
漲圈松孔鍍鉻工藝研究
2016-12-22 10:09:04
作者:徐曉麟 來源:腐蝕與防護
分享至:


松孔鍍鉻工藝簡介
松孔鍍鉻是耐磨鍍鉻的一種特殊形式,該項技術是在已鍍過鉻的零件表面,通過電化學陽極腐蝕原理,在電解液中進行短時間的陽極處理,致使零件表面原有鉻層形成網狀溝紋或點狀孔隙。漲圈松孔鍍鉻既可以保存足夠的潤滑油,又可以使摩擦條件得到改善,達到減少金屬接觸面間摩擦和提高漲圈耐磨性目的。
不銹鋼封嚴漲圈松孔鍍鉻很有難度
航空產品封嚴漲圈,采用3Cr13不銹鋼材料,漲圈開口為斜角45°開口,該漲圈弧形外徑上鍍厚鉻并松孔,可以大大提高其耐磨性,不銹鋼封嚴漲圈松孔鍍鉻示意圖,見圖1。
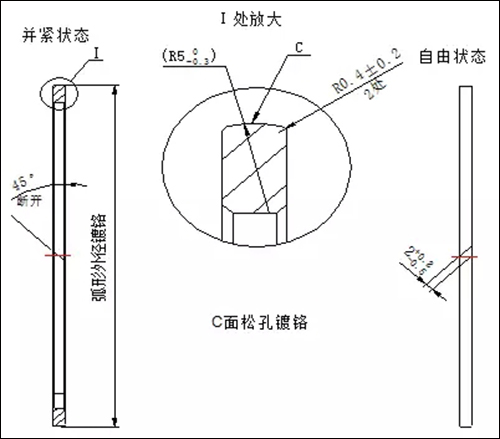
圖1 漲圈松孔鍍鉻情況說明圖
不銹鋼材料因鉻含量較高,給鍍鉻帶來很大的難度,且鉻層和零件基體表面結合力差,鍍厚鉻(0.25mm~0.35mm)更難以滿足結合力要求。漲圈的弧形外徑松孔鍍厚鉻技術國內仍處于空白,使得漲圈鍍后磨削和使用對鉻層結合力要求更高,只有工藝方法和工裝裝夾上創新實現新突破才能滿足生產實際需求。
斜角開口漲圈弧形外徑松孔鍍鉻技術工藝研究
1 不銹鋼漲圈松孔鍍鉻前處理方式選擇
不銹鋼漲圈采用3Cr13不銹鋼材料,含鉻量高,導致鍍鉻后鉻層與零件基體表面結合力差并且鉻層容易起皮。鍍鉻后結合力好壞主要由鍍前處理方式決定,本文分別采用腐蝕鍍鎳、氫氟酸活化和水吹砂3種前處理方式對3Cr13不銹鋼試件進行鍍鉻實驗,鍍鉻槽液參數如下:
CrO3 :200g/L~260g/L;
H2SO4:1~5g/L:
Cr3+:2~5g/L;
溫度:50℃~70℃;
電流密度:4~5A/dm2;
時間:2h~3h;
注:零件帶電下槽,階梯給電。
實驗從鉻層結合力、結晶狀況、操作方便性和過程穩定性等幾個因素綜合平衡,實驗中對各個考核項目加權賦值,實驗結果見表1。
表1 不銹鋼漲圈鍍鉻前處理實驗結果
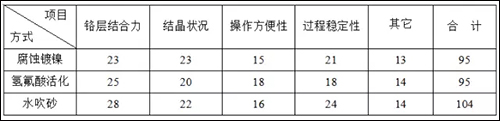
由表1可知,采用氫氟酸活化前處理方式雖然操作方便,但是實驗過程穩定性和鉻層結合力均低于其它兩種方式,綜合衡量所有因素,最終決定采用水吹砂帶電下槽的前處理方式,該方法在起始階梯電流給電的前提下,不僅可以獲得結合力牢固、細致均勻的鍍層,而且操作方便,性能穩定,適合零件的大量生產。
2 不銹鋼漲圈松孔鍍鉻工裝設計
漲圈為弧形外徑鍍鉻,若采用單件裝夾,不僅保護困難,拆裝復雜,而且占用槽體有效面積大,生產效率低,因此決定把多個漲圈串連壓合進行鍍鉻,這樣不僅保護方便,提高效率,而且壓合的漲圈互為保護陰極,可有效控制漲圈弧面鉻層生長速度,進而得到均勻、結合力良好的鍍鉻層。
根據漲圈閉合狀態時的內徑尺寸φ,設計一個外徑為φ的堅固芯軸,漲圈可在自由狀態下輕松套入。以漲圈鍍前閉合狀態的外徑尺寸為內徑設計一個可以適度開合的壓緊套,其閉合的內徑尺寸等于漲圈閉合狀態的外徑尺寸。旋緊緊固螺栓,套在芯軸上的多個漲圈開口會被壓緊套壓合。在多個漲圈被串連壓緊、開口閉合套在芯軸上的情況下,在芯軸兩端加上與漲圈閉合狀態內、外徑尺寸相近(內、外徑都有余量)的高度不等的墊圈,通過壓蓋和螺紋鎖緊裝置將多個漲圈端面方向壓緊,保證在壓緊套拆除的情況下漲圈開口保持閉合。為了提高生產效率,要求整套工裝安裝漲圈的數量在20~100之間自由裝夾。松孔工裝與鍍鉻工裝基本一致,只是壓緊套的內徑尺寸采用漲圈鍍鉻磨削后的閉合狀態外徑尺寸。工裝草圖如圖2所示,
