, 32(7): 32
4 Liu D X, Fu R L. Welding procedure analysis for submerged arc welding cracking of 14Cr1MoR plate [J]. Sulphur Phosphorus Bulk Mater. Handl. Relat. Eng., 2017, (6): 42
4 劉東旭, 傅瑞麗. 14Cr1MoR中厚板埋弧焊接裂紋的焊接工藝分析 [J]. 硫磷設計與粉體工程, 2017, (6): 42
5 Fu L Q, Liu X L, Fan H M. Research and development of 14Cr 1MoR steel plate [J]. Jiangxi Metall., 2010, 30(1): 1
5 扶利群, 劉小林, 范紅梅. 14Cr 1MoR鋼板的研制開發 [J]. 江西冶金, 2010, 30(1): 1
6 Li Y B, Niu H X, Wu Y Y, et al. Study and development of large thickness 14Cr1MoR steel plate for ammonia converter [J]. Wide Heavy Plate, 2016, 22(6): 19
6 李樣兵, 牛紅星, 吳艷陽等. 氨合成塔用大厚度14Cr1MoR鋼板的研制開發 [J]. 寬厚板, 2016, 22(6): 19
7 Han Y M. Introduction of characteristics in design of large coke drum [J]. Process Equip. Piping, 2014, 51(1): 40
7 韓玉梅. 大型焦炭塔設計特點介紹 [J]. 化工設備與管道, 2014, 51(1): 40
8 Zhao X J. Corrosion analysis and anticorrosion measures of 14Cr1MoR coke tower [J]. Corros. Prot. Petrochem. Ind., 2017, 34(3): 17
8 趙新建. 14Cr1MoR焦炭塔腐蝕分析和防護措施 [J]. 石油化工腐蝕與防護, 2017, 34(3): 17
9 Xu J, Zhong M Y, Guo S X, et al. Characteristics of hydrogen damages for hydrogenation reactor wall-materials [J]. J. Chin. Soc. Corros. Prot., 2003, 23: 149
9 徐堅, 鐘曼英, 郭世行等. 加氫反應器壁材料的氫損傷特性 [J]. 中國腐蝕與防護學報, 2003, 23: 149
10 He G X, Men X Z, Huang J. Effect of heat treatment process on structure and properties of 14Cr1MoR steel plate [J]. Spec. Steel Technol., 2017, 23(2): 10
10 何廣霞, 孟憲震, 黃軍. 熱處理工藝對14Cr1MoR鋼板組織和性能的影響 [J]. 特鋼技術, 2017, 23(2): 10
11 Jiang L, Guo X C, Li J J, et al. Welding of stainless clad steel plate 14Cr1MoR+347H [J]. Petro-Chem. Equip., 2009, 38(3): 70
11 姜莉, 郭曉春, 李娟娟等. 14Cr1MoR+347H不銹鋼復合板焊接 [J]. 石油化工設備, 2009, 38(3): 70
12 Jian L P, Liu L B, Zhang J M, et al. Effect of rolling and heat treatment on properties and microstructure of 304-14Cr1MoR composite steel plate [J]. Met. Mater. Metall. Eng., 2019, 47(1): 15
12 簡樂平, 劉立彪, 張計謀等. 軋制及熱處理對304-14Cr1MoR復合板性能和組織的影響 [J]. 金屬材料與冶金工程, 2019, 47(1): 15
13 Wang Q Z, Li Q G, Yue Z H, et al. Study on corrosion of 904L (SA240 N08904) explosive-clad plate [J]. Dev. Appl. Mater., 2017, 32(5): 53
13 王全柱, 李啟耕, 岳宗洪等. 904L (N08904) 不銹鋼復合板腐蝕性能研究 [J]. 材料開發與應用, 2017, 32(5): 53
14 Sui G Z, Mo Y Q, Sun L, et al. Failure Analysis of 14Cr1MoR steel in high temperature sulfur environment [J]. Corros. Prot., 2019, 40: 215
14 隨廣洲, 莫燁強, 孫亮等. 14Cr1MoR鋼在高溫硫環境中的失效行為 [J]. 腐蝕與防護, 2019, 40: 215
15 Zhou J S, Hei P H, Qin J, et al. Analysis of heat treatment on pitting resistance of 14Cr1MoR+904L steel [J]. Dev. Appl. Mater., 2016, 31(2): 49
15 周杰士, 黑鵬輝, 秦建等. 熱處理制度對14Cr1MoR+904L耐點蝕性能的分析 [J]. 材料開發與應用, 2016, 31(2): 49
16 Sun Y W, Zhong Y P, Wang L S, et al. Corrosion behavior of low-alloy high strength steels in a simulated common SO2-containing atmosphere [J]. J. Chin. Soc. Corros. Prot., 2019, 39: 274
16 孫永偉, 鐘玉平, 王靈水等. 低合金高強度鋼的耐模擬工業大氣腐蝕行為研究 [J]. 中國腐蝕與防護學報, 2019, 39: 274
17 Han W, Wang J, Wang Z Y, et al. Study on atmospheric corrosion of low alloy steels [J]. J. Chin. Soc. Corros. Prot., 2004, 24: 147
17 韓薇, 汪俊, 王振堯等. 碳鋼與低合金鋼耐大氣腐蝕規律研究 [J]. 中國腐蝕與防護學報, 2004, 24: 147
18 Garcia C I, Lis A K, Pytel S M, et al. Ultra-low carbon bainitic steel plate steels: processing, microstructure and properties [J]. Trans. Iron .Steel Soc. AI ME, 1992, 13: 103
19 Li S P, Guo J, Yang S W, et al. Effect of carbon content and microstructure on the corrosion resistance of low alloy steels [J]. J. Univ. Sci. Technol. Beijing, 2008, 30: 16
19 李少坡, 郭佳, 楊善武等. 碳含量和組織類型對低合金鋼耐蝕性的影響 [J]. 北京科技大學學報, 2008, 30: 16
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”