



〔摘要〕采用雙組份白色無毒環氧陶瓷涂料和雙組份環氧煤瀝清冷纏帶對螺旋焊管輸水管道進行內外壁防腐,通過輸水、調蓄沉沙、加壓工程,為華能伊敏電廠和魯能鄂溫克電廠提供滿足發電冷卻水需求。
〔關鍵詞〕輸水管道內外壁防腐;環氧陶瓷涂料;環氧煤瀝清冷纏帶應用
中圖分類號:TV47文章標識碼:A文章編號:1009-0088(2012)05-0087-02
1 基本情況
1.1 工程概況
紅花爾基供水工程,以紅花爾基水利樞紐為源頭,通過69km長的供水管道輸水,調蓄沉沙,加壓工程,為伊敏電廠、魯能鄂溫克電廠提供工業用水,同時也為呼倫貝爾市提供生活備用水源。
1.2 工程任務
本工程位于樞紐下游草原上,主要任務為輸水管線中的螺旋焊管做內、外防腐,內壁防腐使用雙組份白色無毒環氧陶瓷涂料,其型號為GH102型A、B組份,外壁防腐使用雙組份環氧煤瀝清冷纏帶,施工一次防腐鋼管長度為12000mm。
1.3 施工工藝
采用防腐的施工工藝,本次進行防腐的鋼管規格有DN2020×18×12000mm、DN1420×12×12000mm、DN1220×12×12000mm、DN1020×10×12000mm、DN820×10×12000mm、DN720×9×12000mm、DN630×9×12000mm、DN530×9×12000mm等8種規格鋼管及相應規格的各種管件內外防腐。
2 防腐鋼管的生產技術工藝流程
2.1 無毒環氧陶瓷螺旋焊鋼管襯里施工工藝流程圖
無毒環氧陶瓷螺旋焊鋼管襯里施工工藝流程,見圖1。
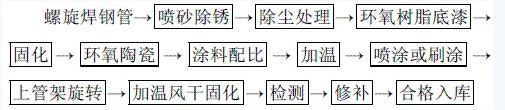
圖1 無毒環氧陶瓷螺旋焊鋼管襯里施工工藝流程
2.2 環氧煤瀝青纏帶鋼管外防腐施工工藝流程
環氧煤瀝青纏帶鋼管外防腐施工工藝流程見圖2。
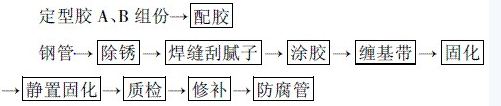
圖2 環氧煤瀝青纏帶鋼管外防腐施工工藝流程
3 防腐鋼管的主要技術性能指標
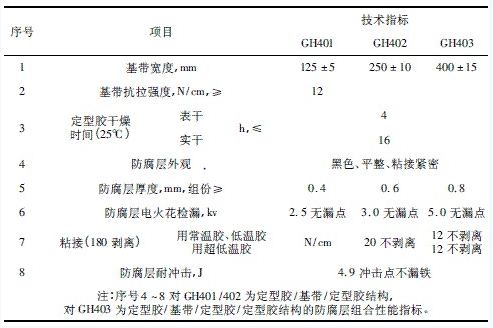
根據招標文件和設計要求,防腐管制造采用《環氧煤瀝青冷纏帶技術標準》和《環氧陶瓷涂料技術標準》檢查及驗收。其主要性能指標要求,見表1,表2。
表1 環氧陶瓷涂料性能指標
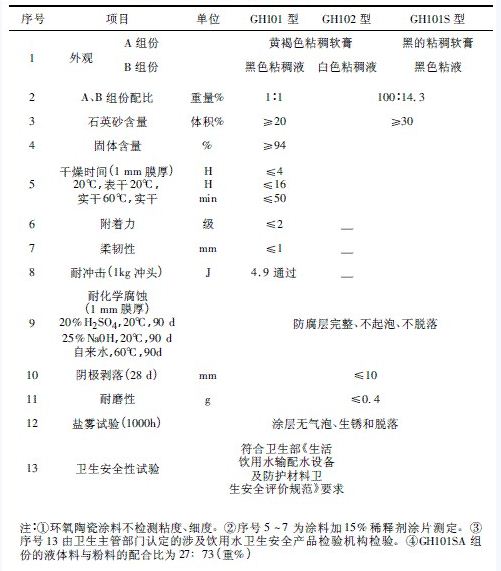
表2 冷纏帶性能指標
4 工程施工
4.1 施工準備
(1)該防腐鋼管生產為現場制作工程,由項目部技術人員依據已批準的施工組織方案設計規定的生產班次,編制生產任務書,項目工程師審批生產任務書。
(2)項目經理主持生產調動會,向生產組組長下達生產任務書,項目工程師和技術人員進行技術、質量、安全交底。由各級技術人員和各工段負責人對上崗人員進行崗前培訓。
(3)生產組組長布置各工段負責人進行領料、配料、調試、試車分頭做好生產準備。
(4)生產負責人帶領防腐工段操作人員,檢查、維護、調試生產線,項目工程師要對生產線全面進行檢查驗收。
(5)主操作員配合專業電工、鉗工對生產線設備所有電機、電氣設備進行檢查,對所有運轉設備進行注油、涂油緊固維護,保證所有電器系統、傳動系統、噴砂系統工作正常。
(6)確認各工段操作人員準備就緒后,由生產負責人根據生產任務書下達的防腐管理規格,帶好防護用具、用品進入生產線。
4.2 防腐鋼管生產制作及質量檢驗
(1)主操作員首先對工地現場鋼管表面進行預處理,清除鋼管內外表面的焊渣、毛刺、油脂等污物,然后采用壓力為0.6~0.8MPa空壓機送風,噴砂除銹機噴射直徑0.2mm鋼砂,對已經上到防腐平臺的鋼管進行噴砂作業。根據管徑大小調整噴砂速度,噴砂除銹處理完畢后,現場監理工程師按照除銹標準:內壁達到Sa2.5級,外壁達到Sa2級,檢查合格后,方可將鋼管運到指定地點,進行下一步的工序。否則,繼續進行噴砂除銹工作,符合質量標準為止。
