
單相流條件下90°水平彎管沖刷腐蝕行為研究
2020-05-19 15:28:18
作者:胡宗武,劉建國,邢蕊,尹法波 來源:中國腐蝕與防護學報
分享至:


摘要
通過自行設計的管流式實驗裝置,采用失重測量、表面分析等方法,研究了單相流條件下90°水平彎管不同部位的沖刷腐蝕行為。結果表明:單相流條件下,90°水平彎管不同部位的沖刷腐蝕速率主要集中在2.11~3.29 mm/a,彎管的內側及出口處的外側沖刷腐蝕比較嚴重。流動條件下的沖刷腐蝕速率遠遠大于靜止條件下的純腐蝕速率,機械沖刷對腐蝕過程起到促進作用,介質流動是引起沖刷腐蝕速率大大增加的主要原因。試樣表面存在面積較大的沖刷腐蝕坑點和溝槽,溝槽具有明顯的方向性,溝槽的方向與局部流體流動的方向一致。
關鍵詞: 單相流 ; 90°水平彎管 ; 沖刷腐蝕 ; 交互作用 ; 腐蝕形貌
在流動條件下,金屬表面與腐蝕介質之間存在相對運動,引起金屬腐蝕速率加劇,這種腐蝕過程稱為沖刷腐蝕[1]。在液/固兩相流條件下,沖刷腐蝕更為嚴重,單相腐蝕介質在流動條件下,也會引起腐蝕速率的增大[2,3,4],特別是暴露在運動流體中的機械設備,如彎管、三通、閥門等都會遭受嚴重的沖刷腐蝕,使設備壁厚迅速減薄[5,6,7],使用壽命大大縮短,甚至會產生嚴重的安全事故,造成重大的人員傷亡與經濟損失。
沖刷腐蝕是一個復雜的過程,受到諸多因素的影響[8,9,10]。國內外學者對金屬沖刷腐蝕的研究做了大量工作,大多數研究者采用數值模擬的方法研究流動介質對金屬的機械沖刷過程[11,12,13,14],以揭示流體流動特性對沖刷腐蝕過程的影響,但無法對沖刷腐蝕過程建立數學模型進行數值模擬研究,無法揭示機械沖刷與電化學腐蝕交互作用的機理。曾莉[15]采用CFD數值模擬的方法研究90°彎管段的流動特性,結果表明:彎管內側流速和剪切力較大,彎管外側流速和剪切力較小。杜強等[16]通過對液/固兩相流條件下90°彎管沖蝕進行數值模擬認為:彎管外側沖刷腐蝕最為嚴重,出口直管段的沖刷腐蝕次之。也有一些研究者通過實驗研究了沖刷腐蝕過程[17,18,19,20],對電化學腐蝕與流體動力學之間的交互作用有了一定的認識[21,22]。