
余熱熱處理方法
2020-09-02 17:33:39
作者:金榮植 來(lái)源:熱處理生態(tài)圈
分享至:


充分利用鑄、鍛(軋)工序的余熱進(jìn)行熱處理,節(jié)省重新奧氏體化時(shí)所需的高額熱量,對(duì)大批量生產(chǎn)的標(biāo)準(zhǔn)件、汽車零件、工具等,節(jié)能效果是十分巨大的。
常用鍛造余熱熱處理有余熱等溫退火、余熱正火、余熱淬火及余熱調(diào)質(zhì)等,為了保證鍛造余熱熱處理質(zhì)量,需要嚴(yán)格控制鍛件的始鍛和終鍛溫度及終冷過程控制。在生產(chǎn)中采用鍛造余熱熱處理能夠使毛坯熱處理能耗降低50%~70%。
1.鍛造余熱淬火
應(yīng)用實(shí)例:42CrMo鋼重載汽車平衡軸鍛造余熱淬火
斯太爾重型汽車用平衡軸,材料為42CrMo鋼,要求調(diào)質(zhì)處理后:硬度27~34HRC,表面與心部的金相組織分別為1~2級(jí)和1~5級(jí),距離表面15mm處抗拉強(qiáng)度為900~1050MPa。
(1)原工藝流程
下料→中頻加熱→滾鍛→成型→切邊→熱校正→調(diào)質(zhì)→噴丸→探傷→噴漆。
原調(diào)質(zhì)工藝為:(850±30)℃×2.5~3h加熱淬火,水冷至150~200℃提出液面;(600±10)℃×3.5~4h回火。平衡軸經(jīng)原工藝處理后問題較多,且產(chǎn)量低,成本較高。
(2)新的工藝流程
下料→中頻加熱→滾鍛→成型→切邊→熱校正→余熱淬火→抽檢硬度→回火→100%硬度檢查→金相與力學(xué)性能檢查→噴丸→100%探傷→噴漆。
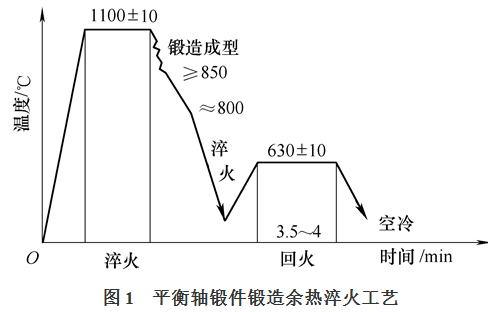
(3)平衡軸鍛造余熱淬火工藝
鍛坯在1100℃加熱后,進(jìn)行鍛造處理,將鍛造成形后至淬火冷卻的轉(zhuǎn)移時(shí)間控制在40s以內(nèi),用紅外測(cè)溫儀測(cè)量工件入淬火液(即質(zhì)量分?jǐn)?shù)為10%的PAG-Ⅰ型淬火冷卻介質(zhì))淬火前的溫度為800~820℃;控制淬火液溫在≤45℃,工件入淬火液后1min內(nèi)采用大的攪拌烈度,然后緩慢攪拌,大約6~8min后將工件提出淬火液面入爐回火。平衡軸鍛件鍛造余熱淬火工藝見圖1。
(4)應(yīng)用效果
平衡軸鍛熱淬火與常規(guī)熱處理對(duì)比,不僅顯著提高了產(chǎn)品的熱處理質(zhì)量和使用性能,生產(chǎn)效率提高了50%以上,而且每件成本降低15元,全年共節(jié)約70萬(wàn)元以上。
2.鍛造余熱正火
利用鍛造余熱,通過合理控制冷卻速度等工藝參數(shù),對(duì)鍛件進(jìn)行正火處理,可以獲得顯著的節(jié)能效果。
應(yīng)用實(shí)例:對(duì)低碳合金鋼,如15Cr、20Cr、20CrMnB,終鍛后,以一定的速度冷卻到500~600℃,立即加熱到Ac3以上,進(jìn)行正火處理,其工藝如圖2所示。各種鋼的鍛造預(yù)熱正火溫度如表1所示。

表1 低碳合金鋼鍛造余熱正火溫度

3.鍛造余熱調(diào)質(zhì)工藝
采用鍛造余熱調(diào)質(zhì)工藝進(jìn)行生產(chǎn),不僅可以獲得顯著的節(jié)能效果,而且還可以提高產(chǎn)品的力學(xué)性能,減少工序環(huán)節(jié),縮短生產(chǎn)周期,因而得到廣泛應(yīng)用。
應(yīng)用實(shí)例:重慶歇馬機(jī)械曲軸有限公司在摩托車發(fā)動(dòng)機(jī)曲柄生產(chǎn)中采用鍛造余熱調(diào)質(zhì)工藝,取得顯著效果。將45和40Cr圓鋼經(jīng)中頻感應(yīng)加熱鍛造成形后進(jìn)行余熱恒溫調(diào)質(zhì)處理,其熱處理工藝如圖3所示,精鍛后部件外形尺寸為φ115.7mm(大端外徑)/φ22.3mm(小端外徑)×148.5mm(長(zhǎng)度)。
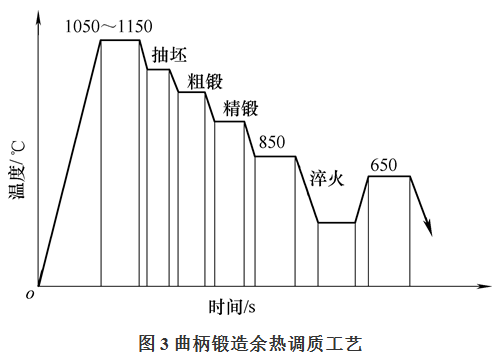
根據(jù)不同材料、零件的幾何形狀,采用新型自動(dòng)化恒溫設(shè)備,可對(duì)終鍛后的工件立即進(jìn)行短時(shí)850℃恒溫處理,通過精確控制爐溫,保證工件溫度均勻,采用濃度約為10%(質(zhì)量分?jǐn)?shù))的KR7280水溶性淬火冷卻介質(zhì)。為了與鍛后余熱調(diào)質(zhì)工件的組織與性能進(jìn)行對(duì)比,將精鍛后的工件空冷至室溫,然后用箱式爐加熱奧氏體化后重復(fù)上述淬火、回火過程,即常規(guī)調(diào)質(zhì)處理。
節(jié)能效果:①45和40Cr鋼曲柄經(jīng)鍛造余熱調(diào)質(zhì)處理能夠顯著提高淬透性,組織和硬度分布均勻,力學(xué)性能優(yōu)于常規(guī)調(diào)質(zhì)后的工件;②常規(guī)調(diào)質(zhì)工件平均耗電量為0.5kW·h/kg,而鍛造余熱調(diào)質(zhì)工件平均耗電量只有0.3kW·h/kg,節(jié)能40%左右。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 余熱, 熱處理, 高額熱量, 標(biāo)準(zhǔn)件, 節(jié)能效果
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):7130

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):5741