(2)對已噴砂合格后的鋼管,應盡快進行環氧陶瓷涂料內噴涂。噴涂要保持涂料的薄厚均勻一次成活,不得有漏噴部位,現場監理人員用濕膜儀檢測涂料噴涂厚度必須達到280~320μm。待環氧陶瓷涂料風干固化后,經監理人員按照《環氧陶瓷涂料技術標準》對鋼管內壁環氧陶瓷涂料防腐層厚度、涂層是否平整潔凈、光滑等項目,進行檢驗,合格后,方可進入下一步工序施工。對于噴涂厚度不夠的部位,應進行重新補噴,經檢驗合格后方可。
(3)對已內噴涂合格的鋼管,進行鋼管外涂膠,涂膠前鋼管表面必須干燥,要求涂膠量足、不得有漏涂。涂膠后立即纏環氧煤瀝青冷纏帶,搭接寬度20~25mm,必須將冷纏帶拉緊,使冷纏帶與管外壁接觸緊密,表面平整無鼓包,部分膠液從冷纏帶面滲出(否則表明涂膠量不足),纏帶后立即在帶上在均勻涂刷一層定型膠。涂刷施工完畢,經監理人員按照《環氧煤瀝青冷纏帶技術標準》對外防腐層厚度、鋼管外冷纏帶是否平整均勻、鋼管兩端留的焊口距離是否均勻、是否有明顯的劃傷、外觀應清潔干凈等項目,檢驗合格后,方可進入成品區堆放。
(4)防腐層纏后靜置自干,至少8h內保持不淋雨、不泡水。待防腐層實干后,用電火花檢測儀,按照中國石油天然氣行業標準SY/T0447—96所規定的檢漏電壓,即對加強級(0.4mm)用2500V,檢查因涂膠不均勻或漏涂而形成的少量針孔,對出現針孔處用粉筆圈出記號并盡快涂定型膠補漏。
4.3 成品防腐鋼管臨時儲存及防護
對檢查驗收交付的成品防腐管,項目部安排專人專管,專用車輛送往安裝現場。成品防腐管吊裝運輸必須妥善防護,使用專用吊裝帶進行裝卸,既要保護好鋼管端口坡口,也不能損壞防護層。對檢驗合格后的防腐成品管做好防護工作,確保交付安裝前成品質量安全可靠。
4.4 接口及管件現場防腐
(1)現場接口防腐必須在管道安裝工程分段壓力試驗或整體壓力試驗結束后,經驗收合格由工程監理人員正式通知允許進行防腐作業后,方可安排施工作業。
(2)為保證現場接頭防腐質量和作業安全,施工前,由工程監理協同安裝或管溝土建施工單位提前挖好作業坑,項目部接頭負責人應及時到現場協調驗收工作坑是否符合工作要求和安全要求,如工作坑內有地下水,需落實排水措施后方可作業。
(3)接口防腐的工作步驟:①清理接口鋼管或管件表面、端面及冷纏帶搭接部位的水分、雜質,保持作業部位清潔干凈,然后涂膠纏冷纏帶,再涂膠。②對內接口防腐也應使端面保持清潔干凈,必要時用手動除銹機進行表面處理后,方可涂環氧陶瓷涂料,涂料后的端口應光滑平整。③按設計要求對管口、管件表面進行防腐處理,防腐作業應按規程標準進行操作。④現場接頭及管件防腐作業結束后,班組自檢驗合格,檢驗員進行現場驗收,并填寫檢驗報告單,請監理工程師和業主代表進行現場驗收,辦理交付并確認工程量。
5 防腐鋼管生產制作的質量防治措施
5.1 表面噴砂效果不一致的防治
噴砂前,必須檢查噴砂設備是否好用,鋼砂是否符合機器使用標準,用過的棱角鋼砂絕不能反復使用,否則將會出現噴砂效果不一致的效果。
5.2 噴涂或刷不勻的防治
首先檢查噴涂機是否好用,噴涂壓力是否正常,噴槍頭是否有堵的現象,涂料是否攪拌均勻,涂料加熱是否達到規定的溫度。
5.3 冷纏帶纏繞不均勻的防治
首先檢查冷纏帶旋轉機是否正常,速度是否勻速,纏繞機是否將冷纏帶繃緊,涂膠是否均勻,涂膠是否合格好用。
6 防腐輸水管道工程運行效果
該工程通過1年的運行,管道輸水正常,通過定點抽樣檢查,沒有發現滴水、滲漏及跑水等現象發生,經當地質監部門的檢查驗收,一致認為該防腐材料在輸水管道上的運用具有極其良好的效果。這充分證明采用雙組份白色無毒環氧陶瓷涂料及雙組環氧煤瀝清冷纏帶,對螺旋鋼管管道進行內外防腐施工,效果良好,可在其他工程中應用推廣。
n
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”