本課題組[23]量化了液/固兩相流條件下90°水平彎管不同部位的純腐蝕速率、純沖刷速率、沖刷對腐蝕速率的改變量和腐蝕對沖刷速率的改變量,結果表明:機械沖刷在沖刷腐蝕過程中起到主導作用,電化學腐蝕也發(fā)揮著重要作用。Zeng等[24]通過實驗和數值模擬的方法研究了液/固兩相流條件下90°彎管的沖刷腐蝕行為,結果表明:彎管不同部位的沖刷腐蝕速率不同,沖刷腐蝕速率與介質流動特性、沙粒的濃度分布相一致。目前,國內外對沖刷腐蝕過程的研究取得了一些成果,但對彎管不同部位的沖刷腐蝕行為認識有限,對彎管沖刷腐蝕過程的實驗研究很少,因此,有必要對單相流條件下彎管處沖刷腐蝕進行深入研究。
本文通過自行設計的管流式實驗裝置,采用失重法和表面分析等手段,研究了單相流條件下90°水平彎管不同部位的沖刷腐蝕行為,旨在表征90°水平彎管不同部位的沖刷腐蝕特征,揭示彎管處沖刷腐蝕破壞的機理。本研究有望為沖刷腐蝕環(huán)境下管道腐蝕防護工作提供指導,這對保證油氣管道的安全生產具有重要意義。
1 實驗方法
1.1 實驗裝置
圖1為自行設計的管流式沖刷腐蝕實驗裝置示意圖。實驗裝置主要由水箱、離心砂泵、變頻器、電磁流量計、含砂取樣裝置、冷卻系統(tǒng)、閥門、溫度計、壓力表和管道等設備構成[23]。水箱的容量為270 L,內裝有冷卻盤管,用于控制溶液的溫度;管道直徑為50 mm。
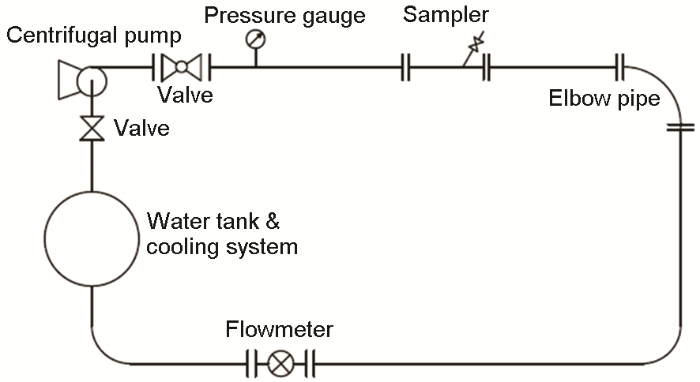
圖1 管流式實驗裝置示意圖
圖2為一種自行設計的可拆卸式90°測試彎管。測試彎管的曲率半徑是直徑的1.5倍,包括內側部分和外側部分兩部分,測試彎管內壁設有42個凹槽,凹槽的直徑為11 mm,中心深度為3 mm。凹槽用于安裝腐蝕試樣,實現對彎管不同部位沖刷腐蝕的測試。試樣的規(guī)格尺寸與凹槽的尺寸相匹配,保證涂封試樣后試樣表面與彎管內表面平齊,不影響彎管不同部位局部介質流動狀態(tài)。

圖2 測試彎管剖視圖
為了方便分析,對測試彎管上42個試樣進行編號,圖3為90°水平彎管上角度及編號的示意圖。12代表位于軸向角θ=0°、環(huán)向角φ=90°處的試樣。44代表位于軸向角θ=45°、環(huán)向角φ=225°處的試樣。