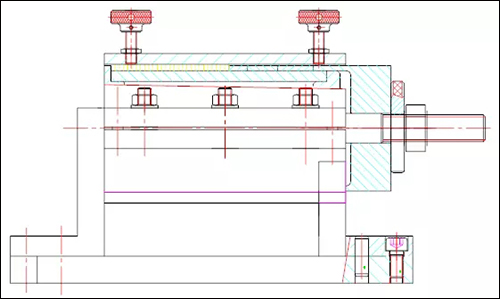
圖2 不銹鋼漲圈松孔鍍鉻工裝設計圖
鉻層生長中因電流尖端效應特別敏感,致使鍍鉻分散能力差,所以漲圈鍍鉻時需將開口壓緊或填塞,減少電流尖端效應的影響,保證電流二次分布均勻。漲圈有45°斜角開口,弧形外徑填塞時不能完全均勻密實,所以采用將漲圈開口壓緊閉合的方式進行鍍鉻,為了避免斜角開口鍍鉻過程中呲氣,鍍鉻時需將漲圈開口沿螺旋線對齊鍍鉻。
3 漲圈弧形外徑松孔鍍鉻工藝流程
綜上所述,采用水吹砂鍍鉻前處理方式,按照上述工裝方式裝夾漲圈,在套有壓緊閉合漲圈的芯軸一端安裝特制的導電銅鉤,用聚乙烯塑料帶纏緊包覆多余的導電部位,對漲圈弧形外徑進行鍍鉻,工藝流程如下:
鍍前驗收→有機溶劑除油→裝夾壓合→水吹砂→水洗清砂→鍍鉻→回收槽洗→流動冷水洗→卸夾→流動冷水洗→流動熱水洗→吹干→除氫→檢驗→機加磨削→松孔前驗收→有機溶劑除油→裝夾壓合→維也納石灰除油→流動冷水洗→松孔→回收槽洗→流動冷水洗→流動熱水洗→吹干→網紋檢驗→最終檢驗。

圖3 松孔鍍鉻合格后的航空產品封嚴漲圈
為了保證漲圈松孔合格率,在鍍鉻過程中電流密度取常規的下限,以便獲得細致均勻的鍍層。
結果與討論
常規的漲圈都是端面松孔鍍鉻,直接把漲圈單件放在顯微鏡下觀察松孔網紋,但航空產品封嚴漲圈是弧形外徑松孔鍍鉻,單件檢查時無法獲得穩定、清晰的觀察效果,松孔后不卸夾,零件直接帶夾具整體通過顯微鏡檢測,通過調整芯軸兩端的高低可以調整觀察角度,再通過串動和旋轉芯軸可以觀測各個漲圈的不同松孔鍍鉻面狀態。采用“工裝夾具和漲圈整體觀察法”,可以觀察到清晰的網紋,提高了檢測效率。
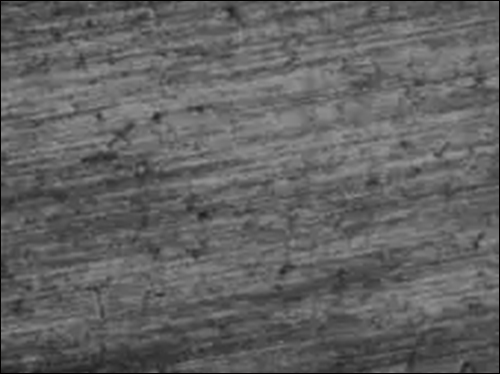
a)漲圈鍍鉻松孔前
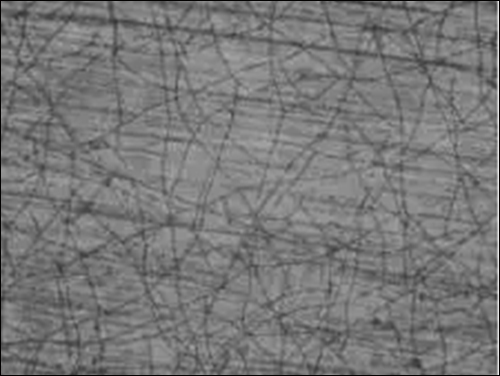
b)漲圈鍍鉻松孔后
圖4 不銹鋼漲圈鍍鉻松孔前后的金相照片
由圖4-b可以看出,漲圈鍍鉻經松孔后,鉻層表面形成清晰的網狀溝紋,溝紋可保存足夠的潤滑油,減少金屬接觸面間摩擦和提高漲圈耐磨性能。
結論
特種形狀漲圈松孔鍍鉻研制過程中,本文在工藝方法和工裝裝夾上實現了突破性的創新,得出了以下結論:
(1)水吹砂前處理方法可以使基體表面微觀粗化、活化鍍面,可以得到結合力良好的鉻層;
(2)多個漲圈串聯壓緊閉合的裝夾方式適合漲圈弧形外徑鍍鉻,斜角開口沿螺旋線對齊消除了多個漲圈串聯互相呲氣的影響,可以得到均勻的鉻層;
(3)“工裝夾具和漲圈整體觀察法”克服了漲圈外徑網紋無法檢測的難題,并且提高了檢測效率。
更多關于材料方面、材料腐蝕控制、材料科普等等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org 責任編輯:王元 《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461