
船用柴油機(jī)曲軸齒輪斷裂失效原因分析
2016-02-22 08:00:00
作者:本網(wǎng)整理 來(lái)源:熱處理生態(tài)圈
分享至:


我公司生產(chǎn)的某型船用柴油機(jī)曲軸齒輪圖樣要求材料牌號(hào)為12CrNi3A GB/T3077-1999,滲碳層深度0.9~1.3mm(工藝滲層深度1.1~1.5mm),滲碳層硬度58~61HRC。
該零件的加工工藝過(guò)程為:原材料進(jìn)廠檢驗(yàn)→下料→鍛造齒坯→齒坯加工→滾齒→齒形幾何精度檢驗(yàn)→滲碳→去碳層→淬火及回火→齒形精加工+磨齒形→清理輪齒、防銹和包裝。僅保留齒面的碳層,因此該齒輪齒面硬度高,心部綜合力學(xué)性能好。該齒輪使用約100h,產(chǎn)生齒輪斷齒事故,斷齒斷口及未斷裂齒宏觀形貌見(jiàn)圖1所示,對(duì)斷齒齒輪進(jìn)行探傷后發(fā)現(xiàn)有些(未斷裂)齒的齒面存在裂紋見(jiàn)圖2所示。針對(duì)齒輪輪齒的斷裂,我們進(jìn)行了以下分析。

圖1 斷齒斷口及未斷裂齒宏觀形貌
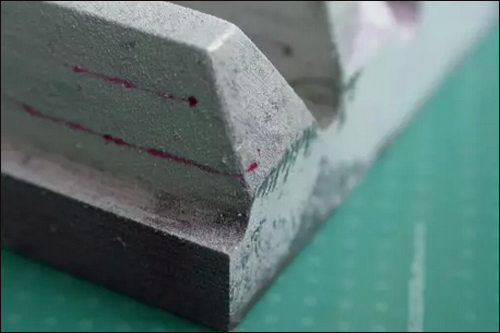
圖2 未斷輪齒齒面著色探傷,可見(jiàn)滲透顯示的位置與分布
1.材料分析原材料為12CrNi3A,具體化學(xué)成分見(jiàn)附表。

2.試驗(yàn)過(guò)程與結(jié)果
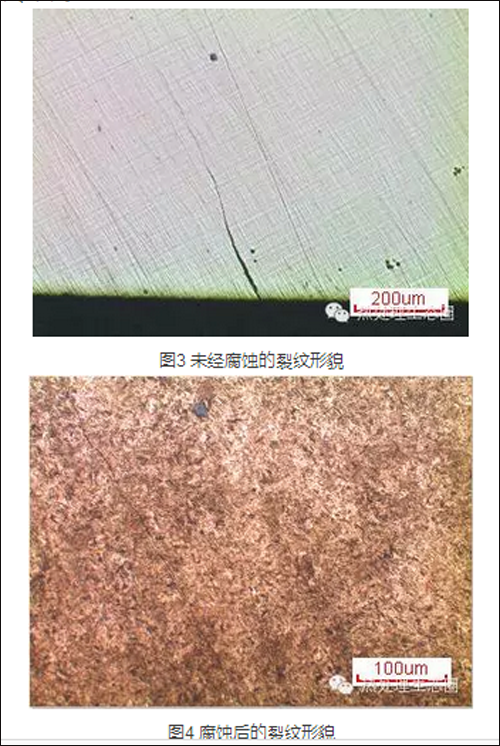
斷口形貌分析:該齒輪3個(gè)相連的齒都從齒面節(jié)圓附近開(kāi)裂,向另一齒面的齒根和齒寬方向擴(kuò)展,最終斷裂,裂紋形貌見(jiàn)圖3、圖4。
可見(jiàn),硬化層深:有裂紋齒面一側(cè)0.73mm,一側(cè)0.75mm;無(wú)裂紋齒面一側(cè)0.78mm,一側(cè)0.81mm。硬度檢測(cè):有裂紋齒面硬度為 56.3HRC、56.7HRC;無(wú)裂紋齒頂硬度為56.5HRC、56.2HRC。硬度及層深均不滿足圖樣要求。
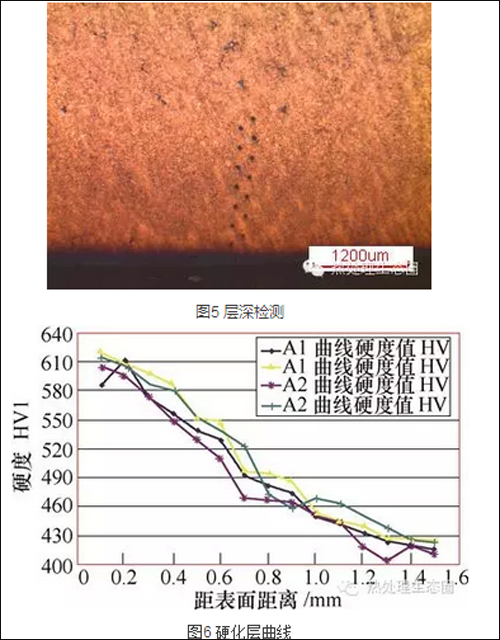
注:A1為有裂紋齒面兩側(cè)硬度曲線;A2為無(wú)裂紋齒面兩側(cè)硬度曲線
3.結(jié)語(yǔ)
由圖可以看出斷面有油污,清理后呈灰色,齒斷于節(jié)圓附近,斷口上可見(jiàn)到明顯的疲勞溝線和疲勞弧線,齒輪的嚙合過(guò)程,節(jié)圓部位主要承受周期性壓應(yīng)力和滾動(dòng)(或滑動(dòng))引起的切應(yīng)力作用,是應(yīng)力比較集中的部位,該部位容易產(chǎn)生疲勞裂紋源。此外,由于滲碳層深度不足,導(dǎo)致零件表面硬度偏低,在高循環(huán)應(yīng)力作用下,疲勞裂紋形成后沿齒寬方向(滲碳層)快速擴(kuò)展,最終在齒上形成淺而長(zhǎng)的疲勞裂紋,導(dǎo)致齒輪斷裂失效。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國(guó)內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國(guó)腐蝕與防護(hù)網(wǎng) http://www.ecorr.org
http://www.ecorr.org
http://www.ecorr.org 責(zé)任編輯:班英飛
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-801
郵箱:ecorr_org@163.com
中國(guó)腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章
無(wú)相關(guān)信息

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8135

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6475