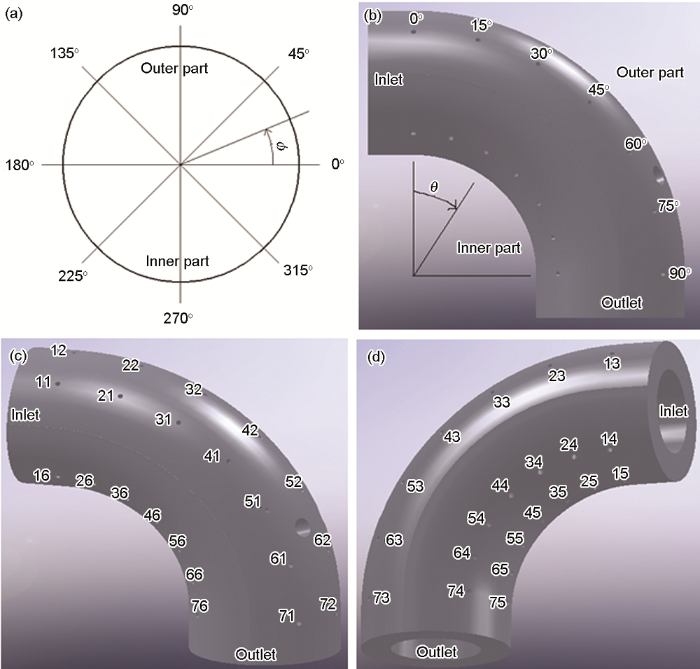
圖3 彎管角度及試樣編號示意圖
1.2 實驗條件
實驗介質為3.5% (質量分數) NaCl溶液,用去離子水和分析純的NaCl配置而成;溫度為25 ℃;壓力為常壓;介質流速為2.5 m/s;沖刷腐蝕時間為36 h;實驗重復3次,每次實驗結束后,更換實驗溶液;采用精度為0.1 mg的電子天平測量試樣在實驗前、后的重量。
試樣材料為20#碳鋼,其化學成分 (質量分數,%) 為:C 0.19,Si 0.28,Mn 0.52,Cr 0.25,Ni 0.3,Cu 0.25,P 0.035,S 0.035,Fe余量。通過線切割技術將其加工成尺寸規(guī)格為7 mm×7 mm×3 mm的試樣,工作面的面積約為0.49 cm2,試樣背面有編號。實驗前先將試樣的工作面依次經200#,400#,600#,800#和1000#水砂紙打磨,然后依次用丙酮除油、無水乙醇脫水,最后放在真空干燥器至少干燥24 h,待用[23]。
1.3 實驗過程
純腐蝕實驗在靜態(tài)條件下進行。實驗前,用快速固化膠將試樣的一個面粘在燒杯底部,保證其它5個面浸泡在3.5%NaCl溶液中。實驗時,將燒杯放置在恒溫水浴中,保證溶液溫度為25 ℃。根據腐蝕前、后試樣的質量計算試樣的腐蝕速率,取3個試樣的平均值作為純腐蝕速率。
沖刷腐蝕實驗前,采用電子天平測量試樣的重量,用游標卡尺測量試樣的尺寸,做好數據記錄。用硅膠將42個試樣逐一涂封在彎管的凹槽內 (如圖4所示),保證試樣表面與彎管內表面平齊,將彎管的內側部分和外側部分組裝起來,最后將彎管放置至少24 h,保證硅膠充分固化。實驗結束后,清除試樣表面的硅膠及雜物,用清洗液 (由500 mL HCl+3.5 g六次甲基四胺+500 mL去離子水配制而成) 清除試樣表面的腐蝕產物。同時,放置3個空白對比試樣,清洗時間約為10 min。用去離子水反復清洗試樣,保證清洗掉試樣表面的清洗液,然后用定性濾紙吸干,放入無水乙醇中脫水3~5 min,再用酒精脫水,最后放置于真空干燥器中干燥至少24 h。待試樣干燥后,逐一稱量實驗后試樣的質量以及空白對比試樣的質量;選取彎管典型位置的試樣,使用體式顯微鏡觀察試樣在清除腐蝕產物前、后的宏觀形貌;使用Zeiss Axio Imager A2m型3D共聚焦顯微鏡觀察試樣的3D腐蝕形貌,并測量試樣表面的最大溝槽深度。

圖4 封裝試樣后的測試彎管實物圖
2 結果與討論
2.1 純腐蝕速率
靜止條件下,90°水平彎管不同部位只受到腐蝕介質的電化學腐蝕作用,不受機械沖刷的作用,因此,90°水平彎管不同部位的腐蝕速率相同。根據靜態(tài)實驗的失重量計算的純腐蝕速率為0.24 mm/a,純腐蝕速率很小。
2.2 沖刷腐蝕速率
圖5為90°水平彎管不同部位的沖刷腐蝕速率。可知,90°水平彎管不同部位的沖刷腐蝕速率不同,主要集中在2.11~3.29 mm/a之間,沖刷腐蝕比較嚴重的區(qū)域出現在彎管的內側及出口處的外側。研究人員[15,25]認為,90°彎管內側流速和剪切力較大,彎管外側流速和剪切力較小。Liu等[21]研究認為,在彎管出口處,由于彎管幾何形狀的影響,形成了二次流[26],出口處外側的流速增大,沖蝕較為嚴重。因此,90°水平彎管不同部位的流動特性不同,介質對不同部位試樣表面的沖刷剪切作用也不同,造成彎管不同部位沖刷腐蝕速率的差異。90°水平彎管內側介質流速較大,試樣表面受到介質的沖刷剪切作用較強,沖刷腐蝕速率較大。在90°水平彎管的出口處,由于二次流的影響,導致出口處彎管外側部分的沖刷作用增強,沖刷腐蝕速率增大。
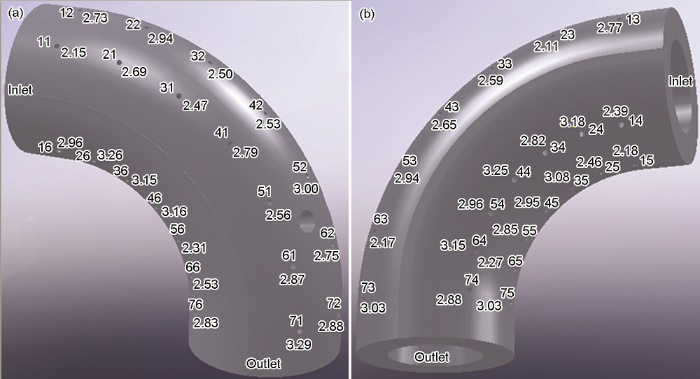
圖5 彎管不同部位的沖刷腐蝕速率
90°水平彎管不同部位的沖刷腐蝕速率均遠遠大于靜止條件下的純腐蝕速率,這是由于流動條件下流體對試樣表面有一定的機械沖刷作用,使得金屬表面的腐蝕產物不斷地脫落,新的金屬基體裸露在腐蝕介質中,引起金屬不斷地溶解,金屬表面出現許多凹凸不平的腐蝕坑點,增加了金屬與腐蝕介質之間的接觸面積,從而促進腐蝕過程的進行。同時,介質的流動提高了氧擴散系數和電荷轉移速度,去極化過程促進了電化學腐蝕的陰極、陽極反應,加快了腐蝕過程[23],從而導致流動條件下的沖刷腐蝕速率大大增加。因此,單相流條件下,介質流動是引起水平彎管不同部位沖刷腐蝕速率大大增加的主要原因,這為今后進一步研究液/固兩相流或多相流環(huán)境下沖刷腐蝕的機理提供了理論指導。
2.3 表面分析
2.3.1 宏觀腐蝕形貌
圖6為水平彎管外側中部和內側中部 (環(huán)向角φ=90°和270°方向) 清除腐蝕產物前試樣表面的沖刷腐蝕形貌。可知,清除腐蝕產物前試樣表面覆蓋著一層黃褐色及黑色的腐蝕產物,試樣表面存在明顯的沖刷腐蝕痕跡,局部基體出現片狀脫落,形成了沖刷腐蝕坑點和溝槽。試樣表面的沖刷腐蝕溝槽具有明顯的方向性,這是由于溶液的流動腐蝕造成的,該結果與曹學文等[17]的研究結果一致。
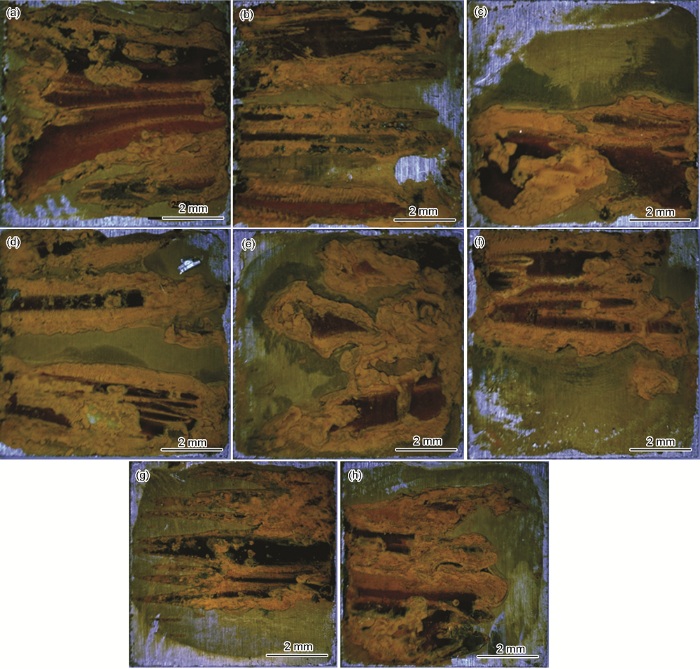
圖6 環(huán)向角φ=90°與φ=270°方向清除腐蝕產物前不同試樣表面的沖刷腐蝕形貌
水平彎管不同部位試樣表面溝槽的大小和深度存在差異,不同部位的沖刷腐蝕程度存在差異。以位于水平彎管內側中部的試樣35和位于水平彎管外側中部的試樣32為例,試樣35的沖刷腐蝕面積明顯大于試樣32的,試樣35的沖刷腐蝕比試樣32的更為嚴重,這是由于流體通過試樣35表面時的流速大于通過試樣32表面時的流速,因此流動介質對試樣35表面的機械沖刷作用大于對試樣32表面的,導致試樣35的沖刷腐蝕速率大于試樣32的,這與失重測試的結果相一致。
圖7為水平彎管外側中部和內側中部 (環(huán)向角φ=90°和270°方向) 清除腐蝕產物后試樣表面的沖刷腐蝕形貌。可知,清除腐蝕產物后,試樣表面的沖刷腐蝕非常嚴重,局部金屬基體出現大面積的片狀腐蝕脫落,形成了面積較大的沖刷腐蝕坑點和溝槽,溝槽具有明顯的方向性,溝槽的方向與彎管局部區(qū)域介質的流動方向一致。在腐蝕介質的作用下,試樣表面出現腐蝕坑點。由于溶液的流動,增強了溶液對水平彎管不同部位的機械沖刷作用,機械沖刷與電化學腐蝕之間產生交互作用,使試樣表面腐蝕坑點的面積不斷增大,深度不斷加深,局部金屬基體脫落,相鄰的腐蝕坑點之間相互連通,沿著流體流動的方向形成了溝槽,進一步加速了金屬基體的溶解,從而形成了面積較大的沖刷腐蝕坑點和溝槽。水平彎管不同部位試樣的沖刷腐蝕形貌存在差異,這是由于水平彎管不同部位流體的流動特征不同造成。
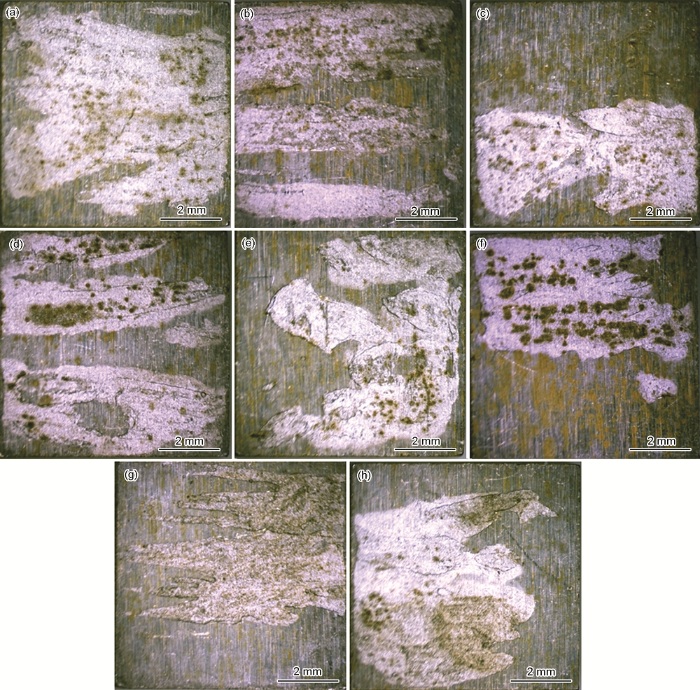
圖7 環(huán)向角φ=90°與φ=270°方向清除腐蝕產物后不同試樣表面的沖刷腐蝕形貌
2.3.2 3D腐蝕形貌
圖8為除去試樣表面的腐蝕產物后,采用共聚焦顯微鏡觀察的典型試樣的2D及3D沖刷腐蝕形貌。可知,試樣21表面的最大溝槽深度為67.0 μm,試樣74表面的最大溝槽深度為98.4 μm。單相流條件下,試樣表面的沖刷腐蝕形貌主要以坑點和溝槽為主,沖刷腐蝕坑點和溝槽的形狀不規(guī)則,深度較小,邊緣呈垂直狀,底部呈凹凸不平狀。取3次實驗試樣表面最大坑深的平均值作為該試樣的最大坑深,得到90°水平彎管不同部位最大坑深的范圍為34.6~109.1 μm,不同部位試樣表面的最大坑深值不同,因為彎管不同局部區(qū)域流體的沖刷角度不同,對彎管不同區(qū)域試樣表面的沖刷與撞擊作用也不同,這與失重測試的結果相一致。
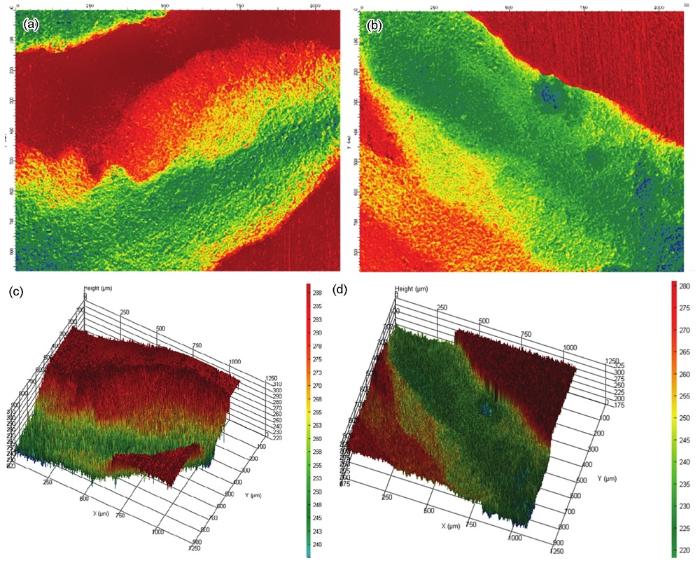
圖8 水平彎管上典型試樣的2D及3D沖刷腐蝕形貌
3 結論
(1) 靜止條件下,90°水平彎管不同部位腐蝕速率相同,且純腐蝕速率很小。
(2) 90°水平彎管不同部位的沖刷腐蝕速率不同,主要集中在2.11~3.29 mm/a,90°水平彎管的內側及出口處的外側沖刷腐蝕比較嚴重。
(3) 沖刷腐蝕速率遠遠大于靜止條件下的純腐蝕速率,由于流動條件下流體對試樣表面有一定的機械沖刷作用,對腐蝕過程起到促進作用。單相流條件下,介質流動是引起水平彎管不同部位沖刷腐蝕速率大大增加的主要原因。
(4) 單相流條件下彎管不同部位的流動特性不同,沖刷腐蝕形貌也存在差異。彎管不同部位的沖刷腐蝕形態(tài)主要以坑點和溝槽為主,溝槽具有明顯的方向性。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創(chuàng)作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741